S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- GT User Manual Revision 1.10Document66 paginiGT User Manual Revision 1.10Pham LongÎncă nu există evaluări
- Bazele Matematice Ale Calculatoarelor - Florian Mircea BoianDocument132 paginiBazele Matematice Ale Calculatoarelor - Florian Mircea BoiannimsocÎncă nu există evaluări
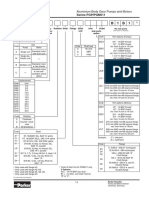
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Document7 paginiPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksÎncă nu există evaluări
- Emergency LightingDocument32 paginiEmergency LightingIsmet HizyoluÎncă nu există evaluări
- SemDocument31 paginiSemkaushik4208Încă nu există evaluări
- Mech 3-Module 1Document41 paginiMech 3-Module 1melkisidick angloanÎncă nu există evaluări
- NBN Co: Financial Management SolutionDocument2 paginiNBN Co: Financial Management SolutionAccentureAustraliaÎncă nu există evaluări
- SQ Presentation 2021-r2Document43 paginiSQ Presentation 2021-r2nadeem4ahmed-805026Încă nu există evaluări
- Optimizing Technique-Grenade Explosion MethodDocument18 paginiOptimizing Technique-Grenade Explosion MethodUday Wankar100% (1)
- 4 and 6 Pole MotorDocument6 pagini4 and 6 Pole Motorarajamani78100% (1)
- FR-8x Editor Eng01 WDocument8 paginiFR-8x Editor Eng01 WRadulian Daniel100% (1)
- HiraDocument30 paginiHiravijay kumar singhÎncă nu există evaluări
- Lecure Two. ReactorsDocument56 paginiLecure Two. ReactorsSophia WambuiÎncă nu există evaluări
- G270han01 V0Document26 paginiG270han01 V0NemkoÎncă nu există evaluări
- Safety Data Sheet 84989 41 3 enDocument4 paginiSafety Data Sheet 84989 41 3 enAdhiatma Arfian FauziÎncă nu există evaluări
- Paket TrainingDocument20 paginiPaket TrainingLukman AriyantoÎncă nu există evaluări
- ElectronicsDocument3 paginiElectronicsashishkumar218Încă nu există evaluări
- Product Management Self-Learning ManualDocument261 paginiProduct Management Self-Learning ManualAbhishek Arekar100% (1)
- Coal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Document17 paginiCoal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Keith Danae SuquibÎncă nu există evaluări
- 27C ChainDocument19 pagini27C ChainyanaziÎncă nu există evaluări
- BKLT DeaeratorDocument24 paginiBKLT Deaeratormalikgaurav01Încă nu există evaluări
- PORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairDocument34 paginiPORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairHarleen KlairÎncă nu există evaluări
- Methods of Tube Expansion in Tube To TubDocument19 paginiMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Electro Magnetic Induction PDFDocument28 paginiElectro Magnetic Induction PDFPuran BistaÎncă nu există evaluări
- ASTM F 412 - 01a Standard Terminology Relating To Plastic Piping Systems1Document13 paginiASTM F 412 - 01a Standard Terminology Relating To Plastic Piping Systems1JORGE ARTURO TORIBIO HUERTAÎncă nu există evaluări
- Deep Web Research and Discovery Resources 2019 by Marcus P. Zillman, M.S., A.M.H.A.Document67 paginiDeep Web Research and Discovery Resources 2019 by Marcus P. Zillman, M.S., A.M.H.A.Tina CleoÎncă nu există evaluări
- Creating REST API Using NodeJS and Consuming in AngularJSDocument8 paginiCreating REST API Using NodeJS and Consuming in AngularJSserignemodouÎncă nu există evaluări
- PIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorDocument72 paginiPIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorJesus NinalayaÎncă nu există evaluări
- Ex-Cell XR2750 Pressure Washer Operation ManualDocument16 paginiEx-Cell XR2750 Pressure Washer Operation Manualj_wilson85Încă nu există evaluări
- State ManagementDocument16 paginiState Managementnegikamal703Încă nu există evaluări