S-ar putea să vă placă și
- Isolation Valves - Linear MovementDocument9 paginiIsolation Valves - Linear MovementEmad A.AhmadÎncă nu există evaluări
- VALVES - NotesDocument17 paginiVALVES - NotesPortifer Harrison Ray Mubanga100% (1)
- Series 2371 Self-Operated Pressure Regulators Pressure Reducing Valves For Food and Pharmaceutical Industries Type 2371-10 Pneumatic Set Point Adjustment Type 2371-11 Manual Set Point AdjustmentDocument10 paginiSeries 2371 Self-Operated Pressure Regulators Pressure Reducing Valves For Food and Pharmaceutical Industries Type 2371-10 Pneumatic Set Point Adjustment Type 2371-11 Manual Set Point AdjustmenthecdomÎncă nu există evaluări
- VALVES OVERCOME CHALLENGES IN OIL SAND EXTRACTIONDocument4 paginiVALVES OVERCOME CHALLENGES IN OIL SAND EXTRACTIONAnonymous ntK705RtÎncă nu există evaluări
- Align Pumps and Drivers To Maximise Energy-PumpAlignmentDocument5 paginiAlign Pumps and Drivers To Maximise Energy-PumpAlignmentDelfinshÎncă nu există evaluări
- EPRV Installation ManualDocument21 paginiEPRV Installation ManualdrlijothomasÎncă nu există evaluări
- Failure Analysis of Fire Tube Liner (Sleeve)Document6 paginiFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahÎncă nu există evaluări
- Separation Systems Chapter from Computer Assisted Petroleum Production Engineering BookDocument16 paginiSeparation Systems Chapter from Computer Assisted Petroleum Production Engineering BookHaziq YussofÎncă nu există evaluări
- Sealing Concept-RwDocument20 paginiSealing Concept-RwnuradiadnanÎncă nu există evaluări
- Mass Transfer EquipmentsDocument32 paginiMass Transfer EquipmentsAjaykumarÎncă nu există evaluări
- 2006 Mohammed AzadDocument82 pagini2006 Mohammed AzadIGNyomanAnomWijayaÎncă nu există evaluări
- Distillation Operation DifficultiesDocument7 paginiDistillation Operation DifficultiesSekar ChadarwatiÎncă nu există evaluări
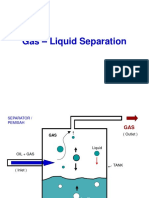
- What Are Oil and Gas SeparatorsDocument15 paginiWhat Are Oil and Gas SeparatorsFriday IjokgwungÎncă nu există evaluări
- Freeze Concentration 2Document8 paginiFreeze Concentration 2Patricio Orellana PalmaÎncă nu există evaluări
- BubbleCap Distillation Manuals - FINAL 29082018 - 17PgsDocument17 paginiBubbleCap Distillation Manuals - FINAL 29082018 - 17PgsSagar MorjeÎncă nu există evaluări
- Introduction About Distillation ColumnDocument24 paginiIntroduction About Distillation ColumneliasÎncă nu există evaluări
- What Is DistillationDocument25 paginiWhat Is DistillationashirÎncă nu există evaluări
- Surface Facilities 2 STDocument155 paginiSurface Facilities 2 STI Made Wahyu WiratmajaÎncă nu există evaluări
- Functions of Drilling Mud SystemsDocument18 paginiFunctions of Drilling Mud SystemsFabianBauerÎncă nu există evaluări
- Deionized For Cooling Tower PDFDocument8 paginiDeionized For Cooling Tower PDFThipsuree KornboonraksaÎncă nu există evaluări
- Why A Shell and Tube Heat Exchanger?Document17 paginiWhy A Shell and Tube Heat Exchanger?Avishek KumarÎncă nu există evaluări
- Lube Oil System - LinkedInDocument25 paginiLube Oil System - LinkedInbobyÎncă nu există evaluări
- MIB 303 Separation System, Module - Operating Instructions - 1997Document16 paginiMIB 303 Separation System, Module - Operating Instructions - 1997Centrifugal SeparatorÎncă nu există evaluări
- To The World Of: BearingsDocument42 paginiTo The World Of: BearingsNaag RajÎncă nu există evaluări
- Globe ValvesDocument12 paginiGlobe ValvesVivekanandan VaiyapuriÎncă nu există evaluări
- Subsea Flowline Operation - Pressure Drop and Liquid HoldupDocument52 paginiSubsea Flowline Operation - Pressure Drop and Liquid HoldupWunkey WunkruÎncă nu există evaluări
- Chapter One: CondenserDocument10 paginiChapter One: Condenserشاكر العاقل100% (1)
- Upstream Oil ProcessingDocument6 paginiUpstream Oil Processinge_buljubasicÎncă nu există evaluări
- Sulfate Removal Technologies A ReviewDocument5 paginiSulfate Removal Technologies A ReviewMiguel De La HozÎncă nu există evaluări
- Pneumatic Drilling Fluids GuideDocument15 paginiPneumatic Drilling Fluids GuideDondy ZobitanaÎncă nu există evaluări
- Distillation Application in PetroleumDocument46 paginiDistillation Application in Petroleumamirthalingam_b671Încă nu există evaluări
- Api 53Document2 paginiApi 53andrey2509Încă nu există evaluări
- Asphaltene Deposition - Survey - of - Field - Experiences - and - Research - Approaches PDFDocument11 paginiAsphaltene Deposition - Survey - of - Field - Experiences - and - Research - Approaches PDFRodrigo Fernandes100% (1)
- Surface Safety Valve (SSV)Document7 paginiSurface Safety Valve (SSV)Huda Basim100% (1)
- Mech Seals Selection Guide 2Document6 paginiMech Seals Selection Guide 2taghdirimÎncă nu există evaluări
- Blowout PreventorsDocument7 paginiBlowout PreventorsRachitPandeyÎncă nu există evaluări
- Process Intensification in Industrial Wastewater Treatment FinalDocument10 paginiProcess Intensification in Industrial Wastewater Treatment FinalSantanu BiswasÎncă nu există evaluări
- Butterfly Valve Info PDFDocument14 paginiButterfly Valve Info PDFCS100% (1)
- TechSheet109 - Corrosion in DeaeratorsDocument1 paginăTechSheet109 - Corrosion in DeaeratorsrinthusÎncă nu există evaluări
- HE TransterDocument16 paginiHE Transteribnuhary100% (1)
- John CraneDocument83 paginiJohn CraneVj KrshkumrÎncă nu există evaluări
- B01 Crude Oil Treatment, Rev 4-2014 PDFDocument2 paginiB01 Crude Oil Treatment, Rev 4-2014 PDFNihad S ZainÎncă nu există evaluări
- Seminar WorkDocument50 paginiSeminar Workodii victor ogbonnayaÎncă nu există evaluări
- Air Cooled Heat ExchangersDocument2 paginiAir Cooled Heat ExchangersMohamad Arif IbrahimÎncă nu există evaluări
- Efficient Separation with Pusher CentrifugesDocument12 paginiEfficient Separation with Pusher CentrifugesdanielmercadoiqÎncă nu există evaluări
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 paginiGuidelines For Produced Water Evaporators in SAGD 2007pipedown456Încă nu există evaluări
- Products Valves Sanitary PBM Series 9, 2 WayDocument40 paginiProducts Valves Sanitary PBM Series 9, 2 Waydingobk1Încă nu există evaluări
- Walworth Check ValvesDocument24 paginiWalworth Check ValvesFahad RockingÎncă nu există evaluări
- Pressure VesselDocument9 paginiPressure VesselbekkuÎncă nu există evaluări
- De SaltersDocument15 paginiDe SaltersMuhammad Arslaan100% (2)
- AgitatorDocument8 paginiAgitatorMugesh KannaÎncă nu există evaluări
- Boiler Tube Failure PDFDocument8 paginiBoiler Tube Failure PDFmhd_bashiriÎncă nu există evaluări
- Corrosion Failures: Theory, Case Studies, and SolutionsDe la EverandCorrosion Failures: Theory, Case Studies, and SolutionsÎncă nu există evaluări
- Gate ValvesDocument13 paginiGate Valvesyessa gamuedaÎncă nu există evaluări
- Globe ValvesDocument7 paginiGlobe ValvesAngela IlaganÎncă nu există evaluări
- Valves Report: Types and FunctionsDocument15 paginiValves Report: Types and FunctionsAnonymous b9J5NMÎncă nu există evaluări
- Valve Case StudyDocument10 paginiValve Case StudycynthiaÎncă nu există evaluări
- Valvulas Introduccion (Ingles)Document21 paginiValvulas Introduccion (Ingles)Luis VilcañaupaÎncă nu există evaluări
- Globe Valve Design & OperationDocument15 paginiGlobe Valve Design & OperationsudheeshÎncă nu există evaluări
- A113 Pds DuoliteDocument4 paginiA113 Pds Duolitepackiandavid1982Încă nu există evaluări
- T 2201Document23 paginiT 2201packiandavid1982Încă nu există evaluări
- 04 Ro Water ChemistryDocument8 pagini04 Ro Water ChemistryRajesh Kumar RoshanÎncă nu există evaluări
- Guideline For Feld Testing of Reciprocating Compressor Performance PDFDocument173 paginiGuideline For Feld Testing of Reciprocating Compressor Performance PDFpackiandavid1982Încă nu există evaluări
- Isothermal Compression/Expansion Processes: Absolute Pressure DensityDocument1 paginăIsothermal Compression/Expansion Processes: Absolute Pressure Densitypackiandavid1982Încă nu există evaluări
- Compressed Air7Document2 paginiCompressed Air7packiandavid1982Încă nu există evaluări
- Ship Air Compressor Safety Devices and ParametersDocument10 paginiShip Air Compressor Safety Devices and Parameterspackiandavid1982Încă nu există evaluări
- Learning Objectives: Preparation of Compressed AirDocument37 paginiLearning Objectives: Preparation of Compressed AirDhirendra SinghÎncă nu există evaluări
- Lec6 Power Calculation2Document13 paginiLec6 Power Calculation2Le Thanh HaiÎncă nu există evaluări
- HE TheoryDocument6 paginiHE TheoryZha IezaÎncă nu există evaluări
- CompdDocument22 paginiCompdMohit AgrawalÎncă nu există evaluări
- 125452033-Thermodynamics D.J.Dunn PDFDocument185 pagini125452033-Thermodynamics D.J.Dunn PDFkalite123Încă nu există evaluări
- Application of Basic Thermodynamics To Compressor Cycle AnalysisDocument7 paginiApplication of Basic Thermodynamics To Compressor Cycle Analysispackiandavid1982Încă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Engineering Design Guidelines - Compressors Rev02 KLM Technology GroupDocument32 paginiEngineering Design Guidelines - Compressors Rev02 KLM Technology GroupAhmed Fgt Kaasehg0% (1)
- Compressed Air SystemDocument29 paginiCompressed Air SystemPrathmesh GujaratiÎncă nu există evaluări
- (30 31) Heat Exchanger Part 2Document23 pagini(30 31) Heat Exchanger Part 2Salam AlbaradieÎncă nu există evaluări
- Pressure Ake Int Absolute Stage Last of Pressure e Arg Disch AbsoluteDocument8 paginiPressure Ake Int Absolute Stage Last of Pressure e Arg Disch Absolutemasih tadayonÎncă nu există evaluări
- Stainless SteelsDocument2 paginiStainless Steelspackiandavid1982Încă nu există evaluări
- Compressed Air Compendium PDFDocument230 paginiCompressed Air Compendium PDFpackiandavid1982Încă nu există evaluări
- Maintaining and operating air compressorsDocument116 paginiMaintaining and operating air compressorsantidote_deÎncă nu există evaluări
- Compressed Air System Design ManualDocument26 paginiCompressed Air System Design ManualBadrul HishamÎncă nu există evaluări
- Engineering Chemistry UNIT VDocument9 paginiEngineering Chemistry UNIT Vpackiandavid1982Încă nu există evaluări
- Arthur Lloyd Compressor Presentation PDFDocument64 paginiArthur Lloyd Compressor Presentation PDFPackian DavidÎncă nu există evaluări
- Cooling Tower Classifications and DetailsDocument10 paginiCooling Tower Classifications and Detailspackiandavid1982Încă nu există evaluări
- Saturated Vapour Pressure and Boiling PointDocument2 paginiSaturated Vapour Pressure and Boiling Pointpackiandavid1982Încă nu există evaluări
- Motor Protection Concepts and Type 2 Co-ordination ChartsDocument69 paginiMotor Protection Concepts and Type 2 Co-ordination ChartsMothilalÎncă nu există evaluări
- 3aua0000081824 RevcDocument94 pagini3aua0000081824 RevcFidel LansanganÎncă nu există evaluări
- KYK CatalogueDocument5 paginiKYK CatalogueSợi Nhà MáyÎncă nu există evaluări
- SHS Automotive ServicingDocument88 paginiSHS Automotive ServicingJaylordPalattao100% (1)
- Electrical MachinesDocument6 paginiElectrical MachinesPranav TripathiÎncă nu există evaluări
- Unit-5 Speed Control of Three Phase Induction MotorDocument16 paginiUnit-5 Speed Control of Three Phase Induction MotorAshok P100% (1)
- ESP Motor - Production TechnologyDocument16 paginiESP Motor - Production TechnologymoheeÎncă nu există evaluări
- Motor Starting - Djordje SavinovicDocument46 paginiMotor Starting - Djordje SavinovicJulio RojasÎncă nu există evaluări
- Drum Motor C-Serie S-SMP-Serie S-Serie-DC V1.3 EN PDFDocument56 paginiDrum Motor C-Serie S-SMP-Serie S-Serie-DC V1.3 EN PDFRajesh S VÎncă nu există evaluări
- (Ebook Science - PDF) Nikola Tesla Electric Car Part-1Document15 pagini(Ebook Science - PDF) Nikola Tesla Electric Car Part-1Michael DangeloÎncă nu există evaluări
- Eee-Vi-Electrical Machine Design (10ee63) - Notes PDFDocument208 paginiEee-Vi-Electrical Machine Design (10ee63) - Notes PDFManjunath84% (19)
- Hydraulic & Pneumatic Actuators-Product Catalogues-EnglishDocument4 paginiHydraulic & Pneumatic Actuators-Product Catalogues-Englishcosmin75Încă nu există evaluări
- BHSS 50W Step ServoDocument20 paginiBHSS 50W Step ServoAnonymous m36V0bvzÎncă nu există evaluări
- Pip-Elemt01 P66 Midstream Projects 0 1/02/18: Document Number S & B Job Number Rev Date SheetDocument9 paginiPip-Elemt01 P66 Midstream Projects 0 1/02/18: Document Number S & B Job Number Rev Date SheetAjay BaggaÎncă nu există evaluări
- MDSP3 Flyer V1 Feb 2014Document2 paginiMDSP3 Flyer V1 Feb 2014Arif KhanÎncă nu există evaluări
- Datacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualDocument172 paginiDatacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualNguyễn Hữu ThịnhÎncă nu există evaluări
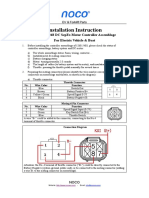
- Installation Instruction: Curtis 1268 DC Sepex Motor Controller Assemblage For Electric Vehicle & BoatDocument3 paginiInstallation Instruction: Curtis 1268 DC Sepex Motor Controller Assemblage For Electric Vehicle & BoatCesar Ruben SosaÎncă nu există evaluări
- Observation of Force and Torque On A Current Loop Using A Simplified Electric MotorDocument3 paginiObservation of Force and Torque On A Current Loop Using A Simplified Electric Motorfrances leana capellan100% (2)
- Magnetic Equivalent Circuit Models Using Global Reluctance Networks Methodology For Design of Permanent Magnet Flux Switching MachineDocument8 paginiMagnetic Equivalent Circuit Models Using Global Reluctance Networks Methodology For Design of Permanent Magnet Flux Switching Machineihab benayacheÎncă nu există evaluări
- Fire Fighting PDFDocument16 paginiFire Fighting PDFAnonymous ytZsBOVÎncă nu există evaluări
- TR Cat Ramob STD Eng R03 0Document44 paginiTR Cat Ramob STD Eng R03 0pham duongÎncă nu există evaluări
- Mendocino MotorDocument16 paginiMendocino Motorfrancis_almazan_6100% (1)
- Chapter 5 - RY PDFDocument72 paginiChapter 5 - RY PDFMuhammad AizatÎncă nu există evaluări
- Saudi Aramco: Drilling OptimizationDocument21 paginiSaudi Aramco: Drilling OptimizationBoukelia TahaÎncă nu există evaluări
- c400 Tech Catalogue PDFDocument7 paginic400 Tech Catalogue PDFJhonattan GonzalezÎncă nu există evaluări
- Computer Power System AnalysisDocument155 paginiComputer Power System AnalysisSamir ElabasiryÎncă nu există evaluări
- GE 50HP DC MotorDocument8 paginiGE 50HP DC MotorAnthony PetersÎncă nu există evaluări
- VLT® Product Catalogue: Making Modern Living PossibleDocument36 paginiVLT® Product Catalogue: Making Modern Living PossibleMarkyn FerreiraÎncă nu există evaluări
- 2-Phase Stepper Motor Driver ST-M5045 Characteristics : I/O PortsDocument2 pagini2-Phase Stepper Motor Driver ST-M5045 Characteristics : I/O PortsMoncef Ben AbdeljelilÎncă nu există evaluări
- ACS880 Drive Modules Catalog 3AUA0000115038 RevL EN 14-12-2020 LowresDocument120 paginiACS880 Drive Modules Catalog 3AUA0000115038 RevL EN 14-12-2020 LowresYongwonÎncă nu există evaluări