S-ar putea să vă placă și
- Process Flow of Cutting and Cutting EquipmentDocument8 paginiProcess Flow of Cutting and Cutting EquipmentarunkadveÎncă nu există evaluări
- Spreading and Cutting of Apparel ProductsDocument43 paginiSpreading and Cutting of Apparel ProductsDaniela JakimovaÎncă nu există evaluări
- SpreadingDocument39 paginiSpreadingPratik MinjÎncă nu există evaluări
- Spreading and Cutting of Apparel ProductsDocument77 paginiSpreading and Cutting of Apparel ProductskbalabalaÎncă nu există evaluări
- Marker EfficiencyDocument2 paginiMarker EfficiencyGaurav ShakyaÎncă nu există evaluări
- Preparatory Processes (Cutting Part 1) : Learn Apparel Merchandising Learn Fashion DesigningDocument7 paginiPreparatory Processes (Cutting Part 1) : Learn Apparel Merchandising Learn Fashion DesigningZaman ParvezÎncă nu există evaluări
- Spreading and Cutting of Apparel ProductsDocument42 paginiSpreading and Cutting of Apparel ProductsVishakha Chopra86% (7)
- Cutting and Spreading Fabric EfficientlyDocument7 paginiCutting and Spreading Fabric EfficientlyAlemu HaileÎncă nu există evaluări
- Marker MakingDocument12 paginiMarker MakingsachipalÎncă nu există evaluări
- Marker EfficiencyDocument8 paginiMarker EfficiencyMeeta Arora100% (1)
- Marker PlanningDocument6 paginiMarker PlanningAnkit KumarÎncă nu există evaluări
- Garment Defects .Document24 paginiGarment Defects .Anmol JainÎncă nu există evaluări
- Garment Merchandising Facing Tasks in Recent TimesDocument4 paginiGarment Merchandising Facing Tasks in Recent TimesRSBALAKUMARÎncă nu există evaluări
- Cutting Room ProjectDocument26 paginiCutting Room ProjectSakshi Yadav100% (1)
- Defects Analysis of A GarmentDocument11 paginiDefects Analysis of A GarmentDayal K Munda25% (4)
- Fabric Spreading - Types of Fabric Spreading - Requirements of Spreading ProcessDocument2 paginiFabric Spreading - Types of Fabric Spreading - Requirements of Spreading ProcessSubrata Mahapatra100% (2)
- Catalogue of Visual Textile Defects Aasim AhmedDocument20 paginiCatalogue of Visual Textile Defects Aasim AhmedAdi TtaÎncă nu există evaluări
- Garment Manufacturing and Quality AssuranceDocument9 paginiGarment Manufacturing and Quality AssuranceGaurav BharadwajÎncă nu există evaluări
- Objective of Marker Planning and Marker MakingDocument4 paginiObjective of Marker Planning and Marker MakingSanthosh KannanÎncă nu există evaluări
- Fabric Cutting Methods and Techniques in 40 CharactersDocument28 paginiFabric Cutting Methods and Techniques in 40 CharactersNitta Mallik100% (1)
- Fabric Inspection Process & Defect ClassificationsDocument20 paginiFabric Inspection Process & Defect ClassificationsHarrison Kan100% (1)
- Step by Step Apparel ProductionDocument6 paginiStep by Step Apparel Productionarivaazhi100% (1)
- Basic Technical SOP For Cutting Section in Apparel MFG FacilityDocument26 paginiBasic Technical SOP For Cutting Section in Apparel MFG FacilityRahul Choudhury83% (6)
- Garment Cutting Room ActivitiesDocument11 paginiGarment Cutting Room ActivitiesNaisargiÎncă nu există evaluări
- Spreading MachinesDocument23 paginiSpreading MachinesManish SinghÎncă nu există evaluări
- Production Planning and Control in the Garments IndustryDocument2 paginiProduction Planning and Control in the Garments Industrykbalabala100% (1)
- Garment Cutting Quality Control EssentialsDocument6 paginiGarment Cutting Quality Control EssentialsarifulseuÎncă nu există evaluări
- UAQ-ASSGN2-INLINE-INSPECDocument10 paginiUAQ-ASSGN2-INLINE-INSPECYashÎncă nu există evaluări
- Traffic Light System in Garment IndustryDocument11 paginiTraffic Light System in Garment IndustryGopal Dixit0% (1)
- Fabric Defect Reading MaterialDocument6 paginiFabric Defect Reading MaterialAnoop Singh100% (1)
- Garment Defects Guide: Common Issues and Quality SolutionsDocument16 paginiGarment Defects Guide: Common Issues and Quality SolutionsarivaazhiÎncă nu există evaluări
- 20 Ways To Improve Productivity in Garment Production and Planning CapacityDocument8 pagini20 Ways To Improve Productivity in Garment Production and Planning CapacityCucak RowoÎncă nu există evaluări
- GMM - Fabric Cutting AssignmentDocument10 paginiGMM - Fabric Cutting AssignmentsatexÎncă nu există evaluări
- Defects Library (Cut To Pack)Document64 paginiDefects Library (Cut To Pack)Sajid RehmanÎncă nu există evaluări
- SPREADING, Cutting & FusingDocument17 paginiSPREADING, Cutting & FusingVishwanath KrÎncă nu există evaluări
- Process Flow Chart of Banswara Garment Kadaiya Unit AvinashDocument23 paginiProcess Flow Chart of Banswara Garment Kadaiya Unit AvinashakashÎncă nu există evaluări
- Cutting Room Planning: ATDC, BhubaneswarDocument37 paginiCutting Room Planning: ATDC, BhubaneswarBinoy MundaÎncă nu există evaluări
- Factory SOP Training Content - MASTDocument61 paginiFactory SOP Training Content - MASTIndika DissanayakeÎncă nu există evaluări
- Sample Room DepartmentDocument5 paginiSample Room DepartmentRajib DasÎncă nu există evaluări
- Page1 8Document21 paginiPage1 8Yuvraj PahujaÎncă nu există evaluări
- STDS'M&SDocument8 paginiSTDS'M&SSazid Rahman100% (1)
- Arvind Trouser OBDocument7 paginiArvind Trouser OBVikas KewatÎncă nu există evaluări
- Defects in GarmentsDocument11 paginiDefects in GarmentsChodathKulangareth BhagavathiTempleÎncă nu există evaluări
- Operation BullatinDocument4 paginiOperation BullatinraiyanduÎncă nu există evaluări
- Spreading and Cutting - Material PDFDocument27 paginiSpreading and Cutting - Material PDFSowmya50% (4)
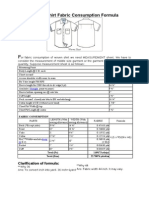
- Fabric Consumption FormulaDocument6 paginiFabric Consumption FormulaYeamin SufiÎncă nu există evaluări
- Thread ConsumptionDocument4 paginiThread ConsumptionMd Mamun Hosain100% (1)
- Cut Order PlanningDocument12 paginiCut Order PlanningShirisha Bala100% (3)
- SpreadingDocument29 paginiSpreadingyuvarajÎncă nu există evaluări
- Assignment On An Overview of Quality and Quality Control in Textile IndustryDocument9 paginiAssignment On An Overview of Quality and Quality Control in Textile IndustryZAyedÎncă nu există evaluări
- 18.estimating Thread ConsumptionDocument4 pagini18.estimating Thread ConsumptionSugar Lipss0% (1)
- Thread Consumption GuideDocument6 paginiThread Consumption GuideMohammad Saleh MusaÎncă nu există evaluări
- Garment InspectionDocument93 paginiGarment InspectionShivalika Gupta100% (2)
- Carr and Latham's Technology of Clothing ManufactureDe la EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerEvaluare: 4 din 5 stele4/5 (1)
- The Jacquard Machine Analyzed and Explained: With an appendix on the preparation of jacquard cards, and practical hints to learners of jacquard designingDe la EverandThe Jacquard Machine Analyzed and Explained: With an appendix on the preparation of jacquard cards, and practical hints to learners of jacquard designingÎncă nu există evaluări
- Fabric Spreading SlidesDocument19 paginiFabric Spreading SlidesRoshnal BluestacksÎncă nu există evaluări
- SMEDA-JICA Best Practices for Garments CuttingDocument65 paginiSMEDA-JICA Best Practices for Garments CuttingRafayMalikÎncă nu există evaluări
- IAS 8 Tutorial Question (SS)Document2 paginiIAS 8 Tutorial Question (SS)Given RefilweÎncă nu există evaluări
- Car Loan ProposalDocument6 paginiCar Loan ProposalRolly Acuna100% (3)
- Earth & Life Science Q1 Module 2 - DESIREE VICTORINODocument22 paginiEarth & Life Science Q1 Module 2 - DESIREE VICTORINOJoshua A. Arabejo50% (4)
- Chapter 018Document12 paginiChapter 018api-281340024Încă nu există evaluări
- American Buffalo - DAVID MAMETDocument100 paginiAmerican Buffalo - DAVID MAMETRodrigo Garcia Sanchez100% (10)
- 51 JointventureDocument82 pagini51 JointventureCavinti LagunaÎncă nu există evaluări
- Design and Implementation of Land and Property Ownership Management System in Urban AreasDocument82 paginiDesign and Implementation of Land and Property Ownership Management System in Urban AreasugochukwuÎncă nu există evaluări
- Doña PerfectaDocument317 paginiDoña PerfectadracbullÎncă nu există evaluări
- Certificate of Compliance ATF F 5330 20Document2 paginiCertificate of Compliance ATF F 5330 20Jojo Aboyme CorcillesÎncă nu există evaluări
- Final Exam, Business EnglishDocument5 paginiFinal Exam, Business EnglishsubtleserpentÎncă nu există evaluări
- Revised Answer Keys for Scientist/Engineer Recruitment ExamDocument5 paginiRevised Answer Keys for Scientist/Engineer Recruitment ExamDigantÎncă nu există evaluări
- Direct InstructionDocument1 paginăDirect Instructionapi-189549713Încă nu există evaluări
- E GCOct 2013 NsDocument0 paginiE GCOct 2013 Nsvae2797Încă nu există evaluări
- History of LotteryDocument29 paginiHistory of LotteryBala G100% (2)
- All Over AgainDocument583 paginiAll Over AgainJamie Kris MendozaÎncă nu există evaluări
- Alvin - Goldman - and - Dennis - Whitcomb (Eds) - Social - Epistemology - Essential - Readings - 2011 PDFDocument368 paginiAlvin - Goldman - and - Dennis - Whitcomb (Eds) - Social - Epistemology - Essential - Readings - 2011 PDFOvejaNegra100% (2)
- Lecture Notes - Sedimentation TankDocument45 paginiLecture Notes - Sedimentation TankJomer Levi PortuguezÎncă nu există evaluări
- The Experience of God Being Consciousness BlissDocument376 paginiThe Experience of God Being Consciousness BlissVivian Hyppolito100% (6)
- I Could Easily FallDocument3 paginiI Could Easily FallBenji100% (1)
- Treatise On Vocal Performance and Ornamentation by Johann Adam Hiller (Cambridge Musical Texts and Monographs) (2001)Document211 paginiTreatise On Vocal Performance and Ornamentation by Johann Adam Hiller (Cambridge Musical Texts and Monographs) (2001)Lia Pestana RocheÎncă nu există evaluări
- Ohp (2171912)Document8 paginiOhp (2171912)rajushamla9927Încă nu există evaluări
- Student Teaching Edtpa Lesson Plan TemplateDocument7 paginiStudent Teaching Edtpa Lesson Plan Templateapi-3531253350% (1)
- Cub Cadet 1650 PDFDocument46 paginiCub Cadet 1650 PDFkbrckac33% (3)
- Recommendation Letter - One Young WorldDocument2 paginiRecommendation Letter - One Young WorldNabeel K. AdeniÎncă nu există evaluări
- A Story Behind..: Dimas Budi Satria Wibisana Mario Alexander Industrial Engineering 5Document24 paginiA Story Behind..: Dimas Budi Satria Wibisana Mario Alexander Industrial Engineering 5Owais AwanÎncă nu există evaluări
- Safety Data Sheet - en - (68220469) Aluminium Silicate QP (1318!74!7)Document6 paginiSafety Data Sheet - en - (68220469) Aluminium Silicate QP (1318!74!7)sergio.huete.hernandezÎncă nu există evaluări
- Self Respect MovementDocument2 paginiSelf Respect MovementJananee RajagopalanÎncă nu există evaluări
- PDFDocument2 paginiPDFJahi100% (3)
- OutletsDocument226 paginiOutletsPraveen Kumar Saini100% (1)
- Understanding electromagnetic waves and radioactivityDocument7 paginiUnderstanding electromagnetic waves and radioactivityJayesh VermaÎncă nu există evaluări