S-ar putea să vă placă și
- Aahan's BirthdayDocument22 paginiAahan's BirthdayDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Quality Circles For Vikramshila StudentsDocument22 paginiQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- New File ListDocument2 paginiNew File ListDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Educational Multimedia On Hydraulics and PneumaticsDocument89 paginiEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Document8 pagini2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Girls Hostel FormDocument1 paginăGirls Hostel FormDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Document4 paginiDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Prospectus For 13-14Document42 paginiProspectus For 13-14DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocument34 paginiQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Boys Hostel FormDocument1 paginăBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Salary Slip - May 2014Document5 paginiSalary Slip - May 2014DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Domestic Water Heater PDFDocument39 paginiDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Prospectus For 14-15Document44 paginiProspectus For 14-15DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Pramod Naik's Letter Director MsbteDocument1 paginăPramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Prospectus Data 2013-14Document12 paginiProspectus Data 2013-14DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Creativity & The Business IdeaDocument12 paginiCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Inplant TrainingDocument1 paginăInplant TrainingDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Importance of Diploma Education For Rural StudentsnnDocument55 paginiImportance of Diploma Education For Rural Studentsnnvspd2010Încă nu există evaluări
- Nss Allotment Request Letter ModifiedDocument2 paginiNss Allotment Request Letter ModifiedDIPAK VINAYAK SHIRBHATE75% (4)
- Classification of EnterprenuersDocument12 paginiClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Proposal For New PolytechnicDocument7 paginiProposal For New PolytechnicDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Rule 3Document1 paginăRule 3DIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Leave ApplicationDocument2 paginiLeave ApplicationDIPAK VINAYAK SHIRBHATE100% (2)
- Autocad 2009 Tips and Tricks DVSDocument24 paginiAutocad 2009 Tips and Tricks DVSDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Mainframe Vol-II Version 1.2Document246 paginiMainframe Vol-II Version 1.2Nikunj Agarwal100% (1)
- MB m.2 Support Am4Document2 paginiMB m.2 Support Am4HhhhCaliÎncă nu există evaluări
- Cinegy User ManualDocument253 paginiCinegy User ManualNizamuddin KaziÎncă nu există evaluări
- The Yield Stress MythDocument5 paginiThe Yield Stress MythRavi Kiran TađaþanenǐÎncă nu există evaluări
- 4 MPM Scope - OutputDocument45 pagini4 MPM Scope - OutputSajid Ali MaariÎncă nu există evaluări
- Stair Pressurization - ALLIED CONSULTANTDocument8 paginiStair Pressurization - ALLIED CONSULTANTraifaisalÎncă nu există evaluări
- tt130 Ultrasonic Wall Thickness Material Thickness Gauge Instruction Manual PDFDocument20 paginitt130 Ultrasonic Wall Thickness Material Thickness Gauge Instruction Manual PDFelmek jayaÎncă nu există evaluări
- University of Tennessee - ChattanoogaDocument34 paginiUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARÎncă nu există evaluări
- Logcat 1693362990178Document33 paginiLogcat 1693362990178MarsÎncă nu există evaluări
- CT2000 Manual EN 20151202 PDFDocument634 paginiCT2000 Manual EN 20151202 PDFKhang NguyenÎncă nu există evaluări
- Floor Plans & ElevationsDocument6 paginiFloor Plans & Elevationsbryan cardonaÎncă nu există evaluări
- Abstract of ASTM F1470 1998Document7 paginiAbstract of ASTM F1470 1998Jesse ChenÎncă nu există evaluări
- GYANDOOT SamitiDocument16 paginiGYANDOOT SamitivinaykoolsÎncă nu există evaluări
- Viewnet Diy PricelistDocument2 paginiViewnet Diy PricelistKhay SaadÎncă nu există evaluări
- Status Profile Creation and Assignment To An Order Type in SAP PPDocument7 paginiStatus Profile Creation and Assignment To An Order Type in SAP PPHemant UNICHEMLLPÎncă nu există evaluări
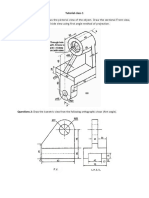
- Tutorial Class 1 Questions 1Document2 paginiTutorial Class 1 Questions 1Bố Quỳnh ChiÎncă nu există evaluări
- An Analysis of The Ejector-Ram-Rocket EngineDocument9 paginiAn Analysis of The Ejector-Ram-Rocket Enginefundamental_aeroÎncă nu există evaluări
- Detailed Lesson Plan in Science 5Document5 paginiDetailed Lesson Plan in Science 5hs4fptm82gÎncă nu există evaluări
- Molinos VerticalesDocument172 paginiMolinos VerticalesLeonardo RodriguezÎncă nu există evaluări
- Tectubi Raccordi Nuclear Ref ListDocument8 paginiTectubi Raccordi Nuclear Ref Listpomabe13Încă nu există evaluări
- Yucca Mountain Safety Evaluation Report - Volume 2Document665 paginiYucca Mountain Safety Evaluation Report - Volume 2The Heritage FoundationÎncă nu există evaluări
- Strength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeDocument6 paginiStrength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeansarÎncă nu există evaluări
- 1.5SMC Series-1864824 PDFDocument8 pagini1.5SMC Series-1864824 PDFRizwan RanaÎncă nu există evaluări
- ANSYS Mechanical Basic Structural NonlinearitiesDocument41 paginiANSYS Mechanical Basic Structural NonlinearitiesalexÎncă nu există evaluări
- A New Finite Element Based On The Strain Approach For Linear and Dynamic AnalysisDocument6 paginiA New Finite Element Based On The Strain Approach For Linear and Dynamic AnalysisHako KhechaiÎncă nu există evaluări
- M.3 Pressure Switches Hex 24: Rohs IiDocument18 paginiM.3 Pressure Switches Hex 24: Rohs IiSeyedAli TabatabaeeÎncă nu există evaluări
- Desmophen 1200 - en - 00134597 17947398 20766463Document3 paginiDesmophen 1200 - en - 00134597 17947398 20766463Sabri AeroChemÎncă nu există evaluări
- Excel 2016: Large Data 1 : Sorting and FilteringDocument19 paginiExcel 2016: Large Data 1 : Sorting and FilteringSapna JoshiÎncă nu există evaluări
- Communicating With Instromet Q-Sonic Ultrasonic Gas FlowmetersDocument13 paginiCommunicating With Instromet Q-Sonic Ultrasonic Gas Flowmeterssyed jeelani ahmedÎncă nu există evaluări
- Wear Study On SS316L, Ti-6Al-4V, PEEK, Polyurethane and Alumina Used As Bio-MaterialDocument5 paginiWear Study On SS316L, Ti-6Al-4V, PEEK, Polyurethane and Alumina Used As Bio-MaterialRing MasterÎncă nu există evaluări