S-ar putea să vă placă și
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDe la Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideEvaluare: 3.5 din 5 stele3.5/5 (7)
- Volvo EC160Document25 paginiVolvo EC160superbludnik100% (3)
- CSWIP 3.1 Multiple QuestionDocument4 paginiCSWIP 3.1 Multiple Questionkhaliq516186% (22)
- 9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Document14 pagini9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad Ali86% (21)
- Troubleshooting Auto Cutting Atom - Ver1.0Document15 paginiTroubleshooting Auto Cutting Atom - Ver1.0Etsis Sari PujanggiÎncă nu există evaluări
- Revision Questions For Cswip ExamsDocument65 paginiRevision Questions For Cswip Examshandsomeforever91% (11)
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Document43 paginiCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- Course Material For CSWIP 3.1 TWI Section 01Document10 paginiCourse Material For CSWIP 3.1 TWI Section 01Sisira Chandrasoma83% (6)
- Welding Lab Report. Part 1Document6 paginiWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (1)
- Wear Parts CatalogDocument12 paginiWear Parts CatalogLuis Arman100% (2)
- Delta Industrial Knife Gate ValvesDocument28 paginiDelta Industrial Knife Gate ValvesAlin AllinÎncă nu există evaluări
- Cswip Question PaperDocument3 paginiCswip Question Paperantonyfernandof100% (1)
- Cswip 3.1 Part 3Document7 paginiCswip 3.1 Part 3Emad Daghagheleh100% (2)
- Cswip 3.1 Part 1Document7 paginiCswip 3.1 Part 1Emad Daghagheleh67% (3)
- Cswip 3.1 Part 4Document7 paginiCswip 3.1 Part 4Emad Daghagheleh100% (2)
- Question ShopDocument112 paginiQuestion ShopThân Kha100% (3)
- Cswip Questions and AnswersDocument8 paginiCswip Questions and AnswersTariq Hussain100% (2)
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersDocument5 paginiTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar67% (3)
- Model Question PaperDocument4 paginiModel Question Papervinaipv89% (9)
- WIS 5 QUESTION PAPERDocument37 paginiWIS 5 QUESTION PAPERvasunookesh100% (1)
- Sample Questions On CSWIP 3.1Document16 paginiSample Questions On CSWIP 3.1mushruff100% (2)
- Questions Cswip 3.11.1Document11 paginiQuestions Cswip 3.11.1Ralph Laurence Parungao100% (1)
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Submerged Arc Welding (Saw)Document5 paginiSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamÎncă nu există evaluări
- Duties of Welding InspectorDocument11 paginiDuties of Welding Inspectormuhammadazhar50% (2)
- Practice 01 3.1document1Document11 paginiPractice 01 3.1document1Rob WillestoneÎncă nu există evaluări
- CSWIP Day3Document35 paginiCSWIP Day3rac mediaÎncă nu există evaluări
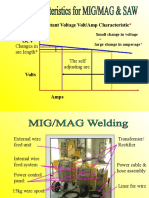
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 paginiConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanÎncă nu există evaluări
- CSWIP Day 3Document35 paginiCSWIP Day 3Mehman NasibovÎncă nu există evaluări
- Mig Mag Saw CswipDocument35 paginiMig Mag Saw CswipHamza DhariwalÎncă nu există evaluări
- Wi Cswip 3.1 Part 21Document8 paginiWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahÎncă nu există evaluări
- WeldingDocument28 paginiWeldingGowtham KumarÎncă nu există evaluări
- GMAW Unit 1 Lesson 1: Objective: Demonstrate Proper Setup and Maintenance of GMAW EquipmentDocument22 paginiGMAW Unit 1 Lesson 1: Objective: Demonstrate Proper Setup and Maintenance of GMAW EquipmentAd Man GeTigÎncă nu există evaluări
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 paginiWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteÎncă nu există evaluări
- Module - IIDocument48 paginiModule - IIsivasaÎncă nu există evaluări
- Welding Operations & DefectsDocument15 paginiWelding Operations & Defectsklawsis83% (6)
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 paginiWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashÎncă nu există evaluări
- SMAWDocument5 paginiSMAWمصر للخدمات الميكانيكيةÎncă nu există evaluări
- Welding BasicsDocument37 paginiWelding BasicsSnehal DeshmukhÎncă nu există evaluări
- Welding Lecture and OrientationDocument57 paginiWelding Lecture and OrientationHenry SyÎncă nu există evaluări
- Lec 7Document28 paginiLec 7Omar AssalÎncă nu există evaluări
- MIG Welding ProcessDocument12 paginiMIG Welding ProcessHimanshu RaoÎncă nu există evaluări
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocument24 paginiLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarÎncă nu există evaluări
- Unit-3 Metal Joining Processes-1Document20 paginiUnit-3 Metal Joining Processes-1Himanshu TiwariÎncă nu există evaluări
- Ddugky Welding Lab ManualDocument15 paginiDdugky Welding Lab ManualprakashÎncă nu există evaluări
- Guide to Common Welding Processes and TechniquesDocument32 paginiGuide to Common Welding Processes and TechniquesRohit KambleÎncă nu există evaluări
- 320102ca SMAW-ADocument2 pagini320102ca SMAW-Atibo bursioÎncă nu există evaluări
- SAW Process Explained in DetailDocument21 paginiSAW Process Explained in DetailPhani KumarÎncă nu există evaluări
- Unit 2 PDFDocument21 paginiUnit 2 PDFravikumarsharma2412Încă nu există evaluări
- Welding DefectsDocument36 paginiWelding DefectsSunilÎncă nu există evaluări
- ARC-2 - CopyDocument59 paginiARC-2 - CopyMay FadlÎncă nu există evaluări
- Group 09 Welding and FabricationDocument43 paginiGroup 09 Welding and FabricationAlhaj MassoudÎncă nu există evaluări
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pagini1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- The Welding TechnologyDocument22 paginiThe Welding TechnologyRadu AcostoaeiÎncă nu există evaluări
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 paginiOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsÎncă nu există evaluări
- Orbital-Welding Facts enDocument52 paginiOrbital-Welding Facts ene.vicente.caballeroÎncă nu există evaluări
- HSE PAPER (Soldagem)Document9 paginiHSE PAPER (Soldagem)Wyllton CandidoÎncă nu există evaluări
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 paginiProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361Încă nu există evaluări
- MPR-unit-V D.B.Patil NDocument14 paginiMPR-unit-V D.B.Patil NSakshi SalunkheÎncă nu există evaluări
- Metalworking Tig WeldingDocument11 paginiMetalworking Tig WeldingPutra Pratama100% (8)
- WeldingDocument16 paginiWeldingwhoami7174Încă nu există evaluări
- Welding Processes Section 10 IntroductionDocument6 paginiWelding Processes Section 10 IntroductionSameer MohammadÎncă nu există evaluări
- Welding Questions and AnswersDocument10 paginiWelding Questions and AnswersUmaibalan100% (2)
- Equipment and Circuit DiagramDocument7 paginiEquipment and Circuit DiagramRaje GunaÎncă nu există evaluări
- 66 DuPont MECS Alloy AcidCoolersDocument2 pagini66 DuPont MECS Alloy AcidCoolersMohamed Elayachi100% (1)
- Service 3120740 05-23-08 ANSI EnglishDocument428 paginiService 3120740 05-23-08 ANSI EnglishAdriano Alves SilvaÎncă nu există evaluări
- Specification For Gas Fired Boiler PDFDocument7 paginiSpecification For Gas Fired Boiler PDFmjmehta81Încă nu există evaluări
- Wire Rope End Terminations: User's ManualDocument128 paginiWire Rope End Terminations: User's Manualnauta007Încă nu există evaluări
- Rapport Stoppons Le Torrent de Plastique WWF-minDocument46 paginiRapport Stoppons Le Torrent de Plastique WWF-minshamimshawonÎncă nu există evaluări
- Madpenguin - Ca-Tutorial Use An Old Inkjet Printer To Learn Servo Motor Control With EMC2 Part 2Document7 paginiMadpenguin - Ca-Tutorial Use An Old Inkjet Printer To Learn Servo Motor Control With EMC2 Part 2Rudi AribowoÎncă nu există evaluări
- Introduction To Wastewater ManagementDocument18 paginiIntroduction To Wastewater ManagementMuhammad IqmalÎncă nu există evaluări
- S# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusDocument25 paginiS# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusahmedalishÎncă nu există evaluări
- Harduaganj Thermal Power Plant by Geetesh SharmaDocument66 paginiHarduaganj Thermal Power Plant by Geetesh Sharmageeteshaccurate100% (1)
- Standard Specification For GB 700Document12 paginiStandard Specification For GB 700Ma'arif Nuzul AddibÎncă nu există evaluări
- Different Approaches in Modeling of RC Shear Wall: A ReviewDocument15 paginiDifferent Approaches in Modeling of RC Shear Wall: A Reviewrahimmulla100% (2)
- Heat Load Calculation IIDocument2 paginiHeat Load Calculation IIsiruslara6491Încă nu există evaluări
- AIGOSTAR 300000HFA Panini Maker NoticeDocument9 paginiAIGOSTAR 300000HFA Panini Maker NoticeSYLVIEÎncă nu există evaluări
- User Manual RCU Universal Rev01Document48 paginiUser Manual RCU Universal Rev01Anonymous FGY7goÎncă nu există evaluări
- ITA - Design Guidelines WaterproofingDocument74 paginiITA - Design Guidelines WaterproofingDiana Cristina100% (1)
- AURORA KN95 Face Mask Introduction 2020Document23 paginiAURORA KN95 Face Mask Introduction 2020victorcamposÎncă nu există evaluări
- 12 18 13polyaspartic Webinar CommercialDocument48 pagini12 18 13polyaspartic Webinar CommercialAelya SanÎncă nu există evaluări
- CanningDocument39 paginiCanningvalerieÎncă nu există evaluări
- 3 PoleDocument3 pagini3 PoleSejahtra AbadiÎncă nu există evaluări
- Instructions for Houillon Viscometer TubesDocument2 paginiInstructions for Houillon Viscometer Tubescarlos trilloÎncă nu există evaluări
- Asco CC T LL Coalescer Cartridges 035A CCT 22 UK 7Document2 paginiAsco CC T LL Coalescer Cartridges 035A CCT 22 UK 7Masoud AmirzadehfardÎncă nu există evaluări
- PCL Handbook 2017 Lub1007eDocument228 paginiPCL Handbook 2017 Lub1007eMahmoud MohamedÎncă nu există evaluări
- Dickella Premakumara Final Best Practices PDFDocument36 paginiDickella Premakumara Final Best Practices PDFjune dela cernaÎncă nu există evaluări
- Service Manual Samsung Nexus I9023Document79 paginiService Manual Samsung Nexus I9023htrinca100% (1)
- MTP Profile PDFDocument2 paginiMTP Profile PDFYano BekawantoÎncă nu există evaluări
- Fema 267Document164 paginiFema 267chavico17100% (1)