S-ar putea să vă placă și
- s10163-022-01554-yDocument15 paginis10163-022-01554-yYogesh DewangÎncă nu există evaluări
- 3D Elasticity Problem FormulationDocument40 pagini3D Elasticity Problem FormulationEr VenkatÎncă nu există evaluări
- Haikal Sitepu 2020 IOP Conf. Ser. Mater. Sci. Eng. 801 012116Document9 paginiHaikal Sitepu 2020 IOP Conf. Ser. Mater. Sci. Eng. 801 012116Yogesh DewangÎncă nu există evaluări
- Sustainable Mobility The Route of Tires Through The Circular EconomymodelDocument14 paginiSustainable Mobility The Route of Tires Through The Circular Economymodelgutha manikantaÎncă nu există evaluări
- $octave - QF - No-Window-System Main.m: Executing The Program...Document2 pagini$octave - QF - No-Window-System Main.m: Executing The Program...Yogesh DewangÎncă nu există evaluări
- 2018-Global-Cumulative Incremental Hole-Flanging by ToolsDocument8 pagini2018-Global-Cumulative Incremental Hole-Flanging by ToolsYogesh DewangÎncă nu există evaluări
- Mechanical Vibrations PDFDocument223 paginiMechanical Vibrations PDFmark mutimushiÎncă nu există evaluări
- 376 Maria ParaschivvDocument11 pagini376 Maria ParaschivvYogesh DewangÎncă nu există evaluări
- Mechanical Vibrations Lecture NotesDocument133 paginiMechanical Vibrations Lecture NotesHarrison AdemuÎncă nu există evaluări
- 2017-Development of Tooling Concepts To Increase GeometricalDocument7 pagini2017-Development of Tooling Concepts To Increase GeometricalYogesh DewangÎncă nu există evaluări
- 2018-Numerical Study On The Thickness Homogenization inDocument7 pagini2018-Numerical Study On The Thickness Homogenization inYogesh DewangÎncă nu există evaluări
- Industrial DesignDocument20 paginiIndustrial DesignTanvi KelkarÎncă nu există evaluări
- 2018-Deformation Mechanics and Failure Mode in Stretch and ShrinkDocument26 pagini2018-Deformation Mechanics and Failure Mode in Stretch and ShrinkYogesh DewangÎncă nu există evaluări
- 2018-Analysis of The Inßuence of Stress Triaxiality On Formability ofDocument24 pagini2018-Analysis of The Inßuence of Stress Triaxiality On Formability ofYogesh DewangÎncă nu există evaluări
- 10 2348 Ijset06150748 PDFDocument5 pagini10 2348 Ijset06150748 PDFYogesh DewangÎncă nu există evaluări
- Dynamic Properties of Cortical Bone Tissue - Izod Tests and Numerical Study PDFDocument22 paginiDynamic Properties of Cortical Bone Tissue - Izod Tests and Numerical Study PDFYogesh DewangÎncă nu există evaluări
- Kia Motors' Success Story in India Through Unique Marketing StrategiesDocument3 paginiKia Motors' Success Story in India Through Unique Marketing StrategiesYogesh Dewang0% (1)
- Mechanical Vibration Basics and Single DDocument55 paginiMechanical Vibration Basics and Single DYogesh DewangÎncă nu există evaluări
- Gears & Gear Manufacturing Processes-2Document58 paginiGears & Gear Manufacturing Processes-2Yogesh DewangÎncă nu există evaluări
- Manufacturing Technology ME-405: Unit - I BroachingDocument17 paginiManufacturing Technology ME-405: Unit - I BroachingYogesh DewangÎncă nu există evaluări
- Numerical Investigation of Combustion Optimization in A Tangential Firing Boiler Considering Steam Tube OverheatingDocument15 paginiNumerical Investigation of Combustion Optimization in A Tangential Firing Boiler Considering Steam Tube OverheatingYogesh DewangÎncă nu există evaluări
- 70 InvestigationonThermal PerformanceDocument6 pagini70 InvestigationonThermal PerformanceYogesh DewangÎncă nu există evaluări
- J Fail. Anal. and Preven. research oxide layer growth T92 steel superheaterDocument7 paginiJ Fail. Anal. and Preven. research oxide layer growth T92 steel superheaterYogesh DewangÎncă nu există evaluări
- Gear ManufacturingDocument31 paginiGear Manufacturingvinu1175Încă nu există evaluări
- Gears & Gear Manufacturing Processes-2Document58 paginiGears & Gear Manufacturing Processes-2Yogesh DewangÎncă nu există evaluări
- Plastic Slideshow 1224539985577144 8Document19 paginiPlastic Slideshow 1224539985577144 8Yogesh DewangÎncă nu există evaluări
- Introduction To Openfoam: Roberto Pieri - Scs ItalyDocument8 paginiIntroduction To Openfoam: Roberto Pieri - Scs ItalyYogesh DewangÎncă nu există evaluări
- FEM Simulation of Non-Axisymmetric Stretch Flange Forming of Aluminum Alloy 5052 Based On Shell Type Elements PDFDocument12 paginiFEM Simulation of Non-Axisymmetric Stretch Flange Forming of Aluminum Alloy 5052 Based On Shell Type Elements PDFYogesh DewangÎncă nu există evaluări
- A Study of Metal Extrusion ProcessDocument7 paginiA Study of Metal Extrusion ProcessYogesh DewangÎncă nu există evaluări
- Graphical Abstract & Highlights of PaperDocument2 paginiGraphical Abstract & Highlights of PaperYogesh DewangÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Theoretical 3 Tornado SolutionDocument7 paginiTheoretical 3 Tornado Solutionjas dwanÎncă nu există evaluări
- Wasser PumpDocument2 paginiWasser Pump266870idÎncă nu există evaluări
- Theory of Failure by VivekDocument13 paginiTheory of Failure by VivekVivek DaundkarÎncă nu există evaluări
- Mean Metal TempDocument1 paginăMean Metal TempsankaranÎncă nu există evaluări
- PhET Gas Laws Simulation ExplainedDocument3 paginiPhET Gas Laws Simulation Explainedx0% (1)
- Hydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFDocument1 paginăHydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFSyazwan KhairulÎncă nu există evaluări
- CST Studio Suite - Thermal and Mechanical SimulationDocument69 paginiCST Studio Suite - Thermal and Mechanical SimulationZainÎncă nu există evaluări
- Azanechiller Series 2010 (3) Final VersionDocument12 paginiAzanechiller Series 2010 (3) Final VersionRajkumar GulatiÎncă nu există evaluări
- Chem1101 - Acid, Bases, and Aqueous EquilibriumDocument19 paginiChem1101 - Acid, Bases, and Aqueous EquilibriumCharlotte HooperÎncă nu există evaluări
- Living HingeDocument2 paginiLiving HingeRavi TarunÎncă nu există evaluări
- KULIAH3 EC3 UNRESTRAINED BEAM-kl PDFDocument66 paginiKULIAH3 EC3 UNRESTRAINED BEAM-kl PDFZazliana Izatti100% (1)
- 4500 CFM - 0.3 InwgDocument1 pagină4500 CFM - 0.3 InwgResti HapsariÎncă nu există evaluări
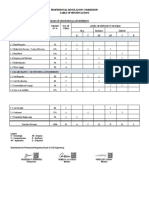
- Professional Regulation Commission Table of SpecificationsDocument2 paginiProfessional Regulation Commission Table of Specificationsmichael SonuganÎncă nu există evaluări
- CE 302 - Conc - Lecture 1 - Wk1 PDFDocument18 paginiCE 302 - Conc - Lecture 1 - Wk1 PDFIsraelÎncă nu există evaluări
- CIVE233+2021-22+Timber+Lab+Brief+v1 NnGe33uDocument5 paginiCIVE233+2021-22+Timber+Lab+Brief+v1 NnGe33uPRATEEK SHARMAÎncă nu există evaluări
- Polak 2009 TegDocument24 paginiPolak 2009 TegChokri ChakiirÎncă nu există evaluări
- Thermal Comfort Factors ExplainedDocument41 paginiThermal Comfort Factors ExplainedJayachandran KÎncă nu există evaluări
- 50 May2021Document8 pagini50 May2021Dr Hart IncorporatedÎncă nu există evaluări
- Design of Purlin No:: 1.geometry Data 1.1 Material PropertiesDocument10 paginiDesign of Purlin No:: 1.geometry Data 1.1 Material PropertiesNieves GuardiianÎncă nu există evaluări
- Modeling Large Deformation and Failure of Expanded Polystyrene Crushable Foam Using Ls DynaDocument8 paginiModeling Large Deformation and Failure of Expanded Polystyrene Crushable Foam Using Ls DynaNguyễn TúÎncă nu există evaluări
- 01.intro To BS5950Document12 pagini01.intro To BS5950bsitlerÎncă nu există evaluări
- Wells and Pumps Course SyllabusDocument2 paginiWells and Pumps Course Syllabusyt premiumÎncă nu există evaluări
- Wind Loads - Per SNiPDocument7 paginiWind Loads - Per SNiPJuan Jose Gutierrez VidalÎncă nu există evaluări
- RTS PMR Question Bank Chapter 3 2008Document7 paginiRTS PMR Question Bank Chapter 3 2008iwan93Încă nu există evaluări
- Equations of Stellar Structure - 7Document7 paginiEquations of Stellar Structure - 7John BirdÎncă nu există evaluări
- Pinch Spreadsheet Nov06 Final 1Document102 paginiPinch Spreadsheet Nov06 Final 1ABDUL RAFEYÎncă nu există evaluări
- Twophaseflow: An Openfoam Based Framework For Development of Two Phase Ow SolversDocument38 paginiTwophaseflow: An Openfoam Based Framework For Development of Two Phase Ow SolverstrongndÎncă nu există evaluări
- Heat and Mass Transfer II (ME-314) : Dr. Waqar A. KhanDocument66 paginiHeat and Mass Transfer II (ME-314) : Dr. Waqar A. KhanMohammad ImranÎncă nu există evaluări
- 05 CE134P-2 Design Principles of Tension Members by ASD and LRFD MethodDocument10 pagini05 CE134P-2 Design Principles of Tension Members by ASD and LRFD MethodPzynae FlorentinoÎncă nu există evaluări