S-ar putea să vă placă și
- Corten Steel Data SheetDocument3 paginiCorten Steel Data SheetNur Hasanudin0% (1)
- What Is Corten SteelDocument11 paginiWhat Is Corten SteelNavneet SinghÎncă nu există evaluări
- Assembly Instructions For Sandwich Panels - RuukkiDocument32 paginiAssembly Instructions For Sandwich Panels - RuukkiRui GarciaÎncă nu există evaluări
- COR-TEN Steel PDFDocument10 paginiCOR-TEN Steel PDFUM'mer Farooq100% (1)
- Arcelormittal Pressure VesselDocument10 paginiArcelormittal Pressure VesselkokopirokoÎncă nu există evaluări
- Infinity PipeDocument22 paginiInfinity PipeBarlian WidaryantoÎncă nu există evaluări
- Isometric View: Dymac GlobalDocument2 paginiIsometric View: Dymac GlobalMaarij AnjumÎncă nu există evaluări
- Technical Info on Fine Thread Drywall ScrewsDocument2 paginiTechnical Info on Fine Thread Drywall ScrewsNajeeb AhmedÎncă nu există evaluări
- Technical Specification Wooden HousesDocument8 paginiTechnical Specification Wooden HousesNoor MohdÎncă nu există evaluări
- Meusburger Material ReportDocument40 paginiMeusburger Material ReportvenothÎncă nu există evaluări
- Hilti-Fischer Anchor BoltDocument2 paginiHilti-Fischer Anchor Boltpavitrakedar100% (1)
- PETRO Cube BrochureDocument8 paginiPETRO Cube BrochureDaniel AmpawÎncă nu există evaluări
- AIMS Design ManualDocument76 paginiAIMS Design ManualDavid RochaÎncă nu există evaluări
- Appendix B - Technical Specification For Plain & Reinforced Concrete WorksDocument24 paginiAppendix B - Technical Specification For Plain & Reinforced Concrete WorksPankaj PriyadarshiÎncă nu există evaluări
- Fischer Anchor BoltDocument10 paginiFischer Anchor Bolticehorizon88Încă nu există evaluări
- Weathering Steel CORE-TEN STEELDocument5 paginiWeathering Steel CORE-TEN STEELIvanPerletaÎncă nu există evaluări
- Catálogo LAYHER 2018Document68 paginiCatálogo LAYHER 2018Santiago VasquezÎncă nu există evaluări
- 2 LG Manual Engl PDFDocument100 pagini2 LG Manual Engl PDFwayne1925Încă nu există evaluări
- Fillet Welding On Gussets and LugsDocument1 paginăFillet Welding On Gussets and LugsSeungmin PaekÎncă nu există evaluări
- Grating Design DataDocument2 paginiGrating Design DataericastorgalucoÎncă nu există evaluări
- Higher College of Technology Department of Engineering: Mechanical and Industrial Engineering SectionDocument13 paginiHigher College of Technology Department of Engineering: Mechanical and Industrial Engineering SectionAnonymous jenapxJzNiÎncă nu există evaluări
- Fevicol PurDocument3 paginiFevicol PurVenkata ChadaÎncă nu există evaluări
- Bolt capacity and bending checks as per BS EN-1993-1-8Document2 paginiBolt capacity and bending checks as per BS EN-1993-1-8waweng22Încă nu există evaluări
- How To Erect Sun ShadeDocument1 paginăHow To Erect Sun ShadekrafterkrisÎncă nu există evaluări
- Umbrella Type Car Parking ShadeDocument1 paginăUmbrella Type Car Parking ShadeM.Usama MustafaÎncă nu există evaluări
- Tension RodDocument4 paginiTension RodMarkÎncă nu există evaluări
- Chengdu Aiwu Security Technology Co.,Ltd: WebsiteDocument10 paginiChengdu Aiwu Security Technology Co.,Ltd: WebsiteLÎncă nu există evaluări
- Carboguard 690: Selection & Specification Data Selection & Specification DataDocument2 paginiCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadÎncă nu există evaluări
- Corten Steel: Adriano Claudio Scarfo 547503Document17 paginiCorten Steel: Adriano Claudio Scarfo 547503Adriano Claudio ScarfoÎncă nu există evaluări
- Velarium Shade Cloth Specifications and ColorsDocument2 paginiVelarium Shade Cloth Specifications and ColorsrbhavishÎncă nu există evaluări
- Rhomboidal Steel Wire Rope Net Panels SpecificationDocument5 paginiRhomboidal Steel Wire Rope Net Panels SpecificationSOMNATH JANAÎncă nu există evaluări
- Yoshimura r77 Exhaust System Yamaha Fz092014Document3 paginiYoshimura r77 Exhaust System Yamaha Fz092014Felipeorozco98Încă nu există evaluări
- SECTION 13310 Welded Steel Tanks: (Formerly Master Spec. Sec. 13207 - WW)Document9 paginiSECTION 13310 Welded Steel Tanks: (Formerly Master Spec. Sec. 13207 - WW)KusnadiÎncă nu există evaluări
- JIS G3131 Hot Roll Mild Steel Plates Sheet and StripDocument9 paginiJIS G3131 Hot Roll Mild Steel Plates Sheet and StripAnonymous uYGle1vucÎncă nu există evaluări
- Fastener Connection To Structure - ExampleDocument12 paginiFastener Connection To Structure - ExamplekingdbmÎncă nu există evaluări
- Universal Tri-Bracket and Rotatable Hub for Antenna Support StructuresDocument19 paginiUniversal Tri-Bracket and Rotatable Hub for Antenna Support StructuresrobrebelÎncă nu există evaluări
- Buckling Analysis of Reinforced Concrete Domes An Excel Spreadsheet by Nanette South ClarkDocument13 paginiBuckling Analysis of Reinforced Concrete Domes An Excel Spreadsheet by Nanette South ClarkTanya HenryÎncă nu există evaluări
- Rules For Reusing BoltsDocument4 paginiRules For Reusing Boltsaataylor83Încă nu există evaluări
- Insulation ChoicesDocument92 paginiInsulation ChoicesChris Sawyer100% (4)
- GunitingDocument23 paginiGunitinganiket1994Încă nu există evaluări
- Aluminum SectionsDocument102 paginiAluminum SectionsDuy HaÎncă nu există evaluări
- Manual Liquid Electrostatic Spray Gun - OTSON - DM - OTS - 3000!3!0Document8 paginiManual Liquid Electrostatic Spray Gun - OTSON - DM - OTS - 3000!3!0otsontek9227Încă nu există evaluări
- Steel Fire-Rated Doors and Multi-Purpose DoorsDocument20 paginiSteel Fire-Rated Doors and Multi-Purpose DoorsJhon BantingÎncă nu există evaluări
- One Third Octave Vibration CriteriaDocument4 paginiOne Third Octave Vibration CriteriaMike100% (1)
- Turnbuckle DesignDocument9 paginiTurnbuckle DesignAlikhan ShambulovÎncă nu există evaluări
- Provisional Rules For Sandwich Panel ConstructionDocument37 paginiProvisional Rules For Sandwich Panel ConstructionMr PolashÎncă nu există evaluări
- M4 U4 Bracket FabricationDocument26 paginiM4 U4 Bracket FabricationKaliya PerumalÎncă nu există evaluări
- Anchor ChairDocument1 paginăAnchor ChairwhngomjÎncă nu există evaluări
- STEEL BASE PLATE Verfication BS EN 1993 1 & 8Document1 paginăSTEEL BASE PLATE Verfication BS EN 1993 1 & 8Giri DharanÎncă nu există evaluări
- PERI TRIO en PDFDocument88 paginiPERI TRIO en PDFMilan GligsÎncă nu există evaluări
- Corrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngDocument45 paginiCorrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngAnand JadoenathmisierÎncă nu există evaluări
- Fastener and Screw Torque DesignDocument6 paginiFastener and Screw Torque DesignjigneshÎncă nu există evaluări
- Fortress Timber & Metal SDS Screws 2017 WebDocument36 paginiFortress Timber & Metal SDS Screws 2017 WebGabriel MacedoÎncă nu există evaluări
- Parameters Screw Parameter (As Per AAMA TIR A9-14)Document5 paginiParameters Screw Parameter (As Per AAMA TIR A9-14)waweng22Încă nu există evaluări
- What Is Meant by Solidity Ratio in Structural Engineering - QuoraDocument3 paginiWhat Is Meant by Solidity Ratio in Structural Engineering - Quoramn_sundaraamÎncă nu există evaluări
- Cantilevered Structural Glass Railing/Balustrade: March 2016Document21 paginiCantilevered Structural Glass Railing/Balustrade: March 2016ermanterÎncă nu există evaluări
- IS1365-1978 BS - 4183 - Din 963 Slotted CSK Head Screw (MatricThd)Document1 paginăIS1365-1978 BS - 4183 - Din 963 Slotted CSK Head Screw (MatricThd)RavinderÎncă nu există evaluări
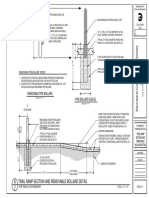
- BollardDetail 3Document1 paginăBollardDetail 3aishahrahmanÎncă nu există evaluări
- Welding Guide BrochureDocument4 paginiWelding Guide BrochureAnonymous 6aGAvbNÎncă nu există evaluări
- S355J2WDocument2 paginiS355J2Wmedepalli sai madhuÎncă nu există evaluări
- Business EconomicsDocument249 paginiBusiness EconomicsAnjan DeyÎncă nu există evaluări
- Once Piece Ball ValveDocument1 paginăOnce Piece Ball ValveAnjan DeyÎncă nu există evaluări
- Heat Exchanger CalculationDocument4 paginiHeat Exchanger CalculationAnjan Dey100% (1)
- Engg - Ref - Book (Steel Weight Cal.)Document246 paginiEngg - Ref - Book (Steel Weight Cal.)Anonymous Iev5ggSRÎncă nu există evaluări
- Mega - 2008fgd - WW - 33 - 07182008Document23 paginiMega - 2008fgd - WW - 33 - 07182008Anjan DeyÎncă nu există evaluări
- Vibrating Fork and Guided Radar Level Sensors for Liquids and SolidsDocument2 paginiVibrating Fork and Guided Radar Level Sensors for Liquids and SolidsAnjan DeyÎncă nu există evaluări
- Check ValvesDocument12 paginiCheck ValvesddphilosophyÎncă nu există evaluări
- Steel Melting ShopDocument21 paginiSteel Melting ShopAnjan Dey0% (1)
- Gas Viscosity CalculatorDocument2 paginiGas Viscosity CalculatorAnjan Dey100% (1)
- 2.5 Insulation & RefractoriesDocument23 pagini2.5 Insulation & RefractoriesImhoudu Ben100% (1)
- Understanding of Si-Mn ProductionDocument8 paginiUnderstanding of Si-Mn ProductionAnjan DeyÎncă nu există evaluări
- PuzzleDocument2 paginiPuzzleAnjan DeyÎncă nu există evaluări
- 10 Principles For Peace of MindDocument3 pagini10 Principles For Peace of MindAnjan Dey100% (1)
- Valve Sizing and SelectionDocument5 paginiValve Sizing and SelectionAnjan DeyÎncă nu există evaluări
- Chapter 1 Introduction and Fundamental ConceptsDocument15 paginiChapter 1 Introduction and Fundamental ConceptsAnjan DeyÎncă nu există evaluări
- Using Modelica-Matlab For Parameter Estimation in A Bioethanol Fermentation ModelDocument13 paginiUsing Modelica-Matlab For Parameter Estimation in A Bioethanol Fermentation ModelwariascÎncă nu există evaluări
- Lesson 11 Environmental Crisis and Sustainable DevelopmentDocument41 paginiLesson 11 Environmental Crisis and Sustainable DevelopmentJoyce GarciaÎncă nu există evaluări
- Grease Selection GuideDocument3 paginiGrease Selection GuideDon - BIN95.comÎncă nu există evaluări
- An Improved Synthesis of High-Aspect-Ratio Gold NanorodsDocument3 paginiAn Improved Synthesis of High-Aspect-Ratio Gold NanorodsantzlckÎncă nu există evaluări
- Muntingia Calabura A Review of Its Traditional Uses Chemical Properties and Pharmacological ObservationsDocument27 paginiMuntingia Calabura A Review of Its Traditional Uses Chemical Properties and Pharmacological ObservationsDharmastuti Fatmarahmi100% (1)
- Prevention and Control of Air PollutionDocument48 paginiPrevention and Control of Air PollutionmikramÎncă nu există evaluări
- Aquatherm NA 2015-1 PDFDocument143 paginiAquatherm NA 2015-1 PDFdaniyalahmad119Încă nu există evaluări
- AGTI Exam Thermo QuestionsDocument11 paginiAGTI Exam Thermo QuestionsWs LimÎncă nu există evaluări
- Practical Approaches To Protein Formulation DevelopmentDocument25 paginiPractical Approaches To Protein Formulation DevelopmentEvelyn TapiaÎncă nu există evaluări
- Production ManualsDocument14 paginiProduction ManualsgreatgeniusÎncă nu există evaluări
- 1967 US Army Vietnam War Explosives and Demolitions 187pDocument186 pagini1967 US Army Vietnam War Explosives and Demolitions 187pwwwsurvivalebookscomÎncă nu există evaluări
- Raagmala Steek TaksalDocument67 paginiRaagmala Steek TaksalUday SinghÎncă nu există evaluări
- ClotrimazoleDocument5 paginiClotrimazoleJuan PerezÎncă nu există evaluări
- Avsu & Alarm & TuDocument41 paginiAvsu & Alarm & Tushahrul aiman100% (2)
- Rice FtirDocument15 paginiRice FtirRavindra AgarwalÎncă nu există evaluări
- Magnesium Chloride PowderDocument2 paginiMagnesium Chloride PowderNatalia NeliÎncă nu există evaluări
- RASPRODocument36 paginiRASPROVera Yulianti100% (2)
- Hematology Services GuideDocument34 paginiHematology Services GuideLorelie CarlosÎncă nu există evaluări
- Hrouda 04Document252 paginiHrouda 04hrkzÎncă nu există evaluări
- Proton Exchange MembraneDocument22 paginiProton Exchange MembraneHanifan Lidinillah100% (1)
- LUMS SSE Admissions Test Sample QuestionsDocument16 paginiLUMS SSE Admissions Test Sample Questions999 X100% (1)
- s15 Miller Chap 5b LectureDocument22 paginis15 Miller Chap 5b LecturesilviaÎncă nu există evaluări
- GE - 200802 - Technical Specs Jenbacher Type 6 PDFDocument2 paginiGE - 200802 - Technical Specs Jenbacher Type 6 PDFsakthivelÎncă nu există evaluări
- Appl Cultivation of Sf9 Cells With Biostat RM SBT1014-e PDFDocument4 paginiAppl Cultivation of Sf9 Cells With Biostat RM SBT1014-e PDFbiocloneÎncă nu există evaluări
- Science Act Practice Test 67cDocument12 paginiScience Act Practice Test 67capi-232033431100% (1)
- Dredging Pumps MaartDocument20 paginiDredging Pumps MaartHotnCrispy CrispyÎncă nu există evaluări
- Jairo Alonso Paredes-C., Luís Miguel Romero-R., Julián David de Bedout-O. & Carlos Mauricio Bernal-RDocument7 paginiJairo Alonso Paredes-C., Luís Miguel Romero-R., Julián David de Bedout-O. & Carlos Mauricio Bernal-RJhon barreraÎncă nu există evaluări
- The Present Situation of The Old Shoes Recycling ADocument7 paginiThe Present Situation of The Old Shoes Recycling AEvan GohÎncă nu există evaluări
- Cowan Dynamics - Dart ValveDocument8 paginiCowan Dynamics - Dart ValveTylerÎncă nu există evaluări
- Solvent DeasphaltingDocument1 paginăSolvent DeasphaltingTheiva GanesÎncă nu există evaluări