S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Operation Manual For WP4CD Series Marine Diesel Gen-SetDocument50 paginiOperation Manual For WP4CD Series Marine Diesel Gen-SetHenrique100% (1)
- Paper IEEE Arc FlashDocument7 paginiPaper IEEE Arc FlashVictor Manuel Levicoy OsorioÎncă nu există evaluări
- Everything You Need to Know About Fossil FuelsDocument34 paginiEverything You Need to Know About Fossil FuelsJohn Andrew GamboaÎncă nu există evaluări
- ISO 10816 Vibration Severity StandardsDocument1 paginăISO 10816 Vibration Severity StandardsDhi Adhi67% (3)
- Wartsila SP Technical Paper LPG Systems PDFDocument18 paginiWartsila SP Technical Paper LPG Systems PDFGhulam-ullah KhanÎncă nu există evaluări
- Laboratory Protocol Report - Group 1Document13 paginiLaboratory Protocol Report - Group 1Lucas JerichoÎncă nu există evaluări
- Arrange Circuits, Control and Protection For General Electrical Installations Week 2: Fault Loop ImpedanceDocument33 paginiArrange Circuits, Control and Protection For General Electrical Installations Week 2: Fault Loop ImpedanceMarco Antonio Moya VergaraÎncă nu există evaluări
- EVE 32 07eDocument45 paginiEVE 32 07eismoyoÎncă nu există evaluări
- Opinion: CrisilDocument12 paginiOpinion: CrisilarvindÎncă nu există evaluări
- Research Paper On Power Factor ImprovementDocument7 paginiResearch Paper On Power Factor Improvementcampsxek100% (1)
- AN0144 Line Reactors and Isolation TransformersDocument4 paginiAN0144 Line Reactors and Isolation TransformerstvnexusÎncă nu există evaluări
- Active Operation of Hydrogen Fuelling Stations To Support Renewable IntegrationDocument6 paginiActive Operation of Hydrogen Fuelling Stations To Support Renewable IntegrationDiego CamachoÎncă nu există evaluări
- Samanala Wawa PowerDocument2 paginiSamanala Wawa PowerNizam SalihÎncă nu există evaluări
- Led Voltage/Current Ratings TableDocument2 paginiLed Voltage/Current Ratings TableSzSz RaccoonVandererÎncă nu există evaluări
- Experiment No. 1 - DetailsDocument10 paginiExperiment No. 1 - DetailsRon Kristian OpolintoÎncă nu există evaluări
- Chapter6 PDFDocument17 paginiChapter6 PDFVignesh ChalapathyÎncă nu există evaluări
- 12 Demand Response AnalysisDocument47 pagini12 Demand Response AnalysisAbdul HaseebÎncă nu există evaluări
- IIT-Madras, Momentum Transfer: July 2005-Dec 2005Document23 paginiIIT-Madras, Momentum Transfer: July 2005-Dec 2005Rehan UmerÎncă nu există evaluări
- Steam Generators ExplainedDocument34 paginiSteam Generators ExplainedDeepak JangidÎncă nu există evaluări
- Classification of Substations: Step-Up or Primary SubstationsDocument24 paginiClassification of Substations: Step-Up or Primary SubstationsamittenserÎncă nu există evaluări
- Technical Data Sheet Mlt12Rr 115-127V 60Hz 1 R404A: Compressor Model Voltage RefrigerantDocument5 paginiTechnical Data Sheet Mlt12Rr 115-127V 60Hz 1 R404A: Compressor Model Voltage RefrigerantIsidro MendozaÎncă nu există evaluări
- Fission ReactionDocument5 paginiFission ReactionHemant RathvaÎncă nu există evaluări
- 070 Operating Manual Control and Monitoring SystemDocument780 pagini070 Operating Manual Control and Monitoring SystemBudhita MahaprasetyaÎncă nu există evaluări
- ESO203A Lab Manual 2015Document47 paginiESO203A Lab Manual 2015Apoorva KhandelwalÎncă nu există evaluări
- ps-605 11 Feb 21Document2 paginips-605 11 Feb 21api-170472102Încă nu există evaluări
- Al Boury Oil FieldDocument11 paginiAl Boury Oil FieldSherif MohammedÎncă nu există evaluări
- 8 Fundamental Equation of Fluid FlowDocument70 pagini8 Fundamental Equation of Fluid FlowKit Meng LimÎncă nu există evaluări
- Lecture 6 - The Bernoulli EquationDocument53 paginiLecture 6 - The Bernoulli EquationThatayamodimo KebueÎncă nu există evaluări
- P. K. Pattanaik Ieema Journal March 2021Document7 paginiP. K. Pattanaik Ieema Journal March 2021kjushnÎncă nu există evaluări
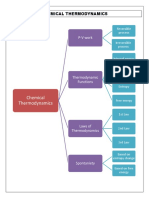
- CHEMICAL THERMODYNAMICS PRINCIPLESDocument12 paginiCHEMICAL THERMODYNAMICS PRINCIPLESKirtan KumarÎncă nu există evaluări