S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Arudha PDFDocument17 paginiArudha PDFRakesh Singh100% (1)
- 5620 SAM Rel 14 License Point Configuration ToolDocument416 pagini5620 SAM Rel 14 License Point Configuration Toolluis100% (1)
- Third Party Risk Management Solution - WebDocument16 paginiThird Party Risk Management Solution - Webpreenk8Încă nu există evaluări
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveDocument2 paginiVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985Încă nu există evaluări
- Church and Community Mobilization (CCM)Document15 paginiChurch and Community Mobilization (CCM)FreethinkerTianÎncă nu există evaluări
- Inverter 2 chiềuDocument2 paginiInverter 2 chiềuKhánh Nguyễn MinhÎncă nu există evaluări
- Hitachi Vehicle CardDocument44 paginiHitachi Vehicle CardKieran RyanÎncă nu există evaluări
- IJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyDocument12 paginiIJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyImpact JournalsÎncă nu există evaluări
- Test On Real NumberaDocument1 paginăTest On Real Numberaer.manalirathiÎncă nu există evaluări
- Passage To Abstract Mathematics 1st Edition Watkins Solutions ManualDocument25 paginiPassage To Abstract Mathematics 1st Edition Watkins Solutions ManualMichaelWilliamscnot100% (50)
- Sprinkler Sizing en v1Document12 paginiSprinkler Sizing en v1CristianDumitru0% (1)
- Logistic RegressionDocument7 paginiLogistic RegressionShashank JainÎncă nu există evaluări
- Aditya Academy Syllabus-II 2020Document7 paginiAditya Academy Syllabus-II 2020Tarun MajumdarÎncă nu există evaluări
- Ultra Electronics Gunfire LocatorDocument10 paginiUltra Electronics Gunfire LocatorPredatorBDU.comÎncă nu există evaluări
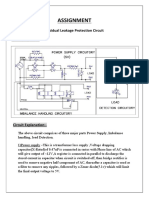
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 paginiAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaÎncă nu există evaluări
- Man Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Document36 paginiMan Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Eozz JaorÎncă nu există evaluări
- Scrum Exam SampleDocument8 paginiScrum Exam SampleUdhayaÎncă nu există evaluări
- Jurnal Job DescriptionDocument13 paginiJurnal Job DescriptionAji Mulia PrasÎncă nu există evaluări
- Exploring-Engineering-And-Technology-Grade-6 1Document5 paginiExploring-Engineering-And-Technology-Grade-6 1api-349870595Încă nu există evaluări
- Supply List & Resource Sheet: Granulation Techniques DemystifiedDocument6 paginiSupply List & Resource Sheet: Granulation Techniques DemystifiedknhartÎncă nu există evaluări
- Cash Flow July 2021Document25 paginiCash Flow July 2021pratima jadhavÎncă nu există evaluări
- 2007 ATRA Seminar ManualDocument272 pagini2007 ATRA Seminar Manualtroublezaur100% (3)
- Jinivefsiti: Sultan LorisDocument13 paginiJinivefsiti: Sultan LorisSITI HAJAR BINTI MOHD LATEPIÎncă nu există evaluări
- Sabian Aspect OrbsDocument8 paginiSabian Aspect Orbsellaella13100% (2)
- Concrete Pumping.: Squeeze PumpsDocument2 paginiConcrete Pumping.: Squeeze PumpsALINDA BRIANÎncă nu există evaluări
- Accessoryd-2020-07-31-185359.ips 2Document20 paginiAccessoryd-2020-07-31-185359.ips 2Richard GarciaÎncă nu există evaluări
- Aristotle - OCR - AS Revision NotesDocument3 paginiAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Levels of CommunicationDocument3 paginiLevels of CommunicationAiyaz ShaikhÎncă nu există evaluări
- The Bio-Based Economy in The NetherlandsDocument12 paginiThe Bio-Based Economy in The NetherlandsIrving Toloache FloresÎncă nu există evaluări
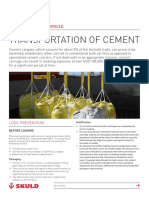
- Transportation of CementDocument13 paginiTransportation of CementKaustubh Joshi100% (1)