S-ar putea să vă placă și
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987De la EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonÎncă nu există evaluări
- Products GuideDocument12 paginiProducts GuideWK SinnÎncă nu există evaluări
- Guide to Load Analysis for Durability in Vehicle EngineeringDe la EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonEvaluare: 4 din 5 stele4/5 (1)
- GM500M - September 2010Document8 paginiGM500M - September 2010JOVANY LOPEZÎncă nu există evaluări
- BMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Document12 paginiBMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian Graciano100% (2)
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 paginiSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoÎncă nu există evaluări
- Hot Dip Galvanizing For FastenersDocument3 paginiHot Dip Galvanizing For FastenersIrwin CastroÎncă nu există evaluări
- Nuts&Bolts SignedDocument13 paginiNuts&Bolts SignedMomchil YordanovÎncă nu există evaluări
- Wing Nuts (Inch Series) : ASME B18.6.9-2010Document24 paginiWing Nuts (Inch Series) : ASME B18.6.9-2010amine bouizarÎncă nu există evaluări
- Metric Fasteners PDFDocument28 paginiMetric Fasteners PDFzainudinÎncă nu există evaluări
- Elastomers - Material Requirements and TestingDocument17 paginiElastomers - Material Requirements and TestingPravin Balasaheb Gunjal100% (1)
- Adiabatic Shear Localization: Frontiers and AdvancesDe la EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddÎncă nu există evaluări
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDe la EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceÎncă nu există evaluări
- Saej 356 V 002Document7 paginiSaej 356 V 002Evandro Luis GomesÎncă nu există evaluări
- Araymond Tinnerman Catalog IndustrialDocument137 paginiAraymond Tinnerman Catalog IndustrialG.L. HuyettÎncă nu există evaluări
- Iso 15330 en PDFDocument6 paginiIso 15330 en PDFScube engineersÎncă nu există evaluări
- Bolt Thread and Head Fillet StressDocument6 paginiBolt Thread and Head Fillet StressBishwajyoti DuttaMajumdarÎncă nu există evaluări
- Steel Springs, Helical, Heat-Treated: Standard Specification ForDocument6 paginiSteel Springs, Helical, Heat-Treated: Standard Specification Forsharon blushteinÎncă nu există evaluări
- Bossard Taptite Self Tapping Screw CatalogueDocument10 paginiBossard Taptite Self Tapping Screw CataloguepmlmkpÎncă nu există evaluări
- Ductile Iron Casting Specfications and Details All StandardsDocument15 paginiDuctile Iron Casting Specfications and Details All StandardsN.Palaniappan100% (1)
- Esbm5a-B 1n261-s Aa RSWDocument37 paginiEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- Din 908Document2 paginiDin 908Dani Quirante Flaaut EtcÎncă nu există evaluări
- ARNOLD - Thread Forming ScrewDocument4 paginiARNOLD - Thread Forming ScrewgirishawantiÎncă nu există evaluări
- NADCA Tolerances 2009Document44 paginiNADCA Tolerances 2009Tom HagertyÎncă nu există evaluări
- Atlas Aluminium Datasheet 3003 Rev Oct 2013Document3 paginiAtlas Aluminium Datasheet 3003 Rev Oct 2013PrakashÎncă nu există evaluări
- Jis.g.3507.2.e.2005 Carbon Steel For Cold Heading Part 2 WiresDocument11 paginiJis.g.3507.2.e.2005 Carbon Steel For Cold Heading Part 2 WiresAnonymous gQyrTUHX38Încă nu există evaluări
- GMW 14057Document10 paginiGMW 14057JOECOOL67Încă nu există evaluări
- Copper Nickel CatalogDocument40 paginiCopper Nickel CatalogpetertaboadaÎncă nu există evaluări
- Aisi E50100, E52100: 154/amoyDocument6 paginiAisi E50100, E52100: 154/amoyahmad hafizÎncă nu există evaluări
- Iso Astm 52901 2017Document18 paginiIso Astm 52901 2017remaja1249100% (1)
- BS EN ISO 2639-Steels-Determination and Verification of The Depth of Carburized and Hardened CasesDocument16 paginiBS EN ISO 2639-Steels-Determination and Verification of The Depth of Carburized and Hardened CasesGökhan Çiçek100% (2)
- FastenerDocument46 paginiFastenerTechproÎncă nu există evaluări
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 paginiAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionwerrteÎncă nu există evaluări
- Standard For Brazing Procedure and Performance QualificationDocument5 paginiStandard For Brazing Procedure and Performance QualificationvaibraineaterÎncă nu există evaluări
- Design of Gating and Riser System For Grate Bar CastingDocument6 paginiDesign of Gating and Riser System For Grate Bar CastingvaseaÎncă nu există evaluări
- A182 PDFDocument16 paginiA182 PDFExport priminoxÎncă nu există evaluări
- Surface Vehicle Recommended Practice: Reaf. MAY1998Document5 paginiSurface Vehicle Recommended Practice: Reaf. MAY1998anupthattaÎncă nu există evaluări
- 440C 1Document4 pagini440C 1svk1234Încă nu există evaluări
- Engineering Material Specification: Printed Copies Are UncontrolledDocument6 paginiEngineering Material Specification: Printed Copies Are UncontrolledRicardo VitorianoÎncă nu există evaluări
- WSS M1P94 ADocument9 paginiWSS M1P94 AAleks SenaÎncă nu există evaluări
- Sheet Metal FastenersDocument15 paginiSheet Metal FastenersSudath KularathnaÎncă nu există evaluări
- VW 011 03Document22 paginiVW 011 03Alexandre UrquizaÎncă nu există evaluări
- Y14 43Document1 paginăY14 43Adrian JoelÎncă nu există evaluări
- As B199-1962 Undercuts and Runouts For Screw ThreadsDocument4 paginiAs B199-1962 Undercuts and Runouts For Screw ThreadsSAI Global - APACÎncă nu există evaluări
- B18-10 Edtn 2006 PDFDocument18 paginiB18-10 Edtn 2006 PDFCarlitos100% (1)
- Astm A449 1978Document7 paginiAstm A449 1978rensieoviÎncă nu există evaluări
- Zinc Flake Technology-Technical PDFDocument1 paginăZinc Flake Technology-Technical PDFKalyan DhakaneÎncă nu există evaluări
- Flange Face Surface FinishDocument2 paginiFlange Face Surface FinishJoel Ashley D'SouzaÎncă nu există evaluări
- Iso 6361 2 1990 en PDFDocument8 paginiIso 6361 2 1990 en PDFganmoses0% (1)
- Of Dod 156, 1000: DistributionDocument30 paginiOf Dod 156, 1000: DistributionFatih YükselÎncă nu există evaluări
- Electrodeposited Engineering Chromium Coatings On Ferrous SubstratesDocument5 paginiElectrodeposited Engineering Chromium Coatings On Ferrous Substratesraulpalma93Încă nu există evaluări
- Stress-Strain GraphDocument10 paginiStress-Strain GraphEzy WaqaÎncă nu există evaluări
- M0140 (2014-N) NES: Salt Spray TestingDocument11 paginiM0140 (2014-N) NES: Salt Spray TestingBea RiveraÎncă nu există evaluări
- Learn More About Charpy Impact TestingDocument25 paginiLearn More About Charpy Impact TestingGodwin A.udo-akanÎncă nu există evaluări
- PM Review Autumn 2014 SPDocument92 paginiPM Review Autumn 2014 SPDesi SambeÎncă nu există evaluări
- Bossard CatalogueDocument150 paginiBossard CataloguethomaswangkoroÎncă nu există evaluări
- Astm B209 B209M (2001)Document26 paginiAstm B209 B209M (2001)Asif ChougleÎncă nu există evaluări
- Materials For Cryogenic Service - Engeering Properties of Aus - Decrypté PDFDocument50 paginiMaterials For Cryogenic Service - Engeering Properties of Aus - Decrypté PDFGOUAREF SAMIRÎncă nu există evaluări
- Apollo Root Cause AnalysisDocument20 paginiApollo Root Cause AnalysisMohd Fakhruddin Basar100% (2)
- Engine Sling Test Procedures TR020209Document2 paginiEngine Sling Test Procedures TR020209Mohd Fakhruddin BasarÎncă nu există evaluări
- Final Year Project Presentation: Study To Improve Tooling For Removal/Installation Hs 125 Engine in Miat HangarDocument33 paginiFinal Year Project Presentation: Study To Improve Tooling For Removal/Installation Hs 125 Engine in Miat HangarMohd Fakhruddin BasarÎncă nu există evaluări
- Quality AssuranceDocument10 paginiQuality AssuranceMohd Fakhruddin BasarÎncă nu există evaluări
- 2x2 OHS Wall Connection DetailsDocument1 pagină2x2 OHS Wall Connection DetailsSatria EkoÎncă nu există evaluări
- Summer Training PresentationDocument18 paginiSummer Training Presentationnufaza97Încă nu există evaluări
- Screw Thread CalculationsDocument4 paginiScrew Thread CalculationsbagmassÎncă nu există evaluări
- Asme B107.3-1978Document21 paginiAsme B107.3-1978noahb110Încă nu există evaluări
- Daftar Harga BesiDocument29 paginiDaftar Harga BesiBejo RaharjoÎncă nu există evaluări
- Product Catalogue - Tophammer Equipment: Secoroc Rock Drilling ToolsDocument749 paginiProduct Catalogue - Tophammer Equipment: Secoroc Rock Drilling ToolsSales AydinkayaÎncă nu există evaluări
- A Compilation of Thread Size InformationDocument9 paginiA Compilation of Thread Size Informationdim059100% (2)
- PTG Catalog 08Document16 paginiPTG Catalog 08srahhalÎncă nu există evaluări
- How To Grind Lathe ToolsDocument16 paginiHow To Grind Lathe Toolscharlie20377240100% (11)
- Tool SteelDocument6 paginiTool Steelsaifullah629Încă nu există evaluări
- 1101.3-GraphicalSymbols For General EngineeringDocument84 pagini1101.3-GraphicalSymbols For General EngineeringRayGaint100% (3)
- Üst Örtük ETC.001/06.010.001: Programmer DateDocument2 paginiÜst Örtük ETC.001/06.010.001: Programmer DateRamÎncă nu există evaluări
- Carraro 1 PDFDocument851 paginiCarraro 1 PDFneossj750% (2)
- WD Hearn Tooling Catalogue 2020Document109 paginiWD Hearn Tooling Catalogue 2020Dipal PracaschandraÎncă nu există evaluări
- Tolerance For ThreadDocument15 paginiTolerance For ThreadthilipkumarÎncă nu există evaluări
- How To Run A Grinding TestDocument6 paginiHow To Run A Grinding Testsealion72Încă nu există evaluări
- Machine Element Design Chapter 2 (Diploma)Document75 paginiMachine Element Design Chapter 2 (Diploma)Ahmad Luqman NurhakimÎncă nu există evaluări
- Guide To Small Tools: Section OrganizationDocument48 paginiGuide To Small Tools: Section OrganizationKasia MazurÎncă nu există evaluări
- SKD11, D2, SKH59, M42Document2 paginiSKD11, D2, SKH59, M42QA LAB ISMÎncă nu există evaluări
- PT Promecam Tools 1801 ENGDocument45 paginiPT Promecam Tools 1801 ENGpressbraketoolsÎncă nu există evaluări
- SET-2 Brazing - SolderingDocument8 paginiSET-2 Brazing - SolderingSyed TanveerÎncă nu există evaluări
- Part List 5100 (SCM296)Document15 paginiPart List 5100 (SCM296)AstraluxÎncă nu există evaluări
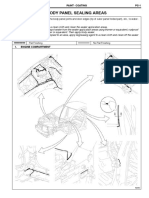
- Body Panel Sealing AreasDocument6 paginiBody Panel Sealing AreasMilton Poma CabasÎncă nu există evaluări
- Welding Course 1Document79 paginiWelding Course 1Orueta ClaudioÎncă nu există evaluări
- Flux Cored and MIG Pipe WeldingDocument59 paginiFlux Cored and MIG Pipe Weldingcentaury2013Încă nu există evaluări
- Bohler Uddeholm Brochure PDFDocument4 paginiBohler Uddeholm Brochure PDFMilos StoisavljevicÎncă nu există evaluări
- Cast Iron Price Calculator - Gray Iron, Ductile IronDocument4 paginiCast Iron Price Calculator - Gray Iron, Ductile IronKrishna Mohan T.RÎncă nu există evaluări
- Surface Roughness Analysis in Milling of Stainless Steel Under Different Cooling Conditions.Document79 paginiSurface Roughness Analysis in Milling of Stainless Steel Under Different Cooling Conditions.Rohit PatyaraÎncă nu există evaluări
- Final 130314 JKR Steel Spec JKR 20601 0191 12Document58 paginiFinal 130314 JKR Steel Spec JKR 20601 0191 12Akmarn Makmur75% (4)
- ME 2202 - PPP Casting-03Document63 paginiME 2202 - PPP Casting-03Satyajeet SahooÎncă nu există evaluări