S-ar putea să vă placă și
- Lesson 14 WelderQuals - New2Document80 paginiLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Aws WJ 201402Document150 paginiAws WJ 201402aperezm361Încă nu există evaluări
- Differences Between AC Welding and DC WeldingDocument2 paginiDifferences Between AC Welding and DC WeldingDevarakonda KondayyaÎncă nu există evaluări
- Cswip QuestionDocument3 paginiCswip Questionfasith9534Încă nu există evaluări
- ASTM Standards 1Document4 paginiASTM Standards 1balajiÎncă nu există evaluări
- Weld Defect Wall ChartDocument6 paginiWeld Defect Wall ChartMuhammad Attaulla KhanÎncă nu există evaluări
- VT Acceptance Criteria Vs ASMEDocument1 paginăVT Acceptance Criteria Vs ASMEAnonymous EkfqSPÎncă nu există evaluări
- Weld Repair ProcedureDocument51 paginiWeld Repair Proceduremohd as shahiddin jafriÎncă nu există evaluări
- Specification For Visula Welding InspectionsDocument5 paginiSpecification For Visula Welding InspectionsAhmed Shaban KotbÎncă nu există evaluări
- Structure and PropertiedDocument43 paginiStructure and PropertiedJalaj GaurÎncă nu există evaluări
- Daily Report-31 (Su Jinlong)Document3 paginiDaily Report-31 (Su Jinlong)sujinlongÎncă nu există evaluări
- How To Read Welding Gauges PDFDocument5 paginiHow To Read Welding Gauges PDFjimbox88Încă nu există evaluări
- 316LNDocument3 pagini316LNGanesh KcÎncă nu există evaluări
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 paginăWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityÎncă nu există evaluări
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 paginăWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Welding Procedure Specification For GTAWDocument9 paginiWelding Procedure Specification For GTAWraja reyhanÎncă nu există evaluări
- A Tig Welding MainsDocument37 paginiA Tig Welding Mainshiya mistryÎncă nu există evaluări
- Er 100 S 1Document1 paginăEr 100 S 1Oliver Quezada Inostroza100% (1)
- Supervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethDocument54 paginiSupervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethvcpÎncă nu există evaluări
- Welding Drying OvenDocument2 paginiWelding Drying OvenAsad AliÎncă nu există evaluări
- Material Inspection Report: Project Name Date InspDocument22 paginiMaterial Inspection Report: Project Name Date InspRafiqKuÎncă nu există evaluări
- Duplex Stainless SteelDocument17 paginiDuplex Stainless SteelthunderÎncă nu există evaluări
- Asme 1325-18 (2007)Document1 paginăAsme 1325-18 (2007)Matthew TaylorÎncă nu există evaluări
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 paginăTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarÎncă nu există evaluări
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 paginiCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONÎncă nu există evaluări
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 paginiA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableÎncă nu există evaluări
- Approved Weld Procedure SpecificationsDocument38 paginiApproved Weld Procedure SpecificationsJohan0001Încă nu există evaluări
- Wel 13 HDocument8 paginiWel 13 HWilly Uio100% (1)
- Difference Between Stainless Steel Grade SS316 & SS316LDocument1 paginăDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghÎncă nu există evaluări
- WPS & SmawDocument12 paginiWPS & Smawnuke apriyaniÎncă nu există evaluări
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsDocument14 paginiGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanÎncă nu există evaluări
- LamelerDocument5 paginiLamelerPrasetyaOne NugraHantoeÎncă nu există evaluări
- MetallurgyDocument25 paginiMetallurgyPandu Damay PutraÎncă nu există evaluări
- DVS 2207-3Document12 paginiDVS 2207-3gura9054Încă nu există evaluări
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 paginiN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliÎncă nu există evaluări
- WIS Plate ExeDocument26 paginiWIS Plate ExeArdi ManaluÎncă nu există evaluări
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationDocument3 paginiInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalÎncă nu există evaluări
- Weld Cleaning MethodsDocument7 paginiWeld Cleaning MethodsTrần Thùy LinhÎncă nu există evaluări
- Cold Tap Coating Report 2Document1 paginăCold Tap Coating Report 2Jamal BakhtÎncă nu există evaluări
- Ferrite Content MeasurementDocument5 paginiFerrite Content MeasurementFasil Paruvanath100% (1)
- Duplex Ss in API, NSF and AwwaDocument16 paginiDuplex Ss in API, NSF and AwwajoseritoÎncă nu există evaluări
- Welding Repair ProcedureDocument4 paginiWelding Repair ProcedureRiky SumantriÎncă nu există evaluări
- What Are ASTM GradesDocument4 paginiWhat Are ASTM Gradesmohan babuÎncă nu există evaluări
- Aws Module 10Document25 paginiAws Module 10rex valenciaÎncă nu există evaluări
- Poster Welding P VoxXa PDFDocument1 paginăPoster Welding P VoxXa PDFAd Man GeTigÎncă nu există evaluări
- WPS - 017Document12 paginiWPS - 017MAT-LIONÎncă nu există evaluări
- Duplex Stainless Steel - Part 2 - TWIDocument6 paginiDuplex Stainless Steel - Part 2 - TWItuanÎncă nu există evaluări
- Welding Procedure For BOXNR Wagon (WPS)Document8 paginiWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- Explanation of Weld SymbolsDocument2 paginiExplanation of Weld SymbolspmjoshirÎncă nu există evaluări
- Bs Tech: Electrodes Issue and Return RegisterDocument1 paginăBs Tech: Electrodes Issue and Return RegisterRhannie GarciaÎncă nu există evaluări
- Table of Content: SR. TitleDocument2 paginiTable of Content: SR. TitlePratik KarekarÎncă nu există evaluări
- Lot Inspection Report For LPG New CylindersDocument3 paginiLot Inspection Report For LPG New CylindersJagannath MajhiÎncă nu există evaluări
- Welder's Master ListDocument8 paginiWelder's Master ListAnonymous rYZyQQot55Încă nu există evaluări
- Essential and Non-Essential Variables For WPS - PQRDocument4 paginiEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanÎncă nu există evaluări
- QA-R-04 - Visual Inspection ReportDocument1 paginăQA-R-04 - Visual Inspection ReportvinothÎncă nu există evaluări
- Avesta 3D ElectrodesDocument2 paginiAvesta 3D ElectrodesOndrej PelešÎncă nu există evaluări
- Welding Technology Steelconstr - EngDocument32 paginiWelding Technology Steelconstr - EngLukman Tarigan SumatraÎncă nu există evaluări
- Esab DublexDocument8 paginiEsab DublexSuphi YükselÎncă nu există evaluări
- Avesta 2D3D4DDocument12 paginiAvesta 2D3D4DKamal ShahÎncă nu există evaluări
- The Australian Welding Guide 2012Document220 paginiThe Australian Welding Guide 2012maxxandÎncă nu există evaluări
- L1 26159 en SOUDOTAPE 310MM 7SD9A01C 3204822 ENDocument1 paginăL1 26159 en SOUDOTAPE 310MM 7SD9A01C 3204822 ENkamals55Încă nu există evaluări
- Brochure Sugar IndustryDocument2 paginiBrochure Sugar Industrykamals55Încă nu există evaluări
- Product Catalog: In-Depth Know-HowDocument174 paginiProduct Catalog: In-Depth Know-HowbrayanÎncă nu există evaluări
- Bohler Fox S EV 50-1Document1 paginăBohler Fox S EV 50-1kamals55Încă nu există evaluări
- Bohler Fox N CM 2 KBDocument1 paginăBohler Fox N CM 2 KBkamals55Încă nu există evaluări
- Brochure Sugar IndustryDocument2 paginiBrochure Sugar Industrykamals55Încă nu există evaluări
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocument1 paginăL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55Încă nu există evaluări
- TQM BookDocument257 paginiTQM Bookimran27pk84% (19)
- UTP For Chemical IndustryDocument12 paginiUTP For Chemical Industrykamals55Încă nu există evaluări
- Lect 1 1610799804379Document42 paginiLect 1 1610799804379kamals55Încă nu există evaluări
- POV Total Quality Management An Early Adopter of The ISO Process Approach 1634453099052Document8 paginiPOV Total Quality Management An Early Adopter of The ISO Process Approach 1634453099052kamals55Încă nu există evaluări
- L1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENDocument1 paginăL1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENkamals55Încă nu există evaluări
- Bw140e - Welding in Tool MakingDocument24 paginiBw140e - Welding in Tool MakingAlvaro A. Kalle GonzalesÎncă nu există evaluări
- Boehler ElectrodesDocument506 paginiBoehler ElectrodesThomas Mitchell100% (1)
- UTP For OffshoreDocument16 paginiUTP For Offshorekamals55Încă nu există evaluări
- Manual For Surface Treatment of Stainless Steels: Lasting ConnectionsDocument40 paginiManual For Surface Treatment of Stainless Steels: Lasting ConnectionsAsgard Sanchez100% (1)
- Böhler Welding Produktkatalog EN 2019 1Document671 paginiBöhler Welding Produktkatalog EN 2019 1Bouzaida Maher100% (1)
- Process Analysis 202021 R1Document39 paginiProcess Analysis 202021 R1kamals55Încă nu există evaluări
- Cement Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler MetalsDocument2 paginiCement Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler Metalskamals55Încă nu există evaluări
- Böhler Welding Produktkatalog EN 2019 1Document671 paginiBöhler Welding Produktkatalog EN 2019 1Bouzaida Maher100% (1)
- Strips and Fluxes For Electroslag and Submerged Arc Welding: Tailor-Made Protectivity™Document38 paginiStrips and Fluxes For Electroslag and Submerged Arc Welding: Tailor-Made Protectivity™kamals55Încă nu există evaluări
- Steelworks Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler MetalsDocument2 paginiSteelworks Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler Metalskamals55Încă nu există evaluări
- UTP Raiilways BrochureDocument8 paginiUTP Raiilways Brochurekamals55Încă nu există evaluări
- Railways Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler MetalsDocument2 paginiRailways Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler Metalskamals55Încă nu există evaluări
- Facility Location & Layout (F)Document15 paginiFacility Location & Layout (F)kamals55Încă nu există evaluări
- Facility Location & Layout (F)Document15 paginiFacility Location & Layout (F)kamals55Încă nu există evaluări
- Process AnalysisDocument26 paginiProcess AnalysisMridula HariÎncă nu există evaluări
- Reference Cement HolcimDocument11 paginiReference Cement Holcimkamals55Încă nu există evaluări
- Facility LayoutDocument63 paginiFacility LayoutBharti KumariÎncă nu există evaluări
- Tubes and Pipes Potable Water SanitationDocument3 paginiTubes and Pipes Potable Water Sanitationkamals55Încă nu există evaluări
- Gib BracingDocument36 paginiGib BracingStefan Reuther100% (1)
- Sika MonoSeal 101 H EngDocument3 paginiSika MonoSeal 101 H Engjpantazis1975Încă nu există evaluări
- E 90 48Document4 paginiE 90 48Agus Qupink Luph AriaÎncă nu există evaluări
- Manual For Mini Project 1 (Slump Test)Document2 paginiManual For Mini Project 1 (Slump Test)Nor Azizah Mohd AliÎncă nu există evaluări
- HILTI Direct Fastening Technical Guide - Ed 18Document212 paginiHILTI Direct Fastening Technical Guide - Ed 18rodriguez.gaytanÎncă nu există evaluări
- Astm C 270 - 03Document14 paginiAstm C 270 - 03EliKax!Încă nu există evaluări
- Silica fume/CHAPTER 1Document45 paginiSilica fume/CHAPTER 1mohanÎncă nu există evaluări
- FULLTEXT01Document73 paginiFULLTEXT01hengkiirawan2008Încă nu există evaluări
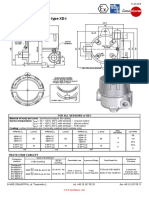
- Data Sheet - IECExDocument3 paginiData Sheet - IECExAndreas PalalanganÎncă nu există evaluări
- BOQ For Block WorkDocument16 paginiBOQ For Block Workbaboonijj100% (1)
- Technical Data Handbook of TK CorporationDocument172 paginiTechnical Data Handbook of TK CorporationGerard Adrian Bautista AnonuevoÎncă nu există evaluări
- Set 8-3 PDFDocument56 paginiSet 8-3 PDFAek JayÎncă nu există evaluări
- Asme Section Ii C Sfa-5.7Document10 paginiAsme Section Ii C Sfa-5.7Oscar Fernando Loaiza DiazÎncă nu există evaluări
- Local Stress CheckDocument7 paginiLocal Stress Checkprabhakaran.cÎncă nu există evaluări
- Timber: Heavy Duty Wood Screw & Rafter/Truss To Top Plate ConnectionDocument3 paginiTimber: Heavy Duty Wood Screw & Rafter/Truss To Top Plate ConnectionDan McGeeÎncă nu există evaluări
- Topic 3 - Concrete and MasonryDocument60 paginiTopic 3 - Concrete and MasonryYoseph BirruÎncă nu există evaluări
- Atc - Cur12Document1 paginăAtc - Cur12mahmoudÎncă nu există evaluări
- Module 4 - QuantityDocument12 paginiModule 4 - QuantityKimberly Wealth Meonada MagnayeÎncă nu există evaluări
- Floor Decking Sheets: Design ConsiderationsDocument2 paginiFloor Decking Sheets: Design ConsiderationsVikas MouryaÎncă nu există evaluări
- Zwaluw High Tack enDocument2 paginiZwaluw High Tack enRichard DÎncă nu există evaluări
- Strip Weld OverlayDocument24 paginiStrip Weld OverlaymayataÎncă nu există evaluări
- Sae Ams-Qq-A-250-4a-2010Document8 paginiSae Ams-Qq-A-250-4a-2010vinicius_bacellar100% (2)
- Lime & TimberDocument16 paginiLime & TimberRiya JaiswalÎncă nu există evaluări
- FPE Review 2 18th OctDocument18 paginiFPE Review 2 18th OctPrateek SachanÎncă nu există evaluări
- Iso 9227Document13 paginiIso 9227Raj Kumar100% (6)
- Logbook CEBDocument36 paginiLogbook CEBAnonymous ICo9rpfVt0Încă nu există evaluări
- Sikadur - 32 Normal: 2-Part Structural Epoxy Bonding AgentDocument4 paginiSikadur - 32 Normal: 2-Part Structural Epoxy Bonding AgentFarhanSyarifÎncă nu există evaluări
- Analysis of Full Depth Precast Concrete Bridge Deck PanelsDocument12 paginiAnalysis of Full Depth Precast Concrete Bridge Deck PanelsMedi EyobÎncă nu există evaluări
- CCANZ - Cracking (IB 73) PDFDocument8 paginiCCANZ - Cracking (IB 73) PDF4493464Încă nu există evaluări
- DPL DripPanElbowDocument1 paginăDPL DripPanElbowPartha Sarathi SadhukhanÎncă nu există evaluări