S-ar putea să vă placă și
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasDe la EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasÎncă nu există evaluări
- TR Planilha ResiduosDocument10 paginiTR Planilha Residuosmwgroup WfxÎncă nu există evaluări
- Borracha - ArtigoDocument10 paginiBorracha - ArtigoBeatriz KafferÎncă nu există evaluări
- Artigo FosfatizaçãoDocument10 paginiArtigo Fosfatizaçãojeferson007Încă nu există evaluări
- BT Rocol Sapphire Hi-Temp 2Document2 paginiBT Rocol Sapphire Hi-Temp 2Roberta SabrinaÎncă nu există evaluări
- 1 Cheklist NR20Document3 pagini1 Cheklist NR20paulo costaÎncă nu există evaluări
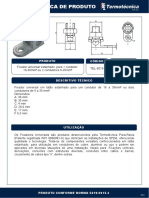
- FichaTecnica5019 5024REV1Document2 paginiFichaTecnica5019 5024REV1joaoÎncă nu există evaluări
- ManualDocument43 paginiManualTobias CembranelÎncă nu există evaluări
- Guia de Acabamentos Superficiais INDUFIXDocument31 paginiGuia de Acabamentos Superficiais INDUFIXJorge VieiraÎncă nu există evaluări
- Graxas MobilDocument12 paginiGraxas Mobilsandro villelaÎncă nu există evaluări
- ELASTOTEC Borracha NitrilicaDocument31 paginiELASTOTEC Borracha NitrilicaVitor AbellaÎncă nu există evaluări
- Catalogo Produtos Alliance Atualizado PelozioDocument36 paginiCatalogo Produtos Alliance Atualizado PelozioFernandoPelozioÎncă nu există evaluări
- Procedimento de Tratamento Térmico de Tempera e RevenimentoDocument3 paginiProcedimento de Tratamento Térmico de Tempera e RevenimentoFábio LessaÎncă nu există evaluări
- Augeo Clean Booster - FISPQDocument18 paginiAugeo Clean Booster - FISPQPaola Magnus100% (1)
- Produção de Compostos de BorrachaDocument21 paginiProdução de Compostos de BorrachaBeatriz KafferÎncă nu există evaluări
- Manual de Fornecedores Voith - TCC - Trabalho5 - NivaldoDocument80 paginiManual de Fornecedores Voith - TCC - Trabalho5 - NivaldoGustavo Campos100% (1)
- Misturador BorrachaDocument9 paginiMisturador BorrachaFábio Balzano100% (1)
- Tabela de Similaridade KlingerDocument1 paginăTabela de Similaridade KlingerDecoalr0% (1)
- Anexo 4Document15 paginiAnexo 4Alisson Da Silva RobainaÎncă nu există evaluări
- Tratamentos de Superfícies ContemporâneosDocument17 paginiTratamentos de Superfícies ContemporâneosAndré Luís SiqueiraÎncă nu există evaluări
- Processo de Obtenção GlicerinaDocument25 paginiProcesso de Obtenção Glicerinacaridadcuenta2Încă nu există evaluări
- Relatorio Dimensional ExemploDocument1 paginăRelatorio Dimensional ExemploViniÎncă nu există evaluări
- Maxlub Ma-Ep - BTDocument3 paginiMaxlub Ma-Ep - BTandersonmipa12Încă nu există evaluări
- ABNT NBRISO1585 - Potência Líquida EfetivaDocument26 paginiABNT NBRISO1585 - Potência Líquida EfetivaRaphael LomonacoÎncă nu există evaluări
- Catalogo Jardinagem Meghi 2014Document37 paginiCatalogo Jardinagem Meghi 2014edvcachoeira100% (1)
- Agentes Aditivos BorrachaDocument20 paginiAgentes Aditivos BorrachaBetaCullen100% (1)
- Catalogo Lampadas KianDocument64 paginiCatalogo Lampadas KiannoelpinheiroÎncă nu există evaluări
- CATÁLOGO VedabrasDocument37 paginiCATÁLOGO VedabrasMarina SommerÎncă nu există evaluări
- Qualidade FertilizantesDocument4 paginiQualidade Fertilizantesthayanne4portellaÎncă nu există evaluări
- Aços para Construção Mecânica - FavoritDocument1 paginăAços para Construção Mecânica - FavoritEdson FelixÎncă nu există evaluări
- Analise Critica Da DirecaoDocument4 paginiAnalise Critica Da DirecaoMarco Antônio Rodrigues SilvaÎncă nu există evaluări
- Viscosímetro Brookfield - OriginalDocument49 paginiViscosímetro Brookfield - OriginalAlbner Leite Alexandre de LimaÎncă nu există evaluări
- Manual Requisitos FornecedoresDocument72 paginiManual Requisitos FornecedoresNelson CoelhoÎncă nu există evaluări
- ImbilDocument58 paginiImbilRoberto CarvalhoÎncă nu există evaluări
- Alternativa para Qualificação de SoldadorDocument2 paginiAlternativa para Qualificação de Soldadoralexsandro_dias_1Încă nu există evaluări
- Alccol Ceto LaudoDocument2 paginiAlccol Ceto LaudoholfmandÎncă nu există evaluări
- WEG Etil Silicato de Zinco N 1661 PD Boletim Tecnico Portugues BRDocument5 paginiWEG Etil Silicato de Zinco N 1661 PD Boletim Tecnico Portugues BRElbert VieiraÎncă nu există evaluări
- Tabela Tolerancia Tubos AcoDocument2 paginiTabela Tolerancia Tubos AcoPaulo Cezar Aoki100% (1)
- Lista Preferencial Acumuladores Rev.1Document27 paginiLista Preferencial Acumuladores Rev.1Gabriela - Vendas Amazon TecnologiaÎncă nu există evaluări
- IT-1401-31-6032 (4) Instrução de Trabalho para Recebimento de Consumíveis de SoldagemDocument12 paginiIT-1401-31-6032 (4) Instrução de Trabalho para Recebimento de Consumíveis de SoldagemEdvanÎncă nu există evaluări
- Especificação Técnica - Solbrax ECO 145-210Document1 paginăEspecificação Técnica - Solbrax ECO 145-210Junior MalheiroÎncă nu există evaluări
- Minimizacao Residuos No Processo de PinturaDocument10 paginiMinimizacao Residuos No Processo de PinturaLuiz EduardoÎncă nu există evaluări
- NBR 5426 - Planos de Amostragem e Procedimentos Na Inspeção Por AtributosDocument63 paginiNBR 5426 - Planos de Amostragem e Procedimentos Na Inspeção Por AtributosQualidade EquimatecÎncă nu există evaluări
- FLUSHINGDocument13 paginiFLUSHINGcristianoluzÎncă nu există evaluări
- PRO-034179 - 01 - Anexo 04 - Carta de Mobilização e Desmobilização MEVDocument4 paginiPRO-034179 - 01 - Anexo 04 - Carta de Mobilização e Desmobilização MEVOrlando Júnior Binda100% (2)
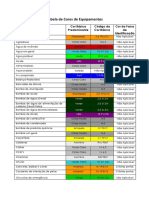
- Tabela Cor EquipamentoDocument4 paginiTabela Cor EquipamentosrcattozziÎncă nu există evaluări
- Manual de Recebimento - Armazenamento - Manuseio de LubrificantesDocument13 paginiManual de Recebimento - Armazenamento - Manuseio de LubrificantesAntônio MiguelÎncă nu există evaluări
- PGS-003038 - 01 - Anexo 01 Lista NegraDocument6 paginiPGS-003038 - 01 - Anexo 01 Lista NegraAndré D'Isep CostaÎncă nu există evaluări
- Mobilux-EP-2 FispqDocument9 paginiMobilux-EP-2 FispqRenato NetoÎncă nu există evaluări
- Amostragem 2Document30 paginiAmostragem 2Eustaquio Silva JuniorÎncă nu există evaluări
- Fosfatização - Otimização de Processo e Redução de Impactos AmbientaisDocument37 paginiFosfatização - Otimização de Processo e Redução de Impactos AmbientaisrodrigoÎncă nu există evaluări
- Welding - ETPDocument71 paginiWelding - ETPFabricio Ilidio Dias100% (1)
- Identificação de MateriaisDocument5 paginiIdentificação de MateriaisEduardo PiresÎncă nu există evaluări
- Databook 10-17Document8 paginiDatabook 10-17Rival Coelho CoelhoÎncă nu există evaluări
- N 2677 PDFDocument24 paginiN 2677 PDFrcfrcf279Încă nu există evaluări
- Defeitos em TintasDocument14 paginiDefeitos em Tintasfabricio marchiÎncă nu există evaluări
- Folder GalvanizaçãoDocument12 paginiFolder GalvanizaçãoClaudio SampaioÎncă nu există evaluări
- Processos GalvanicDocument22 paginiProcessos Galvanickevinmdmelo2Încă nu există evaluări
- Mobilgrease XHP 322 MineDocument2 paginiMobilgrease XHP 322 Minemarcelo cunhaÎncă nu există evaluări
- Lúcia 2T - Lista 1 - 1 AnoDocument1 paginăLúcia 2T - Lista 1 - 1 AnoGregorio Henrique CervejeiraÎncă nu există evaluări
- Bomba de em 1PF2G3 Rp10038Document7 paginiBomba de em 1PF2G3 Rp10038TiagoPr22Încă nu există evaluări
- Modelo de Check List - EPI (NR 06)Document2 paginiModelo de Check List - EPI (NR 06)Jeison Liana de Souza100% (1)
- Massico RevhDocument56 paginiMassico RevhmarciojunkÎncă nu există evaluări
- Grupo R - Motor Cummins 5.9LDocument99 paginiGrupo R - Motor Cummins 5.9LEDMUNDO JOSE ALCANFORADOÎncă nu există evaluări
- Tutorial ScilabDocument8 paginiTutorial ScilabEliasSMonteiroFilhoÎncă nu există evaluări
- Projeto Estrutural - M5 ResumoDocument38 paginiProjeto Estrutural - M5 ResumoElvis Paulo DiasÎncă nu există evaluări
- LP Canopy - PMP QG LRDocument2 paginiLP Canopy - PMP QG LRMarcos SouzaÎncă nu există evaluări
- Desenvolvimento de Cerveja Funcional Sem Glúten A Partir Da Mandioca e Do Trigo Sarraceno PDFDocument128 paginiDesenvolvimento de Cerveja Funcional Sem Glúten A Partir Da Mandioca e Do Trigo Sarraceno PDFAnderson TrindadeÎncă nu există evaluări
- Composição de Filmes Radiográficos e ÉcransDocument4 paginiComposição de Filmes Radiográficos e ÉcransgabiÎncă nu există evaluări
- Detecção e Reconhecimento de Face Utilizando o Matlab Deise Santana MaiaDocument71 paginiDetecção e Reconhecimento de Face Utilizando o Matlab Deise Santana MaiaLuciana DiasÎncă nu există evaluări
- 3 ENGJ19 CAP04 AltimetriaDocument89 pagini3 ENGJ19 CAP04 AltimetriaMatheus HenriqueÎncă nu există evaluări
- Física 2 - Sears Cap17 - 10° Ed.Document4 paginiFísica 2 - Sears Cap17 - 10° Ed.Lucas HiagoÎncă nu există evaluări
- Manual Optimus BostonDocument62 paginiManual Optimus Bostoneod8Încă nu există evaluări
- Estação EletricaDocument10 paginiEstação EletricaRanauroÎncă nu există evaluări
- Partida EstrelaTrianguloCLPDocument2 paginiPartida EstrelaTrianguloCLPreisinho1000Încă nu există evaluări
- 21N137 Manual Multimetro Digital HM 2090Document24 pagini21N137 Manual Multimetro Digital HM 2090Pedro IgorÎncă nu există evaluări
- Conservação de Frutas Pós-ColheitaDocument3 paginiConservação de Frutas Pós-ColheitaMirabor JúniorÎncă nu există evaluări
- Memorial Descritivo - Posto de Transformação 15kVDocument2 paginiMemorial Descritivo - Posto de Transformação 15kVCesar MaiaÎncă nu există evaluări
- Exercícios Resolvidos IcqDocument4 paginiExercícios Resolvidos IcqMirellaÎncă nu există evaluări
- Star Solv Neutro BB 20Document1 paginăStar Solv Neutro BB 20JeffersonÎncă nu există evaluări
- Lista de Exercícios - Tração - 20130312224839Document5 paginiLista de Exercícios - Tração - 20130312224839gustavoffdÎncă nu există evaluări
- Check List Hidrantes, Extintores e Lava-OlhosDocument14 paginiCheck List Hidrantes, Extintores e Lava-OlhosNathalia LannaÎncă nu există evaluări
- Maquinagem: Processos de FabricoDocument30 paginiMaquinagem: Processos de FabricoJosé C. RochaÎncă nu există evaluări
- Manual de Instruções DCF-CODocument50 paginiManual de Instruções DCF-COMartha Cristina Silva100% (1)
- Scania P420 8X4Document4 paginiScania P420 8X4Ivo Ferreira100% (2)
- Metalografia ResumoDocument8 paginiMetalografia ResumoGeralda ManciniÎncă nu există evaluări
- Valvula Borboleta WaferDocument7 paginiValvula Borboleta WaferGlaucio PietrobomÎncă nu există evaluări
- Elper Catalogo Embreagem Linha Leve 2019Document24 paginiElper Catalogo Embreagem Linha Leve 2019LEODECIO BELO DE OLIVEIRAÎncă nu există evaluări
- Trator New HollandDocument1.758 paginiTrator New HollandEdson Laranjeira100% (1)