Documente Academic
Documente Profesional
Documente Cultură
Cuaderno Gmaw
Încărcat de
Oscar Sarmiento BTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Cuaderno Gmaw
Încărcat de
Oscar Sarmiento BDrepturi de autor:
Formate disponibile
CUADERNO F.I.
Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
1. RESUMEN
En este trabajo se presenta una descripción del proceso de soldadura por arco con
electrodo continuo y protección gaseosa. Si bien este proceso se conoce desde el año
1920 el manejo de los parámetros y la necesidad de suministro de gas ha hecho que su
uso se encuentre limitado.
En este trabajo se presenta un resumen del proceso con un análisis de parámetros. El
objetivo del presente es el uso como material de apunte en los cursos sobre el proceso
que dicta este Laboratorio.
2. INTRODUCCION:
En el proceso GMAW se genera un arco eléctrico entre un electrodo continuo de metal
de aporte y la pileta soldada. Este proceso es usado con la protección de un gas
externamente suministrado, y sin la aplicación de presión.
La aplicación primaria de este proceso fue en la soldadura de aluminio, por lo que sé
denominada MIG (Metal inerte gas). Avances posteriores aplicaron este proceso a la
soldadura de aceros con menores densidades de corriente y el uso de gases y mezclas
de gases reactivos (CO2).
Una variación de este proceso es el uso de un electrodo tubular dentro del cuál hay un
núcleo constituido por polvos metálicos (Metal -Cored).
El GMAW es un proceso semiautomático, no obstante con una máquina apropiada
puede automatizarse. Con este proceso pueden soldarse todos los metales de
importancia comercial.
3. VENTAJAS Y LIMITACIONES:
Los beneficios más importantes de este proceso son:
1. Es el único proceso de electrodo consumible que puede servir para soldar todos los
metales y aleaciones comerciales
2. Por ser el electrodo un alambre continuamente suministrado no existe limitación de
tamaño.
3. Permite soldar en todas posiciones.
4. Se logran tasas de deposición superiores al proceso con electrodo revestido.
5. Las velocidades de soldadura son mas altas.
6. Cuando se utiliza transferencia spray, se logra mayor penetración que con la
soldadura manual, lo que permite el uso de soldaduras de filete más pequeñas para
obtener una resistencia mecánica equivalente
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 1 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
7. No requiere limpieza después de al soldadura ya que no se produce escoria.
Algunas de las limitaciones del proceso son:
1. Es más difícil de usar en lugares de difícil acceso porque la torcha debe estar cerca
de la unión (entre 10 y 19mm) para asegurar buena protección del metal fundido.
2. El arco de soldadura debe protegerse contra corrientes de aire que puedan dispersar
el gas protector, lo que limita su aplicación en la intemperie.
4. FUNDAMENTOS DEL PROCESO
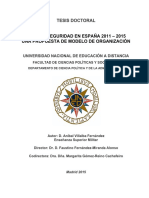
El proceso GMAW se basa en la alimentación automática de un electrodo continuo que
se protege mediante el uso de gas externamente suministrado. La Figura 1 ilustra el
proceso. Una vez que el operador ha hecho los ajustes iniciales, el equipo puede
regular automáticamente las características eléctricas del arco. Es por ello que en el
proceso semiautomático el soldador solo controla la velocidad de avance y dirección de
desplazamiento, así como el posicionamiento de la torcha. Esto hace que la longitud de
arco y la corriente (esto es velocidad de alimentación del alambre) se mantienen
automáticamente.
FIGURA 1: Proceso GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 2 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
5. EQUIPAMIENTO
El equipamiento necesario para la soldadura GMAW se muestra en las Figura 2.
Los elementos del equipo son:
1.- Fuente de poder
2.- Alimentación del electrodo y sistema de control
3.- Torcha y cable-
4.- Electrodo
5.- Sistema de alimentación del gas de protección.
FIGURA 2: Equipamiento necesario
Hay dos tipos básicos de combinaciones entre unidad de alimentación y fuente de poder
que pueden utilizarse en el proceso para obtener la autorregulación de la longitud de
arco que se desee. Generalmente se utiliza una fuente de voltaje constante (potencial
constante) (por lo que la curva Volt - Amperes es prácticamente horizontal) con una
velocidad de alimentación del electrodo constante. Otra alternativa es utilizar, una fuente
de corriente constante, con una unidad de alimentación del electrodo que se controla por
medio del voltaje del arco. Generalmente se emplea la combinación voltaje constante/
velocidad de alimentación del electrodo constante.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 3 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
5.1 FUENTE DE PODER
La fuente de poder suministra la energía eléctrica al electrodo y a la pieza de trabajo a
fin de producir el arco. En casi todas las aplicaciones de GMAW se emplea corriente
continua electrodo positivo (DCEP), por lo que la terminal positiva se conecta a la torcha
y la negativa a la pieza de trabajo. Este modo suele denominarse -polaridad inversa.
El término POLARIDAD describe la conexión eléctrica de la a las terminales de una
fuente de potencia de corriente continua.
La conexión DCEP en GMAW produce un arco estable, una transferencia de metal
uniforme, relativamente pocas salpicaduras, y buena penetración.
En GMAW la LONGITUD DEL ARCO es la distancia entre el electrodo y la superficie de
trabajo, es una variable crítica que debe controlarse cuidadosamente.
El VOLTAJE DEL ARCO depende de la longitud de arco así como de muchas otras
variables, tales como composición y dimensión del alambre, gas de protección, técnica
de soldadura. Con algunas consideraciones podríamos decir que expresa en forma
aproximada la longitud física del arco. La figura 3 muestra la terminología utilizada. Si
FIGURA 3: Terminología utilizada en GMAW.
todas las variables se mantienen constantes, el voltaje del arco se relaciona
directamente con la longitud del arco.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 4 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
La Figura 4 muestra la curva característica de tensión constante. Este sistema
compensa las modificaciones en la distancia punta de contacto - superficie de trabajo
que ocurren durante las operaciones de soldadura normales incrementando o
disminuyendo la corriente de soldadura. La longitud de arco se establece ajustando el
voltaje en la fuente de potencia. Una vez fijada no se requiere más modificación durante
al ejecución de la soldadura
La Figura 5 muestra el mecanismo de auto corrección de una fuente de tensión
constante. Al aumentar la distancia entre la punta y la superficie de trabajo, el voltaje y la
longitud del mismo tenderán a crecer, sin embargo, la corriente de soldadura disminuye
con este ligero aumento del voltaje, lo que compensa el incremento de la extensión del
FIGURA 4: Características externas de las fuentes de tensión constante.
electrodo
5.2 MECANISMOS DE TRANSFERENCIA DEL METAL
La mejor forma de describir las características del proceso GMAW es en función de tres
mecanismos básicos empleados para transferir metal del electrodo:
Ø Transferencia en corto circuito
Ø Transferencia globular
Ø Transferencia Spray
El tipo de transferencia depende principalmente de:
Ø Magnitud y tipo de corriente de soldadura
Ø Diámetro del electrodo
Ø Composición química del electrodo
Ø Extensión del electrodo
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 5 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
Ø Gas de protección
CAMBIO
CONDICION ESTABLE INSTANTANEO CONDICION
REESTABLECIDA
LONGITUD DE 6,4 (1/4) 12,7 (1/2) 6,4 (1/4)
ARCO, L mm (in)
TENSION DE 24 29 24
ARCO, V
CORRIENTE DE 250 220 250
ARCO, A
VELOCIDAD DE 6,4 (250) 6,4 (250) 6,4 (250)
ALIMENTACION
m/mín(ipm)
VELOCIDAD DE 6,4 (250) 5,6 (220) 6,4 (250)
FUSION m/mín
(ipm)
FIGURA 5: Regulación automática de la longitud de arco.
5.2.1 TRANSFERENCIA EN CORTO CIRCUITO
Este tipo de transferencia abarca el intervalo más bajo de corrientes de soldadura y de
diámetros de electrodos asociados al proceso GMAW. La transferencia en corto circuito
produce un charco de soldadura pequeño, de rápida solidificación, que generalmente es
apropiado para unir secciones delgadas, soldar fuera de posición y tapar aberturas de
raíz anchas. El metal se transfiere del electrodo al trabajo solo durante el período en que
está en contacto con el charco de soldadura.
El electrodo hace contacto con el charco de soldadura a razón de 20 a más de 200
veces por segundo. La secuencia de sucesos durante la transferencia de metal, y la
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 6 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
corriente y el voltaje correspondiente se muestran en la Figura 6. Cuando el alambre
toca el metal de soldadura, la corriente aumenta [A, B, C y D Figura 6]; en [D y E] el
metal fundido en la punta del electrodo se estrangula, iniciando el arco como se aprecia
en [E y F]. La rapidez con que aumenta la corriente debe ser suficiente para calentar el
electrodo y promover la transferencia del metal, pero lo bastante baja como para
minimizar salpicaduras causadas por la separación violenta de la gota de metal. Este
aumento de la corriente se controla a través de la inductancia de la fuente de poder. El
ajuste de la inductancia óptimo depende tanto de la resistencia eléctrica del circuito de
soldadura como del punto de fusión del electrodo. Una vez establecido el arco, la punta
del alambre se funde al tiempo que el alambre se alimenta hasta el siguiente corto
circuito en [H] en la figura.
FIGURA 6: Representación de la transferencia en corto circuito
Aunque solo hay transferencia de metal durante el corto circuito, la composición del gas
de protección tiene un efecto drástico sobre la tensión superficial del metal fundido. Los
cambios en la composición del gas de protección pueden afectar el tamaño de las gotas
y la duración del corto circuito. El CO2 en general produce niveles de salpicado elevado
en comparación con los gases inertes, pero promueve la penetración.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 7 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
FIGURA 7:Efecto de estrangulación durante la transferencia en corto circuito
La Figura 7 muestra el efecto de estrangulación electromagnética, esta es la fuerza de
"constricción" (pinch) que la corriente ejerce sobre un conductor al fluir por él. Esta
fuerza es función de la pendiente de la curva Volt- amper, que cambia la corriente de
cortocircuito, una menor corriente de cortocircuito produce un efecto de estrangulación
menos intenso. Esta fuerza es importante ya que determina la forma en que una gota
fundida se desprende del electrodo, lo que afecta a su vez la estabilidad del arco.
5.2.1.1 CONTROL DE LA INDUCTANCIA
Cuando el electrodo produce el corto circuito, la corriente sube rápidamente a un nivel
elevado. La inductancia afecta la rapidez de este aumento, por lo regular se mide en
Henrys.
La curva de la Figura 8, muestra el efecto de la inductancia. La magnitud máxima del
efecto de estrangulación está determinada por el nivel de corriente en el cortocircuito
final. Sin inductancia, el efecto de estrangulación se aplica con rapidez y la gota fundida
será desprendida violentamente del electrodo, con un exceso de salpicadura. Una
inductancia mayor produce una reducción en el número de cortocircuitos por segundos y
un aumento en el tiempo de "arco encendido". Esto último hace al charco más fluido y
produce una franja de soldadura más plana y lisa.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 8 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
(a) (b)
FIGURA 8: (a) Efecto de la inductancia sobre la corriente de soldadura.
(b) pendiente de la curva de operación
5.2.2 TRANSFERENCIA GLOBULAR
Con polaridad positiva, hay transferencia globular cuando la corriente es relativamente
baja sea cual fuere el gas de protección utilizado, pero con CO 2 y helio este tipo de
transferencia ocurre para todos los rangos de corriente útiles. La transferencia globular
se caracteriza por un tamaño de gota mayor que el diámetro del electrodo. La gravedad
actúa fácilmente sobre esta gota grande, por lo que en general solo hay transferencia
útil en posición plana.
Con gas inerte se puede lograr transferencia globular con corrientes levemente mayores
a las de transferencia en corto circuito, se debe tener cuidado de no usar un voltaje bajo
ya que puede producir salpicado ni uno muy elevado, que produce falta de penetración.
La protección con CO2 produce transferencia globular en forma aleatoria, es por ello que
el uso de este gas de protección exige técnicas especiales en la soldadura (enterrar el
arco) a fin de evitar el salpicado.
5.2.3 TRANSFERENCIA TIPO SPRAY (AXIAL)
La Figura 9 muestra esquemáticamente este tipo de transferencia, la cuál es posible
lograr con mezclas ricas en argón. Para ello se necesita utilizar polaridad positiva y un
nivel de corriente por encima de la corriente de transición. Por debajo de este nivel
tenemos la transferencia globular. La Figura 10 da la relación entre la velocidad de
transferencia de gotas de metal de aporte y la corriente de soldadura.
La corriente de transición depende de la tensión superficial del metal líquido, es
inversamente proporcional al diámetro del electrodo y en menor grado de la extensión
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 9 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
del electrodo. Varía con al temperatura de fusión del metal de aporte y con el tipo de gas
de protección. La Tabla 1 da las corrientes de transición típicas para algunos metales
más comunes.
FIGURA 9: Esquema de la transferencia globular y axial
Tabla 1: Corrientes de transición de globular a spray para diferentes
electrodos
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 10 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
FIGURA 10: Relación entre corriente de soldadura y transferencia de la gota
Este tipo de transferencia sí bien puede aplicarse a cualquier tipo de aleación y en
cualquier posición de soldadura, tiene como limitación que los elevados aportes térmicos
puede resultar inadecuada para chapas finas y que el charco grande producido dificulta
posiciones no planas. Estos inconvenientes han sido subsanados mediante el uso de
máquinas que producen formas de ondas y frecuencias cuidadosamente controladas
que "pulsan" la corriente de soldadura. En la figura 11 vemos que se suministran dos
niveles de corriente; una de fondo baja y constante que mantiene el arco sin
proporcionar energía suficiente para que se formen las gotas en la punta del alambre, y
una corriente a pulsos superpuesta cuya amplitud es mayor que la corriente de
transición necesaria para la transferencia spray. Durante este pulso se forman y
transfieren una o más gotas. La frecuencia y amplitud de los pulsos controla la energía
del arco, y por lo tanto la rapidez con que se funde el alambre. Existen fuentes que
permiten controlar las corrientes de fondo y de pulso (fuentes sinérgicas) apropiada para
la velocidad del alambre escogida.
6. VARIABLES DEL PROCESO
Establecer adecuadamente un procedimiento de soldadura GMAW implica manejar las
siguientes variables, las cuales se encuentran relacionadas entre sí.
Ø Corriente de soldadura (velocidad de alimentación del electrodo)
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 11 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
Ø Polaridad
Ø Voltaje del arco (longitud de arco)
Ø Velocidad de avance
Ø Extensión del electrodo
Ø Orientación del electrodo (ángulo respecto a la dirección de desplazamiento)
Ø Posición de soldadura
Ø Diámetro del electrodo
Ø Composición y caudal del gas de protección.
FIGURA 11: Esquema de la transferencia por arco pulsado.
Como ya hemos mencionado, si todas las demás variables se mantienen constantes, la
corriente de soldadura varía con la velocidad de alimentación del electrodo. Esta
relación se encuentre graficada y es distinta en función de la composición química del
electrodo. La Figuras 12, muestran las curvas de relación para electrodos de acero al
carbono, de aluminio, de acero inoxidable y de cobre.
Como se ha mencionado la extensión del electrodo es la distancia entre el extremo del
tubo de contacto y la punta del electrodo. El aumento de la extensión del electrodo
produce un aumento en su resistencia eléctrica, esto aumenta la tasa de fusión del
electrodo. La mayor resistencia eléctrica hace que aumente la caída de voltaje entre el
tubo de contacto y la superficie de trabajo, lo que es detectado por la fuente que
reacciona reduciendo la corriente. Esto inmediatamente disminuye la velocidad de fusión
del electrodo y se acorta la longitud física del arco.
La extensión deseable del electrodo generalmente está entre 6 y 13 mm para la
transferencia en corto circuito y entre 13 y 15 mm para los demás tipos de transferencia.
Como en todos los procesos de soldadura por arco la orientación del electrodo con
relación a la unión afecta la forma y penetración de la soldadura, y el efecto sobre el
ancho del cordón es mayor que la tensión del arco o la velocidad de avance. Hay dos
relaciones a tener en cuenta:
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 12 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
1) El ángulo que forma el eje del electrodo y la dirección de desplazamiento (ángulo de
avance).
2) El ángulo entre el eje del electrodo y la superficie de trabajo (ángulo de trabajo)
Cuando el electrodo apunta en la dirección opuesta a la de avance se denomina ángulo
de arrastre. La Figura 13. La penetración máxima en soldadura plana se obtiene con al
técnica de arrastre, empleando un ángulo de arrastre de unos 25º con respecto a la
perpendicular. En el caso de la soldadura de aluminio la técnica de ataque ejerce mayor
acción limpiadora sobre la superficie de trabajo. Para soldadura de filete el electrodo
deberá colocarse a 45º respecto la pieza en vertical.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 13 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
ACERO AL
CARBONO
ALUMINIO
ER 4043
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 14 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
ACERO INOXIDABLE
ER3XX
ELECTRODOS
DE COBRE
FIGURAS 12: corrientes típicas para distintas velocidades de alimentación
en distintos tipos de consumibles
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 15 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
7. MATERIALES:
Daremos a continuación una descripción de los materiales involucrados en el proceso,
con una observación acerca de la importancia de los mismos.
7.1 GASES DE PROTECCION
La función primaria del gas de protección es impedir que la atmósfera entre en contacto
con el metal de soldadura fundido. La Tabla 2 muestra las propiedades físicas de los
distintos gases utilizados en soldadura
TABLA 2: propiedades de los distintos gases utilizados en soldadura
GAS SIMBOLO PESO GRAVEDAD DENSIDAD POTENCIAL DE
QUIMICO MOLECULAR ESPECIFICA(a) (g/l) IONIZACION
(eV)
ARGON Ar 39,95 1,38 1,784 15,7
DIOXIDO CO2 44,01 1,53 1,978 14,4
DE
CARBONO
HELIO He 4,00 0,1368 0,178 24,5
HIDROGEN H2 2,016 0,0695 0,090 13,5
O
NITROGEN N2 28,01 0,967 12,5 14,5
O
OXIGENO O2 32,00 1,105 1,43 13,2
(a)a 1atm, 0ºc; aire=1
El gas de protección influye también en:
1) Características del arco
2) Tipo de transferencia
3) Penetración y ancho de la soldadura
4) Velocidad de soldadura
5) Tendencia al socavado
6) Acción limpiadora
7) Propiedades mecánicas del metal de soldadura.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 16 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 17 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
ER70S-6 17V -- 210 A --444 cm/mín - Ar/O2
ER70S-6 --17V - 160 A -- 310 cm/mín -- Ar/O2
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 18 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
Con relación al costo de la soldadura las Figuras 14 corresponden a la incidencia del
gas de protección en el costo total, donde vemos que la misma es mínima.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 19 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
FIGURA 14: Incidencia del gas de protección en los costos de la soldadura
ACERO INOXIDABLE
3% GAS
1% ENERGIA
LABORES 43%
53%
CONSUMIBLES
ACEROS AL CARBONO
3% GAS
2% ENERGIA
18%
CONSUMIBLES
77%
LABORES
7.1.1 Dióxido de carbono
El dióxido de carbono es el único gas de protección reactivo que puede utilizarse solo en
GMAW. La mayor velocidad de soldadura, junto con su profunda penetración y su bajo
costo ha promovido el uso de este gas como protector. Con CO 2 se puede obtener
transferencia en corto circuito o globular. Con transferencia globular para evitar el
salpicado se utiliza la técnica de enterrar el electrodo.
El dióxido de carbono es relativamente inactivo a temperatura ambiente, cuando es
calentado a alta temperatura por el arco de soldadura, el CO 2 se disocia para formar
monóxido (CO) y oxigeno, como indica la siguiente ecuación.
2 CO2→ 2CO + O2
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 20 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
La atmósfera del arco contiene una considerable cantidad de oxígeno que reacciona con
elementos en el metal fundido. La tendencia oxidante del gas de protección CO 2 ha sido
reconocida en el desarrollo de los electrodos para GMAW.
En suma el hierro fundido reacciona con el CO2 produciendo oxido de hierro y monóxido
de carbono, mediante la reacción reversible:
Fe + CO2 ⇔ FeO + CO
A temperaturas elevadas algo del monóxido se disocia en carbono y oxígeno
2 CO ⇔ 2 C + O2
El efecto del CO2 sobre el acero dulce y el de baja aleación es único. Dependiendo del
contenido de carbono original del metal base y del electrodo, la atmósfera del CO 2
puede ser un medio carburizante o decarburizante, o sea, que el contenido de carbono
del metal de soldadura podrá aumentar o disminuir dependiendo del carbono presente
en el electrodo y en el metal base.
Si el carbono en el metal de soldadura esta debajo de aproximadamente 0,05%, la pileta
fundida líquida puede tender al picado por carbono desde la atmósfera protectora de
CO2. Por otro lado si el contenido de carbono del metal de soldadura es mayor que
0,10%, la pileta fundida puede perder carbono, esta perdida es atribuida a la formación
de monóxido (CO), debido a las características oxidantes del CO 2 a altas temperaturas.
7.1.2 Gases Inertes Ar - He
El Argón y el Helio son gases inertes, estos dos y sus mezclas se emplean para soldar
metales no ferrosos y aceros inoxidables, al carbono y de baja aleación.
7.1.3 Mezclas de gases:
Permiten combinar las ventajas de dos o más gases. La Figura 15 ilustran el efecto de
los gases de protección sobre el perfil de la pileta.
La Tabla 3 da los gases recomendados para la soldadura de aceros, mientras que la
Tabla 4 corresponde a metales no ferrosos.
TABLA 3: gases recomendados para la soldadura de aceros
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 21 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
Material Modo de Posición Espesor (mm)
transferencia <5 >5
Spray Plana No recomendado 98%Ar-2%O2
Horizontal 92%Ar-8%CO2
Spray Pulsado Todas 98%Ar-2%O2 92%Ar-8%CO2
Acero al 92%Ar-8%CO2 ( p/
Carbono varilla 6mm)
Cortocircuito Todas 75%Ar-25%CO2 75%Ar-
92%Ar-8%CO2 25%CO2
100% CO2
Spray Plana No recomendado 98%Ar-2%O2
Horizontal 92%Ar-8%CO2
Aceros baja Spray Pulsado Todas 92%Ar-8%CO2 75%Ar-
aleación 25%CO2
Cortocircuito Todas 75%Ar-25%CO2 75%Ar-
92%Ar-8%CO2 25%CO2
CO2
Spray Plana No recomendado 98%Ar-2%O2
Horizontal
Aceros Spray Pulsado Todas 92%Ar-8%CO2 98%Ar-2%O2
inoxidables
Cortocircuito Todas 90% He-7,5% Ar - 90% He-7,5%
2,5%CO2 Ar -2,5%CO2
TABLA 4: Gases recomendados para la soldadura de Al, Cu. Ni y sus aleaciones
Material Modo de Posición Espesor (mm)
transferencia <5 >5
Spray Todas Ar Ar
Aluminio y 75%He-25% Ar
sus Todas Ar
aleaciones Spray Pulsado Ar 75%He-25% Ar
Todas Ar
Cobre y sus Spray 75%He-25% Ar 75%He-25% Ar
aleaciones Todas Ar
Spray Pulsado 75%He-25% Ar 75%He-25% Ar
Todas Ar
Niquel y sus Spray Ar 75%He-25% Ar
aleaciones Todas Ar
Spray Pulsado Ar 75%He-25% Ar
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 22 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
FIGURA 15: Efecto de los gases sobre la penetración en la soldadura
7.2 ELECTRODOS:
Las Normas que se utilizan para la clasificación de los electrodos para GMAW incluyen
las varillas para GTAW, estas se denominan de acuerdo a los metales base
involucrados las cuales son:
ACEROS AL CARBONO: AWS A5.18
ACEROS DE BAJA ALEACION: AWS A5.28
ACEROS INOXIDABLES: AWS A5.9
ALUMINIO Y SUS ALEACIONES: AWS A5.10
7.2.1 CLASIFICACION DE LOS ELECTRODOS:
Los electrodos de acero dulce para GMAW se clasifican según: ANSI/AWS A5.18/93,
Specification for Carbon Steel Electrodes and Rods for GMAW.
La identificación es la dada en la Figura 16. El significado del último dígito en la
clasificación se refiere a la performance del electrodo, en la Tabla 5 indicamos el mismo.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 23 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
TABLA 5: significado del último dígito
NORMA AWS A 5.18
ER70S-2 PRINCIPALMENTE DISEÑADOS PARA SIMPLE PASADAS EN ACEROS CON
SUPERFICIES CON OXIDOS O LIMPIEZA LIMITADA. RECOMENDADOS PÀRA
ACEROS ASTM A36, A285, A515-55 Y A516-70, PUEDEN UTILIZARSE EN PASADAS
MULTIPLES
ER70S-3 SIMPLE Y MULTIPLES PASADAS CON USO IDENTICO AL S-2
ER70S-4 SE UTILIZA CUANDO SE REQUIERE MAS DESOXIDACION QUE EL S-2. NO TIENEN
REQUISITOS DE IMPACTO
ER70S-5 SE UTILIZAN CON CO2 Y ALTAS CORRIENTES
ER70S-6 SIMPLE Y MULTIPLES PASADAS REQUIEREN UNA SUPERFICIE LIMPIA PRESENTAN
UNA BUENA APARIENCIA DE PILETA
Los electrodos se fabrican en tamaños estándares de 0,9, 1,2 a 2,4mm de diámetro. Las
propiedades de la soldadura pueden variar apreciablemente dependiendo del tamaño de
electrodo, corriente de soldadura, espesor de la placa, geometría de la junta,
precalentamiento, temperatura entre pasadas, condición superficial, composición del
metal base y diferencias con el metal depositado y gas de protección.
Los electrodos de aceros de baja aleación se clasifican según la Norma ANSI/AWS
A5.28-96, Specification for Low Alloy Steel Electrodes and Rods for GMAW, se obtienen
depósitos de soldadura con composiciones químicas y propiedades mecánicas similares
a los electrodos SMAW. Son utilizados en soldadura de baja aleación de similar
composición química. La Tabla 6 da el significado del último dígito y la Tabla 7 algunas
composiciones químicas de estos electrodos. Debemos destacar que la Norma clasifica
los electrodos en base a lo siguiente:
(1) Cuando el CO2 se utilice como un gas de protección separado.
(2) Tipo de corriente
(3) Posición de soldadura
(4) Composición química del metal de soldadura
(5) Propiedades mecánicas del metal de soldadura
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 24 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
TENSION DE ROTURA
DEL METAL DE SOLDADURA EN K psi
ERXXS- X
INDICA CONDICIONES OPERATIVAS
Y COMPOSICION QUIMICA
DESIGNA AL ELECTRODO SOLIDO
EL METAL DE APORTE PUEDE UTILIZARSE
COMO ELECTRODO O VARILLA
FIGURA 16: Clasificación de los electrodos de aceros al carbono para GMAW
TABLA 6: Significado del último dígito Norma AWS A5.28
NORMA AWS A 5.28
ER70S-A1 (1/2Mo) LA ADICION DE Mo INCREMENTA LA RESISTENCIA DEL METAL DE
SOLDADURA A ELEVADA TEMPERATURA
ER80S-B2 (1-1/4Cr-1/2Mo) SE UTILIZAN EN ACEROS RESISTENTES A ELEVADA
TEMPERATURA Y A LA CORROSION. TAMBIEN EN SOLDADURA DE DISIMILES
ER70S-B2L (1-1/4Cr-1/2Mo) SON IDENTICOS A LOS ANTERIORES SOLO QUE TIENEN BAJO
NIVEL DE CARBONO (<0,05%) Y MENOR RESISTENCIA MECANICA
ER90S-B3 SE UTILIZAN EN SOLDADURA DE ACEROS 2-1/4Cr-1Mo PARA ALTA
TEMPERATURA Y PRESION. SE CLASIFICAN LUEGO DE LOS TRATAMIENTOS
TERMICOS POST-WELDING
ER80S-B3L (2-1/4Cr-1Mo) SON IDENTICOS A LOS ANTERIORES SOLO QUE TIENEN BAJO
NIVEL DE CARBONO (<0,05%) Y MENOR RESISTENCIA MECANICA- EXHIBEN
MEJOR RESISTENCIA A FISURAS
ER80S-NiX (x=1,2,3) SE UTILIZAN CUANDO SE REQUIERE BUENA TENACIDAD A BAJA
TEMPERATURA
ER80S-D2 (1/2Mo) LA DIFERENCIA EN LAS PROPIEDADES SE DEBE AL GAS DE
RE90S-D2 PROTECCION. CONTIENE Mo PARA INCREMENTAR LA RESISTENCIA MECANICA
Y ALTO NIVEL DE DESOXIDANTES (Mn Y Si) PARA EVITAR LA POROSIDAD
CUANDO SE UTILIZA CO2
ER100S-1 DEPOSITAN UN METAL DE SOLDADURA DE ALTA RESISTENCIA Y TENACIDAD
ER110S-1 PARA APLICACIONES CRITICAS, DESARROLLADOS ORIGINALMENTE PARA
ACEROS HY80 Y HY100.
ER120S-1
ER80S-B6 (5Cr-1/2Mo) SE UTILIZAN EN LA SOLDADURA DE MATERIALES DE SIMILAR
COMPOSICION QUIMICA. SON TEMPLABLES AL AIRE Y POR LO TANTO
REQUIEREN PRECALENTAMIENTO Y POST- WELDING
ER80S-B8 (9Cr-1Mo) SE UTILIZAN EN LA SOLDADURA DE MATERIALES DE SIMILAR
COMPOSICION QUIMICA. SON TEMPLABLES AL AIRE Y POR LO TANTO
REQUIEREN PRECALENTAMIENTO Y POST- WELDING
ER90S-B9 (9Cr-1Mo-0,2v-0,07Nb)) IMPARTEN TENACIDAD, RESISTENCIA A LA CORROSION
A ELEVADA TEMPERATURA Y A LA FATIGA
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 25 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
7.3 DISEÑO DE JUNTA EN EL METAL BASE
El diseño de junta debe permitir que se pueda mantener una extensión del electrodo
constante, un adecuado acceso a la raíz y que se pueda manejar fácilmente el electrodo
durante la realización de la unión. La Figura 17, muestra los diseños de junta típicos
para soldaduras GMAW.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 26 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
FIGURA 17: Diseños de juntas recomendados para GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 27 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 28 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
TABLA: 8: Efecto de los cambios de variables del proceso sobre los atributos de la soldadura
VARIABLE DE CAMBIO DESEADO
SOLDADURA QUE
PENETRACIÓN VELOCIDAD DE DEPOSICIÓN TAMAÑO DE PILETA ANCHO DE PILETA
CAMBIA
INCREMENTA DISMINUYE INCREMENTA DISMINUYE INCREMENTA DISMINUYE INCREMENTA DISMINUYE
CORRIENTE Y
VELOCIDAD DE
ALIMENTACIÓN
DEL ALAMBRE
TENSIÓN
VELOCIDAD DE
TRABAJO
EXTENSIÓN DEL * *
ELECTRODO
DIAMETRO DEL
ALAMBRE
GAS DE
PROTECCIÓN
ÁNGULO DE LA
TORCHA arrastre empuje empuje Arrastre
No afecta
Incremento Disminuye
Pequeño efecto
* Si los niveles de corriente son mantenidos por ajuste de la velocidad de alimentación del alambre.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 29 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 30 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
8. CALIDAD DE LA SOLDADURA
Depende del tipo de electrodo utilizado, condición del metal base, diseño de junta y
condiciones de soldadura.
Las Figuras 18 indican los posibles problemas que pueden aparecer en estas
soldaduras y las probables soluciones.
La Tabla 8 muestra el efecto que ejercen en esta soldadura la modificación de los
distintos parámetros involucrados.
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 31 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
FIGURA 18: Problemas y soluciones en soldadura GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 32 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 33 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
9. REFERENCIAS:
♦ Welding Handbook- Vm 2 - VIII Ed AWS.
♦ Metals Handbook- Vm 6 - X Ed.
♦ AWS A5.18-95. Specification for carbon steel electrodes for GMAW.
♦ AWS A5.28-80 Specification for low alloy steel electrodes for GMAW.
♦ Soldabilidad de los aceros - Manuel Reina Gomez ED: LORMO
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 34 MONICA ZALAZAR
CUADERNO F.I. Nº 1-2001
SOLDADURA POR ARCO CON ALAMBRE CONTINUO
GAS-METAL ARC WELDING - GMAW
10. INDICE
1. RESUMEN _______________________________________________________________1
2. INTRODUCCION: _________________________________________________________1
3. VENTAJAS Y LIMITACIONES: ______________________________________________1
4. FUNDAMENTOS DEL PROCESO ____________________________________________2
5. EQUIPAMIENTO __________________________________________________________3
5.1 FUENTE DE PODER___________________________________________________________4
5.2 MECANISMOS DE TRANSFERENCIA DEL METAL ______________________________5
5.2.1 TRANSFERENCIA EN CORTO CIRCUITO ________________________________ __________ 6
5.2.2 TRANSFERENCIA GLOBULAR ________________________________ ____________________ 9
5.2.3 TRANSFERENCIA TIPO SPRAY (AXIAL) ________________________________ ___________ 9
6. VARIABLES DEL PROCESO _______________________________________________11
7. MATERIALES: ___________________________________________________________16
7.1 GASES DE PROTECCION_____________________________________________________16
7.1.1 Dióxido de carbono ________________________________ _______________________________ 20
7.1.2 Gases Inertes Ar - He________________________________ ______________________________ 21
7.1.3 Mezclas de gases:________________________________ ________________________________ _ 21
7.2 ELECTRODOS: ______________________________________________________________23
7.2.1 CLASIFICACION DE LOS ELECTRODOS: ________________________________ __________ 23
7.3 DISEÑO DE JUNTA EN EL METAL BASE_______________________________________26
Incremento Disminuye _______________29
8. CALIDAD DE LA SOLDADURA ____________________________________________31
9. REFERENCIAS:__________________________________________________________34
10. INDICE _________________________________________________________________35
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - 35 MONICA ZALAZAR
S-ar putea să vă placă și
- Norma Boliviana NB 1225001-1 CompDocument408 paginiNorma Boliviana NB 1225001-1 CompRocio Hilari100% (1)
- Tesis Doctoral Ciberseguridad en España 2011-15, PropuestaDocument456 paginiTesis Doctoral Ciberseguridad en España 2011-15, PropuestaDCarlos Alberto VGarciaÎncă nu există evaluări
- Esquemas Hidraulica KomatsuDocument76 paginiEsquemas Hidraulica KomatsuCesar Godoi100% (11)
- Salas Carolina EA6Document11 paginiSalas Carolina EA6Ca A SecasÎncă nu există evaluări
- Green, Jane - Nadie Es PerfectoDocument258 paginiGreen, Jane - Nadie Es PerfectoJosefina PascualÎncă nu există evaluări
- Ondas SísmicasDocument4 paginiOndas SísmicasJessica NohemiÎncă nu există evaluări
- Exp - 1 - y - 2 - 2019 (1) Juan Vilcazan HuaytaDocument16 paginiExp - 1 - y - 2 - 2019 (1) Juan Vilcazan HuaytaVilcazan Huayta JuanÎncă nu există evaluări
- Blasco - FORMULACIÓN DE LA POTENCIA DE DESEQUILIBRIO. APLICACIÓN A REDES ELÉCTRICAS DESEQUILIBRAD PDFDocument303 paginiBlasco - FORMULACIÓN DE LA POTENCIA DE DESEQUILIBRIO. APLICACIÓN A REDES ELÉCTRICAS DESEQUILIBRAD PDFRolando RojasÎncă nu există evaluări
- Aspectos Relativos de Refuerzos Metalicos, Desencofrado y ResanadoDocument20 paginiAspectos Relativos de Refuerzos Metalicos, Desencofrado y ResanadoJesus Andres Diaz Velasquez0% (1)
- Sesión Ce, CiDocument11 paginiSesión Ce, CiOscar Mario Lacuta QuispeÎncă nu există evaluări
- TP 1 Gisella Dorino Pedagogía TeatralDocument5 paginiTP 1 Gisella Dorino Pedagogía TeatralGise GisellaÎncă nu există evaluări
- Formato de PracticaDocument8 paginiFormato de PracticaAntoni JoseÎncă nu există evaluări
- Organizacion Escolar en VenezuelaDocument3 paginiOrganizacion Escolar en VenezuelaLeonor Quijada100% (1)
- Perfil - Ortiz Perez, CesarDocument2 paginiPerfil - Ortiz Perez, CesarPuma De La TorreÎncă nu există evaluări
- Estequiometria de GasesDocument1 paginăEstequiometria de Gasesmr.wilblackÎncă nu există evaluări
- Practica 4 Reconocimiento de Voz MatlabDocument5 paginiPractica 4 Reconocimiento de Voz MatlabMiguel Ángel López González100% (1)
- Programa de Sociología PolíticaDocument7 paginiPrograma de Sociología PolíticaBianca Ramírez RiveraÎncă nu există evaluări
- Matemática 1er GradoDocument26 paginiMatemática 1er GradoLucia Solana ForteteÎncă nu există evaluări
- Manual FactuSOL 2013EVDocument338 paginiManual FactuSOL 2013EVFabian DelgadoÎncă nu există evaluări
- SYLLABUS Proyecto Integrador 1Document3 paginiSYLLABUS Proyecto Integrador 1Luis AguirreÎncă nu există evaluări
- Objetivos y Metas Del SGSSODocument2 paginiObjetivos y Metas Del SGSSONataly GarcíaÎncă nu există evaluări
- Áreas de Superficies Planas. Rectificación de Curvas PlanasDocument19 paginiÁreas de Superficies Planas. Rectificación de Curvas PlanasIsai Hernandez ZarateÎncă nu există evaluări
- UCDM Extracto Ejercicios IntroduccionDocument2 paginiUCDM Extracto Ejercicios IntroduccionDracon KnightÎncă nu există evaluări
- Dia-1 5to Grado - 22 de NoviembreDocument4 paginiDia-1 5to Grado - 22 de NoviembreDiego Estefano Pichihua CarreraÎncă nu există evaluări
- Tejidos Del CuerpoDocument5 paginiTejidos Del CuerpoBelangel GarcíaÎncă nu există evaluări
- Proyecto de Augusto Leguía "La Patria NuevaDocument8 paginiProyecto de Augusto Leguía "La Patria NuevaJenny Ivano'vÎncă nu există evaluări
- Manual de Indicador Weigh Tronix Zq375 - U - Es - 500815Document84 paginiManual de Indicador Weigh Tronix Zq375 - U - Es - 500815Jorge Machado CortésÎncă nu există evaluări
- Normas Internacionales de Contabilidad Subir Aula Contabilidad 1Document61 paginiNormas Internacionales de Contabilidad Subir Aula Contabilidad 1ANALFI GOMEZÎncă nu există evaluări
- AppPOS80AMUSE User GuideDocument48 paginiAppPOS80AMUSE User GuideVidoJRÎncă nu există evaluări
- 01 04 Presupuesto y PuDocument155 pagini01 04 Presupuesto y Puuriel lauraÎncă nu există evaluări