S-ar putea să vă placă și
- The Hunza Health SecretsDocument5 paginiThe Hunza Health Secretsjbone918100% (1)
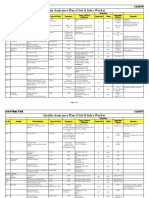
- Quality Assurance Plan - CivilDocument11 paginiQuality Assurance Plan - CivilDeviPrasadNathÎncă nu există evaluări
- The Skelper and Me: A memoir of making history in DerryDe la EverandThe Skelper and Me: A memoir of making history in DerryÎncă nu există evaluări
- Tobacco Growers GuideDocument52 paginiTobacco Growers GuideAnghel AC100% (1)
- Your Guide To Drying and Curing Cannabis BudsDocument2 paginiYour Guide To Drying and Curing Cannabis Budskrasul100% (1)
- Libel Arraignment Pre Trial TranscriptDocument13 paginiLibel Arraignment Pre Trial TranscriptAnne Laraga LuansingÎncă nu există evaluări
- 4.9 Design of Compression Members: L 4.7 UsingDocument22 pagini4.9 Design of Compression Members: L 4.7 Usingctc1212100% (1)
- How Do You Make High Quality Rosin PDFDocument3 paginiHow Do You Make High Quality Rosin PDFdannie gao100% (1)
- Pipe Tobacco TypesDocument13 paginiPipe Tobacco TypesSidhrounStavrosÎncă nu există evaluări
- VifacatalogDocument10 paginiVifacataloglumilanisÎncă nu există evaluări
- Oyster Mushroom Cultivation - Unidad 2 PDFDocument14 paginiOyster Mushroom Cultivation - Unidad 2 PDFSandra Milena VelandiaÎncă nu există evaluări
- Case Studies InterviewDocument7 paginiCase Studies Interviewxuyq_richard8867100% (2)
- Mobot 31753000598356Document431 paginiMobot 31753000598356Caithain Reloralkaisdivrevas VilocairpoirenÎncă nu există evaluări
- Guide To Audio Electronics 2012Document99 paginiGuide To Audio Electronics 2012yoham nayou100% (1)
- Phytochemicals and Antioxidant Activities of Aloe Vera (Aloe Barbadensis)Document12 paginiPhytochemicals and Antioxidant Activities of Aloe Vera (Aloe Barbadensis)Journal of Nutritional Science and Healthy DietÎncă nu există evaluări
- Knot A ProblemDocument3 paginiKnot A ProblemHannes FouldsÎncă nu există evaluări
- More Zapper Frequencies PDFDocument1 paginăMore Zapper Frequencies PDFRobert MaximilianÎncă nu există evaluări
- Solar Dryer Manual General PDFDocument6 paginiSolar Dryer Manual General PDFFrancisco BonillaÎncă nu există evaluări
- COACHING TOOLS Mod4 TGOROWDocument6 paginiCOACHING TOOLS Mod4 TGOROWZoltan GZoltanÎncă nu există evaluări
- Glass Blowing EquipmentDocument7 paginiGlass Blowing EquipmentJustine VivasÎncă nu există evaluări
- Some Medicinal WildingsDocument27 paginiSome Medicinal Wildingsapi-3747641Încă nu există evaluări
- HJ CigarDocument72 paginiHJ CigarHemant JaluthriaÎncă nu există evaluări
- Splitting FirewoodDocument153 paginiSplitting FirewoodMoreMoseySpeed100% (1)
- Your Guide To Growing and Processing Tobacco at HomeDocument6 paginiYour Guide To Growing and Processing Tobacco at HomeLeaRninG3Încă nu există evaluări
- Push Operated Spray Pump Cum Fertilizer Spreader Initial ReportDocument35 paginiPush Operated Spray Pump Cum Fertilizer Spreader Initial ReportAditu100% (1)
- Solar Dryer ManualDocument6 paginiSolar Dryer ManualRaymond Scott100% (1)
- Vegetable CaseinDocument114 paginiVegetable CaseinRashid SaleemÎncă nu există evaluări
- (1847) The Book of Illustrious MechanicsDocument374 pagini(1847) The Book of Illustrious MechanicsHerbert Hillary Booker 2nd100% (1)
- Crocus SativusDocument10 paginiCrocus SativusIka Nur FarihaÎncă nu există evaluări
- Tea Production Process 003Document4 paginiTea Production Process 003Ayman AlkwaifiÎncă nu există evaluări
- Mushroom Growers Handbook 2 Shiitake Cultivation - 2005 - Mushworld - 17391377 - 256pgDocument256 paginiMushroom Growers Handbook 2 Shiitake Cultivation - 2005 - Mushworld - 17391377 - 256pgAdrian Alberto Romero BernalÎncă nu există evaluări
- Greenhouse CucumbersDocument15 paginiGreenhouse Cucumbersnpotocnjak815100% (1)
- Tray Dryer ExperimentDocument13 paginiTray Dryer Experimentgeek311295% (37)
- Factors Which Affect The GerminationDocument4 paginiFactors Which Affect The GerminationHironmoy RoyÎncă nu există evaluări
- Alaska Root CellarDocument4 paginiAlaska Root CellarREBogart100% (3)
- ACTIVITY Design - Nutrition MonthDocument7 paginiACTIVITY Design - Nutrition MonthMaria Danica89% (9)
- 8 Kachelofen 0312Document15 pagini8 Kachelofen 0312Yuval Gonen100% (2)
- 06-250 Old Farm EquipmentDocument191 pagini06-250 Old Farm EquipmentJoseph Thomas Weber Jr.Încă nu există evaluări
- Collection, Processing and Drying of Crude DrugsDocument23 paginiCollection, Processing and Drying of Crude DrugsSunitha Katta67% (3)
- By Vaibhav Pandya S R.information Security Consultant M.Tech Solutions (India) PVT - LTDDocument22 paginiBy Vaibhav Pandya S R.information Security Consultant M.Tech Solutions (India) PVT - LTDtsegay.csÎncă nu există evaluări
- From Tea Estate To Our Kitchen: Varoon DesaiDocument10 paginiFrom Tea Estate To Our Kitchen: Varoon DesaiVaroon desaiÎncă nu există evaluări
- Al-Farabi Fusul Al MadaniDocument107 paginiAl-Farabi Fusul Al MadaniDaniel G.G.100% (1)
- A Picture Is Worth A Thousand Words:) : Open Source Dome For Everyone EverywhereDocument22 paginiA Picture Is Worth A Thousand Words:) : Open Source Dome For Everyone Everywhereel viajantexÎncă nu există evaluări
- Corporate Members List Iei Mysore Local CentreDocument296 paginiCorporate Members List Iei Mysore Local CentreNagarjun GowdaÎncă nu există evaluări
- Project Report On HeritageDocument39 paginiProject Report On HeritageBALA YOGESH YANDAMURIÎncă nu există evaluări
- Jurnal KORELASI ANTARA STATUS GIZI IBU MENYUSUI DENGAN KECUKUPAN ASIDocument9 paginiJurnal KORELASI ANTARA STATUS GIZI IBU MENYUSUI DENGAN KECUKUPAN ASIMarsaidÎncă nu există evaluări
- Beginnings - Where To Get A Press and FormsDocument7 paginiBeginnings - Where To Get A Press and FormsВладимирÎncă nu există evaluări
- Pipe TobaccoDocument6 paginiPipe TobaccoVictorIoncuÎncă nu există evaluări
- Pipe SmokingDocument5 paginiPipe Smokingchithirai10Încă nu există evaluări
- Solar Wax Melter ManualDocument5 paginiSolar Wax Melter ManualYoudont CareatallÎncă nu există evaluări
- Project One.2: Materials, Production + ProcessesDocument13 paginiProject One.2: Materials, Production + ProcessesYellkGnÎncă nu există evaluări
- Iron WorkingDocument2 paginiIron WorkingRedeemerBoyÎncă nu există evaluări
- A Blacksmith's BellowsDocument26 paginiA Blacksmith's BellowsRob Furnald100% (1)
- Micro-Farming & Low Cost Housing "The Pallet House": by Klarer Kopf DesignDocument26 paginiMicro-Farming & Low Cost Housing "The Pallet House": by Klarer Kopf DesignMirkoazÎncă nu există evaluări
- How To Make Improvised Tools Peace Corp 1980Document57 paginiHow To Make Improvised Tools Peace Corp 1980John J Johnson JrÎncă nu există evaluări
- Phytochemiistry and AllelopathyDocument379 paginiPhytochemiistry and AllelopathyDeepak KumarÎncă nu există evaluări
- Huysmans LaBas Down ThereDocument302 paginiHuysmans LaBas Down TherealondrahÎncă nu există evaluări
- Manufacturing Process of Dilmah Tea CompanyDocument9 paginiManufacturing Process of Dilmah Tea Companysandu oshadiÎncă nu există evaluări
- Thesis Chap 2Document3 paginiThesis Chap 2DevÎncă nu există evaluări
- History: Tobacco Was First Cultivated by The Indians of North andDocument30 paginiHistory: Tobacco Was First Cultivated by The Indians of North andShivansh SharmaÎncă nu există evaluări
- Lily Forcing GuideDocument29 paginiLily Forcing Guidenedela71Încă nu există evaluări
- DamperDocument9 paginiDamperSukumar RamasamyÎncă nu există evaluări
- JK125 - 270 Product SheetDocument9 paginiJK125 - 270 Product SheetRicardo HabibÎncă nu există evaluări
- Vegetable Storage in Root CellarsDocument4 paginiVegetable Storage in Root CellarsVassile Rossi100% (1)
- CommercialDocument233 paginiCommercialDil KathayatÎncă nu există evaluări
- Uses of PulpDocument27 paginiUses of PulpSheela Mohanan100% (1)
- Ginger Is Alive Post Harvest Fact Sheet 3Document4 paginiGinger Is Alive Post Harvest Fact Sheet 3Novitasari SembathuÎncă nu există evaluări
- Lab Report FoodDocument11 paginiLab Report FoodMuskaan Fatima fatimaÎncă nu există evaluări
- Potato Storage Management Fact Sheet English FinalDocument9 paginiPotato Storage Management Fact Sheet English FinalDiego RuedaÎncă nu există evaluări
- Davanam CultivationDocument47 paginiDavanam CultivationDr.Eswara Reddy Siddareddy100% (3)
- EffectivenessDocument13 paginiEffectivenessPhillip MendozaÎncă nu există evaluări
- Madam Shazia PaperDocument14 paginiMadam Shazia PaperpervaizhejÎncă nu există evaluări
- First Aid Transportation of The InjuredDocument30 paginiFirst Aid Transportation of The InjuredMuhammad Naveed Akhtar100% (1)
- Promoting Services and Educating CustomersDocument28 paginiPromoting Services and Educating Customershassan mehmoodÎncă nu există evaluări
- 3-CHAPTER-1 - Edited v1Document32 pagini3-CHAPTER-1 - Edited v1Michael Jaye RiblezaÎncă nu există evaluări
- (Biophysical Techniques Series) Iain D. Campbell, Raymond A. Dwek-Biological Spectroscopy - Benjamin-Cummings Publishing Company (1984)Document192 pagini(Biophysical Techniques Series) Iain D. Campbell, Raymond A. Dwek-Biological Spectroscopy - Benjamin-Cummings Publishing Company (1984)BrunoRamosdeLima100% (1)
- A Meta Analysis of The Relative Contribution of Leadership Styles To Followers Mental HealthDocument18 paginiA Meta Analysis of The Relative Contribution of Leadership Styles To Followers Mental HealthOnii ChanÎncă nu există evaluări
- Angeles City National Trade SchoolDocument7 paginiAngeles City National Trade Schooljoyceline sarmientoÎncă nu există evaluări
- CBSE Class 12 Informatics Practices Marking Scheme Term 2 For 2021 22Document6 paginiCBSE Class 12 Informatics Practices Marking Scheme Term 2 For 2021 22Aryan BhardwajÎncă nu există evaluări
- CFodrey CVDocument12 paginiCFodrey CVCrystal N FodreyÎncă nu există evaluări
- Skills Check Extra 2ADocument1 paginăSkills Check Extra 2AVishmi JayawardeneÎncă nu există evaluări
- As I Lay Writing How To Write Law Review ArticleDocument23 paginiAs I Lay Writing How To Write Law Review ArticleWalter Perez NiñoÎncă nu există evaluări
- Agile in ISO 9001 - How To Integrate Agile Processes Into Your Quality Management System-Springer (2023)Document67 paginiAgile in ISO 9001 - How To Integrate Agile Processes Into Your Quality Management System-Springer (2023)j.paulo.mcÎncă nu există evaluări
- Catalog de Aparatura Si Instrumentar Veterinar Eikemeyer-GermaniaDocument336 paginiCatalog de Aparatura Si Instrumentar Veterinar Eikemeyer-GermaniaDr. Dragos CobzariuÎncă nu există evaluări
- 42ld340h Commercial Mode Setup Guide PDFDocument59 pagini42ld340h Commercial Mode Setup Guide PDFGanesh BabuÎncă nu există evaluări
- Ethics FinalsDocument22 paginiEthics FinalsEll VÎncă nu există evaluări
- Group 3 Presenta Tion: Prepared By: Queen Cayell Soyenn Gulo Roilan Jade RosasDocument12 paginiGroup 3 Presenta Tion: Prepared By: Queen Cayell Soyenn Gulo Roilan Jade RosasSeyell DumpÎncă nu există evaluări
- Finance 2021 23Document16 paginiFinance 2021 23GAURAV UPADHYAYÎncă nu există evaluări
- Theory of Construction of The Giza Plateau Pyramids (Original Title Hypothesis of Construction of The Pyramids of The Valley of Gizeh (Giza)Document15 paginiTheory of Construction of The Giza Plateau Pyramids (Original Title Hypothesis of Construction of The Pyramids of The Valley of Gizeh (Giza)International Journal of Innovative Science and Research TechnologyÎncă nu există evaluări