S-ar putea să vă placă și
- Desenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoDe la EverandDesenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoÎncă nu există evaluări
- Projetos Em Clp Ladder Baseado Na Placa Arduino Uno Parte IDe la EverandProjetos Em Clp Ladder Baseado Na Placa Arduino Uno Parte IÎncă nu există evaluări
- Proj2 Ricardo Scheufele PDFDocument9 paginiProj2 Ricardo Scheufele PDFRicardoScheufeleÎncă nu există evaluări
- Manual de Bobinagem - Motor Trifásico - Gustavo RobertoDocument22 paginiManual de Bobinagem - Motor Trifásico - Gustavo Robertovitor7hugofaceboock75% (4)
- Manual de BobinagemDocument3 paginiManual de BobinagemSeverino OviedoÎncă nu există evaluări
- Dimensionamento de Pequenos Transformadores MonofásicosDocument32 paginiDimensionamento de Pequenos Transformadores MonofásicosJasper CunhaÎncă nu există evaluări
- Aula 42 - Enrolamento Concêntrico de Motores TrifásicosDocument2 paginiAula 42 - Enrolamento Concêntrico de Motores Trifásicoszuiterion100% (3)
- Bobinagem de Motores EsquemasDocument33 paginiBobinagem de Motores EsquemasRui Miguel Salvador0% (1)
- Cálculo de Motor Com Capacitor em Regime PermanenteDocument16 paginiCálculo de Motor Com Capacitor em Regime PermanenteLuis Fernando Pires BarbozaÎncă nu există evaluări
- Manual de BobinagemDocument30 paginiManual de BobinagemAsnake Tegenaw100% (1)
- Apostila 018 09 - Enrolamento de Motores ElétricosDocument7 paginiApostila 018 09 - Enrolamento de Motores Elétricosmojuja67% (18)
- Implementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoDe la EverandImplementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoÎncă nu există evaluări
- Dados de Bobinagem Motores DancorDocument2 paginiDados de Bobinagem Motores DancorCássio Santos100% (3)
- EnrolamentoDocument4 paginiEnrolamentoSérgio Andolfo100% (2)
- Construcao Maquina CADocument3 paginiConstrucao Maquina CAVictor Vinturini100% (2)
- Enrolamento e Bobinagem PDFDocument29 paginiEnrolamento e Bobinagem PDFodajuniorÎncă nu există evaluări
- Bobinagem de Motores EsquemasDocument32 paginiBobinagem de Motores EsquemasDarilho Batista Ignacio92% (25)
- 2 Polos - 220.380.440VDocument47 pagini2 Polos - 220.380.440Valfredoviloria1966Încă nu există evaluări
- Esquema de 1 e 3 CVDocument7 paginiEsquema de 1 e 3 CVvaldemir barros r resendeÎncă nu există evaluări
- Descobrir Polaridades Do MotorDocument32 paginiDescobrir Polaridades Do MotorLeonardoFerr67% (3)
- Enrolamento de MotoresDocument14 paginiEnrolamento de MotoresHiago Dos Santos67% (3)
- Tabela de RebobinamentoDocument2 paginiTabela de Rebobinamentonaelp63% (8)
- Calculo de Bobinagem Motores Trifasicos TeslaDocument11 paginiCalculo de Bobinagem Motores Trifasicos TeslaAdao34180% (2)
- Apostila Motor Monofasico PDFDocument12 paginiApostila Motor Monofasico PDFRenatho Souza Oliveira100% (2)
- Esquemas de RebobinamentoDocument5 paginiEsquemas de Rebobinamentovaldemir barros r resendeÎncă nu există evaluări
- Apostila Esquemas - BobinagemDocument77 paginiApostila Esquemas - BobinagemJair Armando100% (12)
- Identificar Bobinas Motor 12 TerminaisDocument1 paginăIdentificar Bobinas Motor 12 Terminaisjuliano_cp100% (2)
- Fechamento de MotoresDocument5 paginiFechamento de MotoresThiago Sklarezik50% (2)
- BobinagemDocument3 paginiBobinagemJesus Gomes SampaioÎncă nu există evaluări
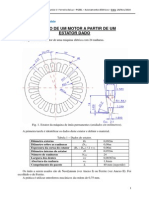
- Calculo Do Numero de Espiras e Bitola Do Fio de Um EstatorDocument1 paginăCalculo Do Numero de Espiras e Bitola Do Fio de Um EstatorWellington PivattoÎncă nu există evaluări
- Apostila Cálculo de Trafos - Curso de Bobinagem - WegDocument66 paginiApostila Cálculo de Trafos - Curso de Bobinagem - WegLeonardo Soares Brito90% (10)
- Motores Monofásicos - Dados de Bobinagem Split Phase - IP21-01Document1 paginăMotores Monofásicos - Dados de Bobinagem Split Phase - IP21-01carlosmarciosfreitasÎncă nu există evaluări
- Manutenção de Motores ElétricosDocument19 paginiManutenção de Motores Elétricosapi-3700215100% (15)
- 6 Bobinagem Motor Mono Fas AuxiliarDocument74 pagini6 Bobinagem Motor Mono Fas AuxiliarRenatoAlmeida100% (2)
- TIRISTORES - SCR S e TRIAC SDocument28 paginiTIRISTORES - SCR S e TRIAC SIsaiah AlexanderÎncă nu există evaluări
- Calculo de Transformadores de Saída de ÁudioDocument9 paginiCalculo de Transformadores de Saída de ÁudioMamachello0% (1)
- Identificação de Terminais de Motores Elétricos de Indução Trifásicos Com 6Document9 paginiIdentificação de Terminais de Motores Elétricos de Indução Trifásicos Com 6dekodiv100% (3)
- Motores Siemens.Document34 paginiMotores Siemens.Kesley Melo100% (1)
- Planilha de Calculo MotoresDocument4 paginiPlanilha de Calculo Motoresadrbim100% (4)
- Implementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvDe la EverandImplementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvÎncă nu există evaluări
- Partidas De Motores Elétricos IndustriaisDe la EverandPartidas De Motores Elétricos IndustriaisEvaluare: 5 din 5 stele5/5 (1)
- Comandos ElétricosDe la EverandComandos ElétricosÎncă nu există evaluări
- Bobinagem Weg TabelaDocument5 paginiBobinagem Weg TabelaallanÎncă nu există evaluări
- Manual de Bobinagem - Motor Trifásico - WWW - Gustavoroberto.blog PDFDocument3 paginiManual de Bobinagem - Motor Trifásico - WWW - Gustavoroberto.blog PDFLauro Da Silva DspÎncă nu există evaluări
- Manual de BobinagemDocument30 paginiManual de Bobinagemleonardo indaÎncă nu există evaluări
- Bobinagem de Máquinas CADocument7 paginiBobinagem de Máquinas CAOLIVALFILHOÎncă nu există evaluări
- Manual de BobinagemDocument30 paginiManual de Bobinagemsilvioaugusto0286% (7)
- Aula 11 - Projeto de Instalações Elétricas - Parte 4Document48 paginiAula 11 - Projeto de Instalações Elétricas - Parte 4Jonas santosÎncă nu există evaluări
- Aula 12 - Dimensionamento de Condutores ElétricosDocument51 paginiAula 12 - Dimensionamento de Condutores ElétricosDaniel Brandão100% (1)
- Tabela Fios e Cabos - NAMBEIDocument32 paginiTabela Fios e Cabos - NAMBEIlah.fisicaÎncă nu există evaluări
- Configuração Do ATPDocument9 paginiConfiguração Do ATPGabriel MessiasÎncă nu există evaluări
- ENG04482 - Aula - 13 - Dimensionamento - Condutores II PDFDocument87 paginiENG04482 - Aula - 13 - Dimensionamento - Condutores II PDFguibrazcÎncă nu există evaluări
- 397 Manutencao Centrada em Confiabilidade Parte 2Document16 pagini397 Manutencao Centrada em Confiabilidade Parte 2Wagner Coelho HenriquesÎncă nu există evaluări
- MONTAGEM E MANUTENC ºA Âo DE COMPUTADORESDocument65 paginiMONTAGEM E MANUTENC ºA Âo DE COMPUTADORESevertonesfÎncă nu există evaluări
- Apostila de Treinamento de DVDDocument16 paginiApostila de Treinamento de DVDWagner Coelho HenriquesÎncă nu există evaluări
- Controle e Automação Industrial 131 PáginasDocument131 paginiControle e Automação Industrial 131 Páginasbruno_teruoÎncă nu există evaluări