S-ar putea să vă placă și
- Tehnologii de MatritareDocument8 paginiTehnologii de MatritareDan HefÎncă nu există evaluări
- Curs 9 Si 10 - RabotareaDocument13 paginiCurs 9 Si 10 - RabotareaBecheru IonutÎncă nu există evaluări
- Pompe HidrauliceDocument18 paginiPompe Hidraulicekhorgoth67% (12)
- Proiectarea Unui BurghiuDocument12 paginiProiectarea Unui BurghiuVlahos Ianache100% (1)
- Basgsa ... 631 Ol37Document31 paginiBasgsa ... 631 Ol37Tataru Vasile100% (1)
- Tipuri de AsamblariDocument86 paginiTipuri de AsamblarinicoletaseitanÎncă nu există evaluări
- Curs FraDocument51 paginiCurs FraKiss GusztavÎncă nu există evaluări
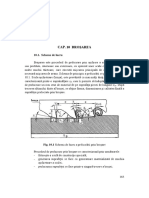
- Cap 10 - BROSAREA PDFDocument15 paginiCap 10 - BROSAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Cap 9 - PRELUCRAREA ALEZAJELOR PDFDocument19 paginiCap 9 - PRELUCRAREA ALEZAJELOR PDFAlexandra GrigoriuÎncă nu există evaluări
- Ingineria MediuluiDocument361 paginiIngineria MediuluiBecheru IonutÎncă nu există evaluări
- Cap 3 Si 4 - Masini de GauritDocument14 paginiCap 3 Si 4 - Masini de GauritBecheru IonutÎncă nu există evaluări
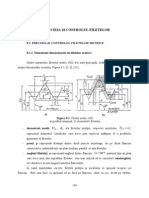
- Filete MetriceDocument12 paginiFilete Metriceandreibercea100% (1)
- Pedagogie II - Curs Si SeminarDocument82 paginiPedagogie II - Curs Si SeminarBecheru IonutÎncă nu există evaluări
- SA Curs09-10 Scule de FiletatDocument59 paginiSA Curs09-10 Scule de FiletatDelia CerlincaÎncă nu există evaluări
- SorgulDocument12 paginiSorgulBecheru IonutÎncă nu există evaluări
- Referat TractoareDocument34 paginiReferat TractoareBecheru IonutÎncă nu există evaluări
- Curs 7 Si 8 - MortezareaDocument14 paginiCurs 7 Si 8 - MortezareaBecheru IonutÎncă nu există evaluări
- Constructia Si Calculul Boltului PDFDocument8 paginiConstructia Si Calculul Boltului PDFSilviu PopoviciÎncă nu există evaluări
- Referat Chimia AlimentelorDocument12 paginiReferat Chimia AlimentelorBecheru IonutÎncă nu există evaluări
- Transmisii Prin Curele SincroneDocument20 paginiTransmisii Prin Curele SincroneIuliaClaudiaCorpodean100% (1)
- Aplicatie Alfa CriticDocument8 paginiAplicatie Alfa Criticadela2012Încă nu există evaluări
- PSS Cap 7-10Document164 paginiPSS Cap 7-10andaandyÎncă nu există evaluări
- Cap 7 Prel R D CilDocument44 paginiCap 7 Prel R D CilBenk79Încă nu există evaluări
- SA Curs11 Scule de DanturatDocument59 paginiSA Curs11 Scule de DanturatDelia CerlincaÎncă nu există evaluări
- BGS 07Document15 paginiBGS 07Corbu Iulian OvidiuÎncă nu există evaluări
- Operatia de BrosareDocument10 paginiOperatia de BrosareStefan Stoica100% (1)
- BGS 03Document14 paginiBGS 03Corbu Iulian OvidiuÎncă nu există evaluări
- Curs 4 TSIFDocument15 paginiCurs 4 TSIFDan GhimpuÎncă nu există evaluări
- Elemente Ale Procesului Tehnologic de NituireDocument8 paginiElemente Ale Procesului Tehnologic de NituireCyoban MarcellÎncă nu există evaluări
- Lucrarea 4Document9 paginiLucrarea 4Mia Mian100% (1)
- Aplicatie-Exemplu Calcul Alfa CriticDocument8 paginiAplicatie-Exemplu Calcul Alfa CriticStefan LucianÎncă nu există evaluări
- Laborator 4 TPRDocument7 paginiLaborator 4 TPRBB QSÎncă nu există evaluări
- Tehnologia Prelucrării Filetelor Exterioare Prin Deformare Plastică Volumică La Rece (Rulare)Document6 paginiTehnologia Prelucrării Filetelor Exterioare Prin Deformare Plastică Volumică La Rece (Rulare)Cezarina Adina Tofan100% (1)
- 07 CuplajeDocument11 pagini07 CuplajeProiecte Stoicescu-danielÎncă nu există evaluări
- Partea - 3 - 3 (440 - 539)Document103 paginiPartea - 3 - 3 (440 - 539)patrik_mocanuÎncă nu există evaluări
- Curs nr.7 TCD - Tolerantele Pieselor FiletateDocument28 paginiCurs nr.7 TCD - Tolerantele Pieselor FiletateRaduly RobertÎncă nu există evaluări
- Curs 2 TSIFDocument21 paginiCurs 2 TSIFDan GhimpuÎncă nu există evaluări
- Dispozitiv de Rulare Suprafete CilindriceDocument6 paginiDispozitiv de Rulare Suprafete CilindriceAlexandru GhiniaÎncă nu există evaluări
- Asamblari Filetate Si Transmisii Surub.1Document21 paginiAsamblari Filetate Si Transmisii Surub.1Popan FlorinÎncă nu există evaluări
- Plansee Din BetonDocument11 paginiPlansee Din BetonMarcusÎncă nu există evaluări
- Teoria Prelucrarii Prin AschiereDocument22 paginiTeoria Prelucrarii Prin Aschiereaxinte_iulianÎncă nu există evaluări
- Elemente de Proiectare A Ştanţelor Şi MatriţelorDocument24 paginiElemente de Proiectare A Ştanţelor Şi MatriţelorxTr - SilenTÎncă nu există evaluări
- Referat MNT+temaDocument18 paginiReferat MNT+temaDumitru SebastianÎncă nu există evaluări
- Alegerea Tipului de FiletDocument4 paginiAlegerea Tipului de Filettracam500Încă nu există evaluări
- Curs 02Document6 paginiCurs 02Stefan IcatoiuÎncă nu există evaluări
- Asamblari FiletateDocument18 paginiAsamblari Filetatecebotarimihai1111Încă nu există evaluări
- Indrumar de Laborator Partea IIIDocument37 paginiIndrumar de Laborator Partea IIIAndrei IonÎncă nu există evaluări
- BGSPA NC5 Strunjirea - RabotareaDocument11 paginiBGSPA NC5 Strunjirea - RabotareaGabriel BodeaÎncă nu există evaluări
- Scule Aschietoare Pentru GaurireDocument5 paginiScule Aschietoare Pentru GaurireDumitrelÎncă nu există evaluări
- Tragerea Si Trefilarea5Document22 paginiTragerea Si Trefilarea5Ilie IanacheviciÎncă nu există evaluări
- FasonareDocument34 paginiFasonareEduard VernicaÎncă nu există evaluări
- Lab 5-D TehDocument15 paginiLab 5-D TehMariusÎncă nu există evaluări
- Bazele Proceselor de Deformatie Plastica - CursDocument73 paginiBazele Proceselor de Deformatie Plastica - CursSergiu IvanÎncă nu există evaluări
- Prezentare Cap 3Document28 paginiPrezentare Cap 3Daniel ŢepeșÎncă nu există evaluări
- Curs SA NR 4Document11 paginiCurs SA NR 4Gabriel BodeaÎncă nu există evaluări
- Calculul La Incovoiere A SurubuluiDocument38 paginiCalculul La Incovoiere A SurubuluiMunteanu DanÎncă nu există evaluări
- Tabelul 6.1. Dimensiunile in Sectiune Transversala A Elementelor Geometrice Ale Cordoanelor de Sudura La Sudurile de ColtDocument11 paginiTabelul 6.1. Dimensiunile in Sectiune Transversala A Elementelor Geometrice Ale Cordoanelor de Sudura La Sudurile de ColtAlexandraÎncă nu există evaluări
- Asamblari DemontabileDocument23 paginiAsamblari DemontabileMihaela GolgojanÎncă nu există evaluări
- Detalii Tehnice - SuruburiDocument12 paginiDetalii Tehnice - SuruburiHoria CristescuÎncă nu există evaluări
- Curs 13 - PDPRDocument8 paginiCurs 13 - PDPRIrina GrigoreÎncă nu există evaluări
- Filete StrunjireDocument13 paginiFilete StrunjireAndreea ElenaÎncă nu există evaluări
- Curs Lemn 10 PDFDocument10 paginiCurs Lemn 10 PDFadrian_mesteruÎncă nu există evaluări
- Stabilirea Arhitecturii SondeiDocument88 paginiStabilirea Arhitecturii SondeiMurariu Adrian100% (1)
- Tehnologia Culturilor Ecologice SorgulDocument9 paginiTehnologia Culturilor Ecologice SorgulBecheru IonutÎncă nu există evaluări
- Bazele Contabilitatii, Descrierea Unei FirmeDocument7 paginiBazele Contabilitatii, Descrierea Unei FirmeBecheru IonutÎncă nu există evaluări
- MIIF-Tuila LiviuDocument6 paginiMIIF-Tuila LiviuBecheru IonutÎncă nu există evaluări
- Proiect OM - Tuila LiviuDocument20 paginiProiect OM - Tuila LiviuBecheru IonutÎncă nu există evaluări
- Contabilitate BancaraDocument8 paginiContabilitate BancaraBecheru IonutÎncă nu există evaluări
- Motoare Cu Ardere Interna-Tuila LiviuDocument8 paginiMotoare Cu Ardere Interna-Tuila LiviuBecheru Ionut100% (1)
- Utilaje Pentru Morarit Si Panificatie-Tuila LiviuDocument7 paginiUtilaje Pentru Morarit Si Panificatie-Tuila LiviuBecheru IonutÎncă nu există evaluări
- Referat ENERGII REGENERABILEDocument6 paginiReferat ENERGII REGENERABILEBecheru IonutÎncă nu există evaluări
- Referat BAZELE AGROBIOLOGICE - SoiaDocument9 paginiReferat BAZELE AGROBIOLOGICE - SoiaBecheru IonutÎncă nu există evaluări
- Referat MFMH - Pompe Volumice Tuila LiviuDocument9 paginiReferat MFMH - Pompe Volumice Tuila LiviuBecheru IonutÎncă nu există evaluări
- Curs 12 HonuireaDocument6 paginiCurs 12 HonuireaBecheru IonutÎncă nu există evaluări
- Cap2 1 5Document5 paginiCap2 1 5Cristina CoceasuÎncă nu există evaluări
- Referat ENERGII REGEN.Document8 paginiReferat ENERGII REGEN.Becheru IonutÎncă nu există evaluări
- Curs 11 RectificareaDocument5 paginiCurs 11 RectificareaBecheru IonutÎncă nu există evaluări
- Curs 5 Si 6 - FrezareaDocument16 paginiCurs 5 Si 6 - FrezareaBecheru IonutÎncă nu există evaluări
- CAP3Document13 paginiCAP3Cristina CoceasuÎncă nu există evaluări
- CAP1Document7 paginiCAP1Cristina CoceasuÎncă nu există evaluări
- Seminar RM IDocument23 paginiSeminar RM IBecheru IonutÎncă nu există evaluări
- Cap2 6 8Document7 paginiCap2 6 8Cristina CoceasuÎncă nu există evaluări
- Cap2 9Document5 paginiCap2 9Cristina CoceasuÎncă nu există evaluări