S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
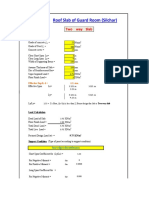
- Roof Slab of Guard RoomDocument3 paginiRoof Slab of Guard RoomAditya KumarÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Quarter 1 Week 8Document3 paginiQuarter 1 Week 8Geoffrey Tolentino-UnidaÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- bbk-lt2614-lt3214 Service Manual PDFDocument42 paginibbk-lt2614-lt3214 Service Manual PDFrj arcinasÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Presentation On BAJAJDocument19 paginiPresentation On BAJAJVaibhav AgarwalÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Factors Effecting PerformanceDocument47 paginiFactors Effecting Performancebembie83Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- 0.9PF PW 380v 3phase HF UPS10-120kvaDocument8 pagini0.9PF PW 380v 3phase HF UPS10-120kvaArmandinho CaveroÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Holux M-1000C Bluetooth GPS Logger Manual GuideDocument22 paginiHolux M-1000C Bluetooth GPS Logger Manual Guidenabiloo2003Încă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Jotafloor SL UniversalDocument6 paginiJotafloor SL UniversalrogandatambunanÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Factors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDDocument70 paginiFactors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDlassan199358Încă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Hublit Limphaire Leaflet India PDFDocument2 paginiHublit Limphaire Leaflet India PDFAkshay RaiÎncă nu există evaluări
- Designing The Marketing Channels 13Document13 paginiDesigning The Marketing Channels 13Gajender SinghÎncă nu există evaluări
- CSE Catalog - IndiaDocument67 paginiCSE Catalog - IndiaDheeraj SivadasÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Process Thermodynamic Steam Trap PDFDocument9 paginiProcess Thermodynamic Steam Trap PDFhirenkumar patelÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- TM4C129XNCZAD MicrocontrollerDocument2.191 paginiTM4C129XNCZAD Microcontrollermamaligosu1Încă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Transmission ImpairmentsDocument49 paginiTransmission ImpairmentsLaurentiuStanciuÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Computer Science: FieldsDocument2 paginiComputer Science: FieldstdoraxÎncă nu există evaluări
- HEN SPF Roof Manual Spray Polyurethane FoamDocument77 paginiHEN SPF Roof Manual Spray Polyurethane FoamDavaakhuu ErdeneeÎncă nu există evaluări
- Raft Foundations - Design & Analysis With A Practical Approach PDFDocument140 paginiRaft Foundations - Design & Analysis With A Practical Approach PDFemmanuel83% (6)
- Dissertation ErsatzteilmanagementDocument7 paginiDissertation ErsatzteilmanagementWriteMyEnglishPaperForMeCanada100% (1)
- Industry 4.0 FinaleDocument25 paginiIndustry 4.0 FinaleFrame UkirkacaÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Tugas 1Document8 paginiTugas 1Muhammad Robby Firmansyah Ar-RasyiedÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- August 2017Document72 paginiAugust 2017Treatment Plant Operator MagazineÎncă nu există evaluări
- Design of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockDocument10 paginiDesign of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockStalynMEcÎncă nu există evaluări
- Testing concrete and brick strengthDocument2 paginiTesting concrete and brick strengthlolenlennÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- How To Choose Food StarchesDocument20 paginiHow To Choose Food StarchesBoat Tanin100% (3)
- A1.2.3 Method Statement 4a Redacted Version2Document98 paginiA1.2.3 Method Statement 4a Redacted Version2ChanelÎncă nu există evaluări
- OD Main Switch & OD OFF Indicator Light CircuitDocument4 paginiOD Main Switch & OD OFF Indicator Light Circuitcelestino tuliaoÎncă nu există evaluări
- Gysmi-Note UC3845BDGDocument1 paginăGysmi-Note UC3845BDGfrance locatelÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Engineering Data, Summary of Productivity 2022Document2 paginiEngineering Data, Summary of Productivity 2022Listya AnggrainiÎncă nu există evaluări
- UCID Number Request FormDocument1 paginăUCID Number Request FormOmar AwaleÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)