S-ar putea să vă placă și
- Ball Mill Testingjune99Document29 paginiBall Mill Testingjune99Shakil Ahmad83% (6)
- Ball Mill Audit and OptimizationDocument82 paginiBall Mill Audit and Optimizationanrulo100% (4)
- Ball Mill Inspection FinDocument77 paginiBall Mill Inspection FinTamer Fathy75% (4)
- Ball Mill Optimization PDFDocument82 paginiBall Mill Optimization PDFJackson Vu100% (2)
- Ball Mill Checking (Compatibility Mode)Document33 paginiBall Mill Checking (Compatibility Mode)Nael100% (9)
- Grinding TechnologiesDocument41 paginiGrinding TechnologiesJoseph Leveque100% (10)
- Grinding Course: Ball Charge Design MethodsDocument12 paginiGrinding Course: Ball Charge Design MethodsVishnu Vardhan . C100% (12)
- Mill Testing Optimisation and TargetingDocument134 paginiMill Testing Optimisation and TargetingArtemMirra90% (10)
- Cement Mill NotebookDocument32 paginiCement Mill NotebookNael92% (50)
- Max ball size by feed size and mill diameterDocument3 paginiMax ball size by feed size and mill diametervvijaybhan100% (1)
- 03 Ball Mill EDMDocument47 pagini03 Ball Mill EDMVishnu Vardhan . C92% (13)
- Process Train Ball MillDocument28 paginiProcess Train Ball MillvvijaybhanÎncă nu există evaluări
- 03 Ball MillsDocument71 pagini03 Ball Millsranaravikiran100% (5)
- Vertical Mill CalculationsDocument11 paginiVertical Mill CalculationsSai Sricharan Reddy84% (19)
- Kiln Heat-Up, Optimun Kiln OperationDocument42 paginiKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- 8 - 9 - Mill Optimisation Part 1 and 2Document82 pagini8 - 9 - Mill Optimisation Part 1 and 2bulentbulutÎncă nu există evaluări
- Ball Mill Volume LoadingDocument1 paginăBall Mill Volume LoadingPieter100% (4)
- Ball Mill Vs VRMDocument15 paginiBall Mill Vs VRMvvananth0% (2)
- VP - 10 - Ball Cement Mill Monitoring, Inspection & EvaluationDocument41 paginiVP - 10 - Ball Cement Mill Monitoring, Inspection & Evaluationrecai91% (11)
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pagini031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoÎncă nu există evaluări
- Ball Mill PresentationDocument34 paginiBall Mill PresentationISLAM I. Fekry100% (18)
- Loesche Round Table VICAT PDFDocument20 paginiLoesche Round Table VICAT PDFrecaiÎncă nu există evaluări
- Mill Ventilation MeasurementDocument5 paginiMill Ventilation MeasurementBùi Hắc HảiÎncă nu există evaluări
- Tips On Kiln OperationDocument10 paginiTips On Kiln OperationElwathig Bakhiet100% (2)
- Clinker Kiln TheoryDocument37 paginiClinker Kiln TheoryMehmet C100% (1)
- Clinker FormationDocument120 paginiClinker FormationDragos PlaesuÎncă nu există evaluări
- Mechanism of Clinker Coating Formation & FlameDocument39 paginiMechanism of Clinker Coating Formation & FlameNael93% (14)
- 1 Ball Mills 1Document106 pagini1 Ball Mills 1BharaniChirsabesan100% (3)
- Cement Cooler ProcessDocument57 paginiCement Cooler Processniteshvtank100% (2)
- Kiln Inlet Section Casting Procedure (LAFARGE)Document8 paginiKiln Inlet Section Casting Procedure (LAFARGE)Nael100% (3)
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDocument6 paginiGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- Cement Chapter 4Document11 paginiCement Chapter 4shani5573100% (2)
- Forms of Alkalies and Their Effect On Clinker FormationDocument11 paginiForms of Alkalies and Their Effect On Clinker Formationkonstantina139Încă nu există evaluări
- How limestone addition affects cement propertiesDocument5 paginiHow limestone addition affects cement propertiesHazem DiabÎncă nu există evaluări
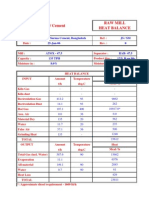
- Raw Mill Heat BalanceDocument1 paginăRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Ball Mill CalculationsDocument2 paginiBall Mill CalculationsGanesh.MahendraÎncă nu există evaluări
- Cement Vertical Mill Vs Ball MillDocument17 paginiCement Vertical Mill Vs Ball Millanrulo50% (2)
- Ball Mill CalculationsDocument12 paginiBall Mill Calculationsvvijaybhan80% (15)
- Cement Milling I Blue Circle PDFDocument24 paginiCement Milling I Blue Circle PDFIrshad HussainÎncă nu există evaluări
- Kiln Heat and Mass Balance September 2010Document20 paginiKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- 16 High Efficiency Separator LG 2005-02-02 DGLDocument23 pagini16 High Efficiency Separator LG 2005-02-02 DGLRobson DE Freitas WerlingÎncă nu există evaluări
- Tromp Curve Calculations and ResultsDocument3 paginiTromp Curve Calculations and Resultsrecai100% (2)
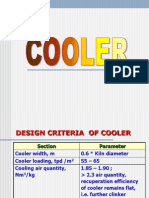
- Cooler Design and Operation CriteriaDocument19 paginiCooler Design and Operation Criteriatricky777100% (1)
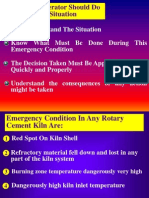
- Kiln Emergency YSDocument50 paginiKiln Emergency YSShadi Al Habbal100% (3)
- Rotary Kilns: Transport Phenomena and Transport ProcessesDe la EverandRotary Kilns: Transport Phenomena and Transport ProcessesEvaluare: 4.5 din 5 stele4.5/5 (4)
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseDe la EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseEvaluare: 4.5 din 5 stele4.5/5 (12)
- Cement Separator & Ball Mill OptimizationDocument29 paginiCement Separator & Ball Mill OptimizationAdelezzat OmranÎncă nu există evaluări
- 04 MillingDocument21 pagini04 MillingMKPashaPasha100% (1)
- Casting Technology: DC School Text BookDocument22 paginiCasting Technology: DC School Text BookTrang Anh ToànÎncă nu există evaluări
- Chapter IDocument36 paginiChapter Ihùng nguyễnÎncă nu există evaluări
- DESIGN AND FABRICATION OF MOULD FOR (1)Document20 paginiDESIGN AND FABRICATION OF MOULD FOR (1)ajaysurya9245Încă nu există evaluări
- DESIGN AND FABRICATION OF MOULD FORDocument20 paginiDESIGN AND FABRICATION OF MOULD FORajaysurya9245Încă nu există evaluări
- Abrasive Jet MachiningDocument25 paginiAbrasive Jet MachiningAjay BhaleraoÎncă nu există evaluări
- Factors Influencing The Grinding EfficiencyDocument27 paginiFactors Influencing The Grinding Efficiencynoelbaba71100% (1)
- Lev's Presentation, US-Russia Symposium English Only PDFDocument50 paginiLev's Presentation, US-Russia Symposium English Only PDFJulio César ChávezÎncă nu există evaluări
- Factors Influencing The Grinding EfficiencyDocument27 paginiFactors Influencing The Grinding Efficiencygrameshkreddy2013Încă nu există evaluări
- PV 1390 Cal R1Document44 paginiPV 1390 Cal R1namasralÎncă nu există evaluări
- Ball Mill - Operation, Inspection & OptimizationDocument38 paginiBall Mill - Operation, Inspection & OptimizationMadang Wijaya100% (2)
- CM ReportDocument18 paginiCM Reporthamedmustafa093Încă nu există evaluări
- Ball Milling - Final FinalDocument12 paginiBall Milling - Final FinalKrishna TejaÎncă nu există evaluări
- Sieve and Hydrometer AnalysisDocument12 paginiSieve and Hydrometer AnalysisMary TiquiÎncă nu există evaluări
- ME Paper - HIG Mill Modelling&optimizationDocument9 paginiME Paper - HIG Mill Modelling&optimization王柏昆Încă nu există evaluări
- Sieving Soil SamplesDocument11 paginiSieving Soil SamplesRommel ArmentaÎncă nu există evaluări
- Grain Size DistributionDocument5 paginiGrain Size Distributionসিদ্দিক অর্ণবÎncă nu există evaluări
- Physical Characterization of Granite Alteration Products For Use in Civil EngineeringDocument13 paginiPhysical Characterization of Granite Alteration Products For Use in Civil EngineeringKhlif NadaÎncă nu există evaluări
- Particulate Matter in InjectionDocument4 paginiParticulate Matter in InjectionSimona Florina PrecupÎncă nu există evaluări
- 385 389Document7 pagini385 389ingcardonaÎncă nu există evaluări
- Powder Metallurgy Science CH 1-CH 2Document32 paginiPowder Metallurgy Science CH 1-CH 2Adnan MaqboolÎncă nu există evaluări
- DASMA Civil Engineering Students Analyze Soil Grain SizeDocument5 paginiDASMA Civil Engineering Students Analyze Soil Grain SizeXam AcostaÎncă nu există evaluări
- Chapter 2Document42 paginiChapter 2Moustafa Mohamed BadrEldinÎncă nu există evaluări
- Completion FluildDocument154 paginiCompletion FluildCHUKWUEMEKE OSONDUÎncă nu există evaluări
- QA - Blast Design For Optimal Frag Webinar Jun20Document3 paginiQA - Blast Design For Optimal Frag Webinar Jun20Shivanand KhanappanavarÎncă nu există evaluări
- Particle characterization in pharmaceuticalsDocument6 paginiParticle characterization in pharmaceuticalsAchmad LatiefÎncă nu există evaluări
- Soil Classification SystemsDocument8 paginiSoil Classification SystemsChung MHÎncă nu există evaluări
- CE 242 Lab Manual Phase-1Document42 paginiCE 242 Lab Manual Phase-1SureshKuthadiÎncă nu există evaluări
- Assessment and Evaluation of Sand Control MethodsDocument23 paginiAssessment and Evaluation of Sand Control MethodsLawÎncă nu există evaluări
- Solid Liquid Filtration and Separation Technology - 1996 - Rushton - Appendix A Particle Size Shape and SizeDocument15 paginiSolid Liquid Filtration and Separation Technology - 1996 - Rushton - Appendix A Particle Size Shape and SizeDevpriy sahuÎncă nu există evaluări
- Grain Size AnalysisDocument13 paginiGrain Size AnalysisIna Therese Ardan100% (1)
- Screening Particle Size DistributionDocument40 paginiScreening Particle Size DistributionRavid GhaniÎncă nu există evaluări
- Particle CharacterizationDocument27 paginiParticle CharacterizationDANIELA HUERFANO BARRERAÎncă nu există evaluări
- Sieve Analysis Particle Size Distribution CurveDocument19 paginiSieve Analysis Particle Size Distribution CurveAlexander Escobedo Jr.Încă nu există evaluări
- The "Small" Automatic Ring Shear Tester RST-XS: Schüttgutmesstechnik Dr.-Ing. Dietmar SchulzeDocument2 paginiThe "Small" Automatic Ring Shear Tester RST-XS: Schüttgutmesstechnik Dr.-Ing. Dietmar SchulzeDianaNgÎncă nu există evaluări
- Test Dust - Test Dust Production - Particle TechnologyDocument2 paginiTest Dust - Test Dust Production - Particle TechnologyAman Katiyar100% (1)
- Disclosure To Promote The Right To InformationDocument8 paginiDisclosure To Promote The Right To InformationVision LaboratoryÎncă nu există evaluări
- Chapter Four-Mechanical Analysis of SoilDocument21 paginiChapter Four-Mechanical Analysis of Soilhussein darwishÎncă nu există evaluări
- Slurry-Flow Pressure Drop in Pipes With Modified Wasp Method (Ej) (MALI KHUDABADI Et Al) (SME Annual Meeting 2014-02) (13s)Document13 paginiSlurry-Flow Pressure Drop in Pipes With Modified Wasp Method (Ej) (MALI KHUDABADI Et Al) (SME Annual Meeting 2014-02) (13s)R_M_M_100% (4)
- The Preparation and Characterization of Porous Alumina Ceramics Using An Eco Friendly Pore (2305843009215216609)Document37 paginiThe Preparation and Characterization of Porous Alumina Ceramics Using An Eco Friendly Pore (2305843009215216609)Marin MedvedÎncă nu există evaluări
- Soil-I Dip 5th Chapter 3Document126 paginiSoil-I Dip 5th Chapter 3Sourabh SrivastavaÎncă nu există evaluări
- Universiti Putra MalaysiaDocument25 paginiUniversiti Putra MalaysiaMădălina ȘtefanÎncă nu există evaluări
- LA-950V2 - Software Instruction Manual PDFDocument119 paginiLA-950V2 - Software Instruction Manual PDFdavid arturo oriz rdzÎncă nu există evaluări