S-ar putea să vă placă și
- Calculations in Furnace Technology: Division of Materials Science and TechnologyDe la EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyEvaluare: 3 din 5 stele3/5 (2)
- Heat Balance CalculationsDocument32 paginiHeat Balance CalculationsSamehibrahem100% (2)
- Cooler EfficiencyDocument58 paginiCooler Efficiencyayaskant75100150% (2)
- Kiln Audit H&M Balance Calculation 2012Document24 paginiKiln Audit H&M Balance Calculation 2012Anonymous 3ESYcrKP100% (7)
- Kiln Burner Flame Momentum CalculationDocument6 paginiKiln Burner Flame Momentum CalculationVijay BhanÎncă nu există evaluări
- Burner CalculationDocument6 paginiBurner CalculationAnonymous 3ESYcrKP100% (4)
- Calculating primary fan momentum of coal transport barometerDocument5 paginiCalculating primary fan momentum of coal transport barometerTIRIANTOÎncă nu există evaluări
- V2 Materials Technology 2Document526 paginiV2 Materials Technology 2Liya Nur SholihahÎncă nu există evaluări
- Flame and Combustion Forcement Kilns KPK PDFDocument62 paginiFlame and Combustion Forcement Kilns KPK PDFPradeep KumarÎncă nu există evaluări
- Burner Design CriteriaDocument22 paginiBurner Design Criteriatricky777100% (4)
- Design of A Rotary Kiln For The ReductionDocument16 paginiDesign of A Rotary Kiln For The ReductionMadhav Krishna M100% (2)
- Fine Coal Conveying Velocity in Kiln Firing SystemDocument2 paginiFine Coal Conveying Velocity in Kiln Firing SystemVijay BhanÎncă nu există evaluări
- Heat Output CalculationsDocument17 paginiHeat Output CalculationsgvrrÎncă nu există evaluări
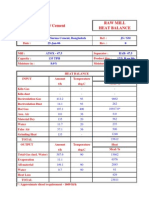
- Raw Mill Heat BalanceDocument1 paginăRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Model lime kilns optimize performanceDocument40 paginiModel lime kilns optimize performancearv_devÎncă nu există evaluări
- Flame MomentumDocument1 paginăFlame Momentumayaskant751001Încă nu există evaluări
- Binani Cement kiln process diagram analysisDocument99 paginiBinani Cement kiln process diagram analysissaji kumar100% (5)
- Kiln System Mass and Energy BalanceDocument24 paginiKiln System Mass and Energy BalanceAnonymous Cxriyx9HIX100% (1)
- KC 1.4 CalcinationDocument4 paginiKC 1.4 CalcinationCarlos HernanÎncă nu există evaluări
- Heat Calculation by SG.Document26 paginiHeat Calculation by SG.TIRIANTO0% (2)
- Maximum Kiln Shell Temperature Guide for Cement PlantsDocument8 paginiMaximum Kiln Shell Temperature Guide for Cement PlantsGiequatÎncă nu există evaluări
- Heat & Mass BalanceDocument2 paginiHeat & Mass Balancesneha_21100% (1)
- Fuel Analysis CalculationDocument2 paginiFuel Analysis CalculationRamachandran Venkatesh100% (1)
- Heat Balance of Kilns and Coolers and Related Topics PDFDocument62 paginiHeat Balance of Kilns and Coolers and Related Topics PDFAli HüthütÎncă nu există evaluări
- Cement kiln heat balance and energy auditDocument9 paginiCement kiln heat balance and energy auditZia Khan100% (3)
- CM 2 Filling DegreeDocument9 paginiCM 2 Filling DegreeElwathig BakhietÎncă nu există evaluări
- Sulfur FormationDocument56 paginiSulfur FormationkidcatÎncă nu există evaluări
- Coal BurnerDocument11 paginiCoal BurnerGeorge Markas50% (2)
- Cement Kiln Performance CalculationsDocument9 paginiCement Kiln Performance Calculationsvvijaybhan0% (2)
- 3500TPD Cement Plant Heat BalanceDocument2 pagini3500TPD Cement Plant Heat BalanceIrshad HussainÎncă nu există evaluări
- 5 - Introduction Q-Series Vs2 Customer Version2Document49 pagini5 - Introduction Q-Series Vs2 Customer Version2mahreza189100% (1)
- Burner Control PDFDocument23 paginiBurner Control PDFJunaid Mazhar100% (1)
- Cooler Balance 1Document17 paginiCooler Balance 1Tamer Fathy100% (1)
- Burner CalculationDocument29 paginiBurner Calculationjoshuadelapava100% (1)
- Clinker Temperature Measurement BoxDocument3 paginiClinker Temperature Measurement BoxVijay BhanÎncă nu există evaluări
- Pet Coke PDFDocument6 paginiPet Coke PDFMutyala Satya Vara Prasad100% (1)
- Coolers SystemDocument69 paginiCoolers SystemM.IBRAHEEM100% (1)
- Plant Kiln Fuel and Airflow ReportDocument1 paginăPlant Kiln Fuel and Airflow ReportBùi Hắc HảiÎncă nu există evaluări
- Formulas KilnDocument53 paginiFormulas KilnNael93% (14)
- Understanding Lime Kiln Chemistry to Improve OperationsDocument10 paginiUnderstanding Lime Kiln Chemistry to Improve OperationsDamme Haulion SidabutarÎncă nu există evaluări
- Burner PerformDocument4 paginiBurner Performjuanper01Încă nu există evaluări
- Grate Cooler Thermal AnalysisDocument14 paginiGrate Cooler Thermal Analysisaman131Încă nu există evaluări
- 102 Fuel Firing Systems PDFDocument84 pagini102 Fuel Firing Systems PDFGhassen Hammouda100% (2)
- Combustion CalcsDocument8 paginiCombustion CalcsZhaqir HusseinÎncă nu există evaluări
- Fuel and Combustion CalculationsDocument6 paginiFuel and Combustion Calculationsvvijaybhan100% (2)
- Cooler Design and Operation CriteriaDocument19 paginiCooler Design and Operation Criteriatricky777100% (1)
- Kiln Heat Balance 1Document33 paginiKiln Heat Balance 1Vipan Kumar Dogra75% (4)
- Mod 4Document58 paginiMod 4mkpqÎncă nu există evaluări
- Heat CalcultionDocument4 paginiHeat CalcultionDgk RajuÎncă nu există evaluări
- Heat Balance DiagramDocument29 paginiHeat Balance Diagramsanju_cgh100% (2)
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 paginiClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedÎncă nu există evaluări
- Combustion ManualDocument60 paginiCombustion ManualPradeep Kumawat100% (1)
- Swirlax BurnerDocument3 paginiSwirlax BurnerSafeer AbbasÎncă nu există evaluări
- Burner Training Book PDFDocument32 paginiBurner Training Book PDFjns1606Încă nu există evaluări
- How To Increase The Efficiency of Commercial BoilersDocument48 paginiHow To Increase The Efficiency of Commercial BoilersAnas AsifÎncă nu există evaluări
- Introduction To Boiler: Fire Tube BoilersDocument34 paginiIntroduction To Boiler: Fire Tube BoilersSandhya NaveenÎncă nu există evaluări
- Lecture 7 - Steam Generators: Mechanics of Steam BoilersDocument7 paginiLecture 7 - Steam Generators: Mechanics of Steam BoilersIjazzzAliÎncă nu există evaluări
- FurnacesDocument22 paginiFurnacesaipshitaÎncă nu există evaluări
- ME-216E Lab Manual for Energy ConversionDocument40 paginiME-216E Lab Manual for Energy ConversionmechgokulÎncă nu există evaluări
- BHMN 10900 IOM 31593F 0821 EnglishDocument8 paginiBHMN 10900 IOM 31593F 0821 EnglishjamesÎncă nu există evaluări
- Ed021084 Cummin Repair PDFDocument58 paginiEd021084 Cummin Repair PDFDoDuyBac100% (2)
- Operating The DC-3Document265 paginiOperating The DC-3tumbÎncă nu există evaluări
- Instruction Manual - Microchem 2 Chlorine Probes Series Cl4000Document26 paginiInstruction Manual - Microchem 2 Chlorine Probes Series Cl4000englishferÎncă nu există evaluări
- Perfect Chloro Systems - Gas ..Document6 paginiPerfect Chloro Systems - Gas ..nazar750Încă nu există evaluări
- Cleaver Brooks - Boiler Book 2011Document1.140 paginiCleaver Brooks - Boiler Book 2011kennnyp1100% (1)
- Design and Fabrication of Pneumatic RammDocument12 paginiDesign and Fabrication of Pneumatic RammJeremiah yunanaÎncă nu există evaluări
- 56 3260Document188 pagini56 3260Abdul RachmanÎncă nu există evaluări
- Compressed Substances ProcedureDocument8 paginiCompressed Substances ProcedureAditya Raj MishraÎncă nu există evaluări
- Catalogo K 20 en PDFDocument118 paginiCatalogo K 20 en PDFsanthoshkrishnaÎncă nu există evaluări
- G0025 BaldorDocument56 paginiG0025 BaldorSodoma12Încă nu există evaluări
- Amonia Hot Gas DefrostDocument4 paginiAmonia Hot Gas DefrostSergio HernandezÎncă nu există evaluări
- 2019 Carencro Operation Maintenance Manual ReducedDocument440 pagini2019 Carencro Operation Maintenance Manual ReducedBensmatElHouariÎncă nu există evaluări
- Pc138uslc-10 Shop ManualDocument1.388 paginiPc138uslc-10 Shop ManualPHÁT NGUYỄN THẾ100% (8)
- Chapter 8 Rev 2 Air SystemDocument12 paginiChapter 8 Rev 2 Air SystemAnonymous 340A7vnwV1Încă nu există evaluări
- Pneumatic System - Three PhaseDocument138 paginiPneumatic System - Three Phaseriajul94% (16)
- Pneurobotic ArmDocument15 paginiPneurobotic ArmYogi BhimaniÎncă nu există evaluări
- Turbo Generator & Its AuxiliariesDocument89 paginiTurbo Generator & Its AuxiliariesPapun ScribdÎncă nu există evaluări
- A t3 Super Choke Operational Manual PDFDocument64 paginiA t3 Super Choke Operational Manual PDFMonica Caicedo100% (1)
- Bosch - Rexroth - Marine Technic - 2002 PDFDocument291 paginiBosch - Rexroth - Marine Technic - 2002 PDFVilius BukysÎncă nu există evaluări
- 6.4L Fuel Supply SystemDocument5 pagini6.4L Fuel Supply SystemWilson Bueno100% (1)
- Vetco Gray Controls PartsDocument0 paginiVetco Gray Controls PartsEgbe Iledi Edan AsiwajuÎncă nu există evaluări
- Select the Right Pressure Reducing Valve for Steam ApplicationsDocument82 paginiSelect the Right Pressure Reducing Valve for Steam Applicationstungbk9Încă nu există evaluări
- Catalogo ELE USA en InglesDocument82 paginiCatalogo ELE USA en InglesIvan Cabrera100% (1)
- Installation, Operation, and Maintenance Manual Welker Composite Liquid SamplerDocument23 paginiInstallation, Operation, and Maintenance Manual Welker Composite Liquid Samplereduardo martinez villabonaÎncă nu există evaluări
- Laboratory Safety ManualDocument36 paginiLaboratory Safety ManualLuyanda NkambuleÎncă nu există evaluări
- Becker CntrlValve Instr CatalogDocument12 paginiBecker CntrlValve Instr Catalogisidromundarain67Încă nu există evaluări
- Lennox G26Document53 paginiLennox G26Kyle ZielinskiÎncă nu există evaluări
- Gas Cutting by GnanasekaranDocument44 paginiGas Cutting by GnanasekaranKavipriyan KaviÎncă nu există evaluări
- Aquastar 125FX ManualDocument24 paginiAquastar 125FX ManualMrTheBossÎncă nu există evaluări
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDe la EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesEvaluare: 4.5 din 5 stele4.5/5 (21)
- ISO 50001: A strategic guide to establishing an energy management systemDe la EverandISO 50001: A strategic guide to establishing an energy management systemÎncă nu există evaluări
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionEvaluare: 5 din 5 stele5/5 (1)
- Operational Amplifier Circuits: Analysis and DesignDe la EverandOperational Amplifier Circuits: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (2)
- The Way Home: Tales from a life without technologyDe la EverandThe Way Home: Tales from a life without technologyEvaluare: 4 din 5 stele4/5 (45)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDe la EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsÎncă nu există evaluări
- The Grid: The Fraying Wires Between Americans and Our Energy FutureDe la EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureEvaluare: 3.5 din 5 stele3.5/5 (48)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDe la EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentEvaluare: 4.5 din 5 stele4.5/5 (21)
- Renewable Energy: A Very Short IntroductionDe la EverandRenewable Energy: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (12)
- Asset Integrity Management for Offshore and Onshore StructuresDe la EverandAsset Integrity Management for Offshore and Onshore StructuresÎncă nu există evaluări
- The Rare Metals War: the dark side of clean energy and digital technologiesDe la EverandThe Rare Metals War: the dark side of clean energy and digital technologiesEvaluare: 5 din 5 stele5/5 (2)
- Build Your Own Electric Vehicle, Third EditionDe la EverandBuild Your Own Electric Vehicle, Third EditionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridDe la EverandShorting the Grid: The Hidden Fragility of Our Electric GridEvaluare: 4.5 din 5 stele4.5/5 (2)
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyDe la EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyÎncă nu există evaluări
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)
- Industrial Piping and Equipment Estimating ManualDe la EverandIndustrial Piping and Equipment Estimating ManualEvaluare: 5 din 5 stele5/5 (7)
- Handbook on Battery Energy Storage SystemDe la EverandHandbook on Battery Energy Storage SystemEvaluare: 4.5 din 5 stele4.5/5 (2)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsDe la EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsÎncă nu există evaluări
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksDe la EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksÎncă nu există evaluări
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ADe la EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AEvaluare: 5 din 5 stele5/5 (1)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDe la EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialÎncă nu există evaluări
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionÎncă nu există evaluări