S-ar putea să vă placă și
- UPCommTax UserguideDocument40 paginiUPCommTax UserguidePalak AgarwalÎncă nu există evaluări
- 050Document12 pagini050Pratik V PandhareÎncă nu există evaluări
- 050Document12 pagini050Pratik V PandhareÎncă nu există evaluări
- IV Year I Sem - R07Document7 paginiIV Year I Sem - R07Anusha VedanabhatlaÎncă nu există evaluări
- MGIT Bus Routes - (24.02.2011)Document1 paginăMGIT Bus Routes - (24.02.2011)Arun SoniÎncă nu există evaluări
- MGIT Student Bus Route Timings - NewDocument2 paginiMGIT Student Bus Route Timings - NewArun SoniÎncă nu există evaluări
- Substation Equipment MaintenanceDocument16 paginiSubstation Equipment MaintenanceArun SoniÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5782)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Orca Power SpecDocument2 paginiOrca Power SpecHanWee LowÎncă nu există evaluări
- I/O List for Sequence of Events RecorderDocument35 paginiI/O List for Sequence of Events Recordersrigirisetty208Încă nu există evaluări
- Maglev Wind Mill ReportDocument24 paginiMaglev Wind Mill ReportBalu MahendarÎncă nu există evaluări
- TOC y MOCDocument2 paginiTOC y MOCMiguel BautistaÎncă nu există evaluări
- Rmu FBDocument35 paginiRmu FBNguyen ngoc thongÎncă nu există evaluări
- Joslyn Hi-Voltage Capacitor Switches CAT311Document44 paginiJoslyn Hi-Voltage Capacitor Switches CAT311Nishantha SenaratneÎncă nu există evaluări
- Boq BBTDocument6 paginiBoq BBTbhavin24uÎncă nu există evaluări
- ECE 476 Power System Analysis: Lecture 16: Economic Dispatch, Optimal Power FlowDocument37 paginiECE 476 Power System Analysis: Lecture 16: Economic Dispatch, Optimal Power FlowFady MichealÎncă nu există evaluări
- IEC Miniature Contactors: Bulletin 100-K, 104-KDocument1 paginăIEC Miniature Contactors: Bulletin 100-K, 104-KmagicalspellsÎncă nu există evaluări
- 710-18929-00E L-Series MVE Brochure Global EN - WebDocument11 pagini710-18929-00E L-Series MVE Brochure Global EN - WebThanh Tung NguyenÎncă nu există evaluări
- (Susol VCS) Catalog en 202104Document48 pagini(Susol VCS) Catalog en 202104MohammedÎncă nu există evaluări
- Wind Energy Conversion Technology and Power GenerationDocument73 paginiWind Energy Conversion Technology and Power Generationaman100% (1)
- Brake Control Unit BCU2001Document3 paginiBrake Control Unit BCU2001Mohamed ElsayedÎncă nu există evaluări
- 2018 Winter Model Answer Paper PDFDocument20 pagini2018 Winter Model Answer Paper PDFnikhilÎncă nu există evaluări
- X Physics Segment 2 Q-BankDocument7 paginiX Physics Segment 2 Q-Bankavp sÎncă nu există evaluări
- Fundamentals of MeasurementDocument27 paginiFundamentals of MeasurementBakaali HuzaifaÎncă nu există evaluări
- Gujarat Technological UniversityDocument2 paginiGujarat Technological Universitymec091ownerÎncă nu există evaluări
- Rooftop Solar PV Quality Standards RevisedDocument6 paginiRooftop Solar PV Quality Standards RevisedAjay MeenaÎncă nu există evaluări
- Generator Protection Relay VAMP 210iDocument3 paginiGenerator Protection Relay VAMP 210iYandri PaulusÎncă nu există evaluări
- Unsymmetrical Fault AnalysisDocument49 paginiUnsymmetrical Fault AnalysisabdulbabulÎncă nu există evaluări
- Vacon NX Service Manual Appendix FR9Document96 paginiVacon NX Service Manual Appendix FR9Hari Krishna.M100% (1)
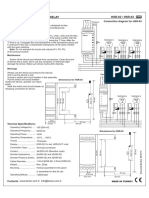
- Hydrophore Sequencing Relay: Connection Diagram For HSR-03Document1 paginăHydrophore Sequencing Relay: Connection Diagram For HSR-03Pa'd Edy SustiyonoÎncă nu există evaluări
- Aaaaa - Fidel Elsisura ResumeDocument3 paginiAaaaa - Fidel Elsisura ResumeEmily HamiltonÎncă nu există evaluări
- PGE Portable Solar Generator: Power SourceDocument2 paginiPGE Portable Solar Generator: Power SourceanasÎncă nu există evaluări
- Engine Performance Testing ParametersDocument39 paginiEngine Performance Testing ParametersashaÎncă nu există evaluări
- 24 Pulse Auto TransformerDocument8 pagini24 Pulse Auto TransformergbksnÎncă nu există evaluări
- Lab 2 - Protection RelaysDocument10 paginiLab 2 - Protection RelaysLeo GeeÎncă nu există evaluări
- Reference:: Reasons of Failure of Main RelaysDocument1 paginăReference:: Reasons of Failure of Main Relaysfarm numÎncă nu există evaluări
- Research Report On Energy Sector in GujaratDocument48 paginiResearch Report On Energy Sector in Gujaratratilal12Încă nu există evaluări
- 150Hz 50Hz 400VDocument2 pagini150Hz 50Hz 400VAnatol MoisovÎncă nu există evaluări