S-ar putea să vă placă și
- Difficult Unusual Balance Case Histories 1699982945Document80 paginiDifficult Unusual Balance Case Histories 1699982945logicloverÎncă nu există evaluări
- Centrifugal Compressor PDFDocument8 paginiCentrifugal Compressor PDFSmokesoimu100% (2)
- A Course in Machine Learning 1648562733Document193 paginiA Course in Machine Learning 1648562733logicloverÎncă nu există evaluări
- Thermal Load Effect On Vibration On A Reactor FW Pump 1699692616Document25 paginiThermal Load Effect On Vibration On A Reactor FW Pump 1699692616logicloverÎncă nu există evaluări
- Origin 1 PDFDocument515 paginiOrigin 1 PDFWalther LaricoÎncă nu există evaluări
- Impact of Geometric Scaling On Centrifugal Compressor PerformanceDocument12 paginiImpact of Geometric Scaling On Centrifugal Compressor PerformanceRonald George100% (1)
- Cmi8026 PDFDocument5 paginiCmi8026 PDFlogicloverÎncă nu există evaluări
- Guide To BCM Third Edition ProtivitiDocument66 paginiGuide To BCM Third Edition ProtivitiaalfonsopÎncă nu există evaluări
- KS3 Year 7 2007 English - Level 3-4 - SpellingDocument4 paginiKS3 Year 7 2007 English - Level 3-4 - SpellinglogicloverÎncă nu există evaluări
- LectureT06 LNG Propane Compressor Performance Prediction and Large Scale Test ValidationDocument13 paginiLectureT06 LNG Propane Compressor Performance Prediction and Large Scale Test ValidationGustavo CuatzoÎncă nu există evaluări
- مضخة الطرد المركزى- كتيب للتحميلDocument128 paginiمضخة الطرد المركزى- كتيب للتحميلGrundfosEgypt100% (4)
- WelcomeDocument5 paginiWelcomeCatÎncă nu există evaluări
- nmw2005 Slides and Paper PDFDocument37 pagininmw2005 Slides and Paper PDFlogicloverÎncă nu există evaluări
- Precision TreeDocument189 paginiPrecision TreelogicloverÎncă nu există evaluări
- A Review of Aerodynamically Induced Forces Acting On Centrifugal Compressors, and Resulting Vibration Characteristics of RotorsDocument18 paginiA Review of Aerodynamically Induced Forces Acting On Centrifugal Compressors, and Resulting Vibration Characteristics of RotorsThiMinhKhuyenÎncă nu există evaluări
- Centrifugal compressor principlesDocument18 paginiCentrifugal compressor principlesAbi ZainÎncă nu există evaluări
- 10 1 1 819 8484Document9 pagini10 1 1 819 8484logicloverÎncă nu există evaluări
- Understanding Oil Gas BusinessDocument349 paginiUnderstanding Oil Gas BusinesslogicloverÎncă nu există evaluări
- Resolving The Mismatch Viewpoint Report-final-web-VersionDocument25 paginiResolving The Mismatch Viewpoint Report-final-web-Versionlogiclover100% (1)
- Type 28 Gas Seals System Presentation PDFDocument108 paginiType 28 Gas Seals System Presentation PDFlogicloverÎncă nu există evaluări
- مضخة الطرد المركزى- كتيب للتحميلDocument128 paginiمضخة الطرد المركزى- كتيب للتحميلGrundfosEgypt100% (4)
- Viewpoint New LNG Markets Time For ChangeDocument30 paginiViewpoint New LNG Markets Time For ChangelogicloverÎncă nu există evaluări
- Analysis of Mechanical Seals For High-Speed Centrifugal Gas CompressorsDocument9 paginiAnalysis of Mechanical Seals For High-Speed Centrifugal Gas CompressorslogicloverÎncă nu există evaluări
- Gas TrainDocument12 paginiGas Trainbarrysmith77Încă nu există evaluări
- Smartphones & QR Codes: You Told Us Here's What We HeardDocument9 paginiSmartphones & QR Codes: You Told Us Here's What We HeardlogicloverÎncă nu există evaluări
- Bee Code - CogenerationDocument56 paginiBee Code - Cogenerationszumny0% (1)
- Lecture 27 Model Steam Turbine Gov SystemDocument60 paginiLecture 27 Model Steam Turbine Gov Systemlogiclover100% (1)
- 2 289258 1 255Document1 pagină2 289258 1 255logicloverÎncă nu există evaluări
- (Process) The Beauty of Centrifugal CompressorDocument10 pagini(Process) The Beauty of Centrifugal Compressorlaurafany1111Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Electric MotorDocument10 paginiElectric MotorClariza GarmaÎncă nu există evaluări
- ασκήσεις υδραυλικων λαδιουDocument160 paginiασκήσεις υδραυλικων λαδιουchristodoulos charalambousÎncă nu există evaluări
- Holec ERM TDRM Restart ModulesDocument6 paginiHolec ERM TDRM Restart Modules0b0biyd,u,uÎncă nu există evaluări
- Introduction To Batteries - BatteryDocument17 paginiIntroduction To Batteries - BatteryJ dixojoÎncă nu există evaluări
- Alfa Laval Koltek MH Valve enDocument8 paginiAlfa Laval Koltek MH Valve enjpsingh75Încă nu există evaluări
- Geo 2002Document24 paginiGeo 2002Jennifer WatsonÎncă nu există evaluări
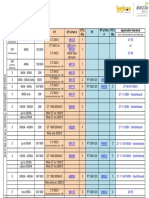
- CT/PT Selection Chart: Applicable Standard (A) (V) CT's Qty PT PT's Part # PT's Qty Service Size CT CT's Part # PhaseDocument1 paginăCT/PT Selection Chart: Applicable Standard (A) (V) CT's Qty PT PT's Part # PT's Qty Service Size CT CT's Part # PhasePrabakar PÎncă nu există evaluări
- Thernal EnergyDocument11 paginiThernal EnergyIseas Dela PenaÎncă nu există evaluări
- Alabama Power Plant The Right Tree in The Right PlaceDocument4 paginiAlabama Power Plant The Right Tree in The Right PlaceAna GoodÎncă nu există evaluări
- IEC Fuses 5x20 Low Breaking Capacity 5ST Time Lag: DimensionsDocument2 paginiIEC Fuses 5x20 Low Breaking Capacity 5ST Time Lag: DimensionsrÎncă nu există evaluări
- Cast Resin Transformers for Distribution, Rectification, Traction and Special SolutionsDocument80 paginiCast Resin Transformers for Distribution, Rectification, Traction and Special SolutionsQUANGÎncă nu există evaluări
- LV Rating Factors in GroundDocument3 paginiLV Rating Factors in GroundChris MostertÎncă nu există evaluări
- The Breaker Failure Protection BFP Schemes in UtilitiesDocument9 paginiThe Breaker Failure Protection BFP Schemes in UtilitiesTrigras Bangun PerkasaÎncă nu există evaluări
- User Manual: T6DBG721N T6DBG720NDocument26 paginiUser Manual: T6DBG721N T6DBG720NViorica TrohinÎncă nu există evaluări
- PV connector technical specifications from JinkoSolarDocument1 paginăPV connector technical specifications from JinkoSolarqiTÎncă nu există evaluări
- 1000 Most Common Words in English - Numbers Vocabulary For 1Document12 pagini1000 Most Common Words in English - Numbers Vocabulary For 1izmitlimonÎncă nu există evaluări
- Thermal Power Plant: " " NTPC (Dadri)Document17 paginiThermal Power Plant: " " NTPC (Dadri)Kulvinder SinghÎncă nu există evaluări
- PFR vs. CSTR: Size and Selectivity: V R V RDocument6 paginiPFR vs. CSTR: Size and Selectivity: V R V RSerkan KayacanÎncă nu există evaluări
- 3-day CertificateDocument25 pagini3-day Certificateganesh kondikire100% (8)
- Fly Ash Soil Blocks PDFDocument42 paginiFly Ash Soil Blocks PDFTahir KhalidÎncă nu există evaluări
- Glowing TreesDocument2 paginiGlowing TreesJonathan SwiftÎncă nu există evaluări
- PotentiometryDocument27 paginiPotentiometryShafique Ahmed100% (2)
- MODULE I - 10 Marks Basic Laboratory TechniquesDocument18 paginiMODULE I - 10 Marks Basic Laboratory TechniquesArun KumarÎncă nu există evaluări
- TD-esc-02-De-En-16-010 Rev000 Morgan Rekofa Slip Ring Unit LabelDocument2 paginiTD-esc-02-De-En-16-010 Rev000 Morgan Rekofa Slip Ring Unit LabelFelipe SilvaÎncă nu există evaluări
- Siemens Overload RelayDocument6 paginiSiemens Overload Relaykhairalla mohamedÎncă nu există evaluări
- Atomic Emission SpectrometryDocument21 paginiAtomic Emission SpectrometryArslan Muhammad EjazÎncă nu există evaluări
- Hydrostatic Testing Procedure 02250-1Document2 paginiHydrostatic Testing Procedure 02250-1RanielÎncă nu există evaluări
- Profile ForgingDocument17 paginiProfile ForgingMahipal ChandanÎncă nu există evaluări
- Planar Linkages Mechanism GuideDocument8 paginiPlanar Linkages Mechanism GuideAlbert ArominÎncă nu există evaluări
- FEED Deliverables ListDocument3 paginiFEED Deliverables ListS.KAMBANÎncă nu există evaluări