S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- IJSER TemplateDocument4 paginiIJSER Templateprabhushankar05Încă nu există evaluări
- Research Paper GPS Based Voice Alert System For The BlindDocument5 paginiResearch Paper GPS Based Voice Alert System For The BlindVenkata RatnamÎncă nu există evaluări
- Face Modeling Using Segmentation TechniqueDocument4 paginiFace Modeling Using Segmentation TechniqueIJSER ( ISSN 2229-5518 )Încă nu există evaluări
- Cyber Social-Networks and Social Movements Case-StudyDocument12 paginiCyber Social-Networks and Social Movements Case-StudyIJSER ( ISSN 2229-5518 )Încă nu există evaluări
- Promoting E-Governance Through Right To InformationDocument9 paginiPromoting E-Governance Through Right To InformationIJSER ( ISSN 2229-5518 )Încă nu există evaluări
- FPGA-Based Design of Controller For Sound Fetching From Codec Using Altera DE2 BoardDocument8 paginiFPGA-Based Design of Controller For Sound Fetching From Codec Using Altera DE2 BoardMihai MateiÎncă nu există evaluări
- Ijser I051827Document2 paginiIjser I051827IJSER ( ISSN 2229-5518 )Încă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 2 Ppu STD 1ST FLR PDFDocument1 pagină2 Ppu STD 1ST FLR PDFdkdesign consultantÎncă nu există evaluări
- TDS Yellow - A & S - CathayDocument1 paginăTDS Yellow - A & S - CathayhuynhtrantriÎncă nu există evaluări
- Material Reference 1 FinalDocument8 paginiMaterial Reference 1 FinaldramiltÎncă nu există evaluări
- DEGALAN® For PVC Finishes (English) PDFDocument2 paginiDEGALAN® For PVC Finishes (English) PDFslantsyhimÎncă nu există evaluări
- A Review of The Success and Failure Characteristics of Resin-Bonded BridgesDocument10 paginiA Review of The Success and Failure Characteristics of Resin-Bonded BridgesSirine LimemeÎncă nu există evaluări
- Mechanical Behaviors of Carbon Fiber Reinforced CompositeDocument6 paginiMechanical Behaviors of Carbon Fiber Reinforced CompositeGregory Aguilera LopesÎncă nu există evaluări
- Cairo West Supercritical Power Station 1 X 650 MW 10089-Cp-118 Mechanical Equipment / Pipe InstallationDocument8 paginiCairo West Supercritical Power Station 1 X 650 MW 10089-Cp-118 Mechanical Equipment / Pipe Installationmohamed abourayaÎncă nu există evaluări
- PR ReceptaclesDocument28 paginiPR Receptaclescamono2000Încă nu există evaluări
- Brochure MV Termination Slip On Content 222Document10 paginiBrochure MV Termination Slip On Content 222fathurahmadiÎncă nu există evaluări
- ICSECM - 2017 - Research PaperDocument6 paginiICSECM - 2017 - Research PaperdilrangiÎncă nu există evaluări
- CSAT 2019 Spe3D Duguid - Andrew PDFDocument111 paginiCSAT 2019 Spe3D Duguid - Andrew PDFdocturboÎncă nu există evaluări
- R-Value TableDocument3 paginiR-Value TableJitendra Gautam0% (1)
- Metal To Plastic ChoiceDocument4 paginiMetal To Plastic ChoicealdozenÎncă nu există evaluări
- 2 Plaster Wall SurfaceDocument44 pagini2 Plaster Wall SurfaceRobinson ConcordiaÎncă nu există evaluări
- Table 7.7 (Continued) : 7.3.12 Stainless SteelsDocument21 paginiTable 7.7 (Continued) : 7.3.12 Stainless SteelsumairÎncă nu există evaluări
- 70-0709-4146-6 Low ResDocument6 pagini70-0709-4146-6 Low ResVenura VishwaÎncă nu există evaluări
- Wastewater DN80 To DN600 PDFDocument36 paginiWastewater DN80 To DN600 PDFMR seaÎncă nu există evaluări
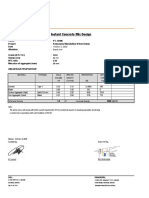
- Instant Concrete Mix Design: AcknowledgeDocument1 paginăInstant Concrete Mix Design: AcknowledgeJoel Alfonso ManurungÎncă nu există evaluări
- Ce 424 ADocument2 paginiCe 424 ASumanÎncă nu există evaluări
- Ferrous MetalDocument26 paginiFerrous MetalEdbert TulipasÎncă nu există evaluări
- Lessons From A Lost Technology The Secrets of Roman ConcreteDocument2 paginiLessons From A Lost Technology The Secrets of Roman Concreteshekhar2307Încă nu există evaluări
- Entry Door BrochureDocument80 paginiEntry Door BrochurePéterRápliÎncă nu există evaluări
- Installation Procedures For Glaspave Paving MatDocument2 paginiInstallation Procedures For Glaspave Paving MatjoelÎncă nu există evaluări
- M Tech Projects - Engineering Project REPORTDocument55 paginiM Tech Projects - Engineering Project REPORTmanoj phadtareÎncă nu există evaluări
- Addivant Polymer ModifiersDocument11 paginiAddivant Polymer ModifiersAgustin Eduardo C.Încă nu există evaluări
- 1 s2.0 S1877705816328946 Main PDFDocument6 pagini1 s2.0 S1877705816328946 Main PDFPRABAKARANÎncă nu există evaluări
- HPM Steel For MoldDocument15 paginiHPM Steel For MoldcadcamtaiÎncă nu există evaluări
- Astm C76MDocument11 paginiAstm C76MPedro Henrry Marza ColqueÎncă nu există evaluări
- Superseal Low-Mod: Product Data SheetDocument1 paginăSuperseal Low-Mod: Product Data Sheetjorge silvaÎncă nu există evaluări
- Fire Resistance Ratings - ANSI/UL 263: Design No. U313Document2 paginiFire Resistance Ratings - ANSI/UL 263: Design No. U313DavidÎncă nu există evaluări