S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- 01 - Crane ControlDocument80 pagini01 - Crane ControlRAMGOPAL RÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Operation and Maintenance Manual Bulletin Nh220Document4 paginiOperation and Maintenance Manual Bulletin Nh220Cordova MarcosÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- 250 C18 Illustrated Parts CatalogDocument242 pagini250 C18 Illustrated Parts CatalogAleja Paty Altamar100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Triumph Daytona 675 Race Kit ManualDocument33 paginiTriumph Daytona 675 Race Kit ManualThunderbird3100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Transtecno Global Gearmotor CatalogDocument214 paginiTranstecno Global Gearmotor CatalogDamiano ZitoÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
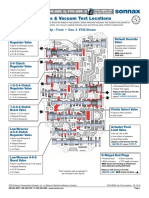
- Critical Wear Areas & Vacuum Test Locations: Control Valve Body Assembly - Front - Gen. 2 6T40 ShownDocument4 paginiCritical Wear Areas & Vacuum Test Locations: Control Valve Body Assembly - Front - Gen. 2 6T40 ShownМихаил БолотинÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Volvo 9400 6X2 MULTI-AXLE Coach: When The Best GetsDocument8 paginiVolvo 9400 6X2 MULTI-AXLE Coach: When The Best GetsNiraj SinghÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Mechanical Engineer CV for Assistant Mechanic RoleDocument2 paginiMechanical Engineer CV for Assistant Mechanic RoleUpendra ChoudharyÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Caravan Owners Hbook 2006 PDFDocument186 paginiCaravan Owners Hbook 2006 PDFjose antonio Mellado100% (1)
- Subaru - Impreza Service ManualDocument90 paginiSubaru - Impreza Service ManualSunthron Somchai100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- 01Air-Elect Feb2015 PDFDocument27 pagini01Air-Elect Feb2015 PDFjuan100% (1)
- Vibratory Soil Compactor CS533E EN PDFDocument16 paginiVibratory Soil Compactor CS533E EN PDFJuan EstebanÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- AUTOMATIC TRANSMISSION Powertrain Control Module (PCM) - Electrical Diagnostics - 68RFE - Ram Pickup PDFDocument294 paginiAUTOMATIC TRANSMISSION Powertrain Control Module (PCM) - Electrical Diagnostics - 68RFE - Ram Pickup PDFcharlesÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- T8. Fault Codes PDFDocument33 paginiT8. Fault Codes PDFStefan ChivuÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Non-excitation tap switch guideDocument23 paginiNon-excitation tap switch guidehendrias_budiÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- ISA 960201 SPBoard November2007Document24 paginiISA 960201 SPBoard November2007Heymonth ChandraÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Ficha Tecnica Narrow Vein DrillDocument4 paginiFicha Tecnica Narrow Vein DrillJuan David Rondinel BulejeÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- JUNKKARI OY - Brosura Cu Semanatori PDFDocument16 paginiJUNKKARI OY - Brosura Cu Semanatori PDFDinyÎncă nu există evaluări
- Merlin Service Ops Ap1590 66-88 PDFDocument231 paginiMerlin Service Ops Ap1590 66-88 PDFPaolo Fontanazzi100% (2)
- QD165-5 Radical SR10 Owners ManualDocument69 paginiQD165-5 Radical SR10 Owners ManualrodizianoÎncă nu există evaluări
- Transmissao Voith Gearbox Retarder System GO170 GO210 With R115E 60 Pag PDFDocument60 paginiTransmissao Voith Gearbox Retarder System GO170 GO210 With R115E 60 Pag PDFDardan Husi0% (1)
- Citroen c4 Picasso PDFDocument266 paginiCitroen c4 Picasso PDFAroma OrganicaÎncă nu există evaluări
- Grove Gear Products Catalog 8050Document436 paginiGrove Gear Products Catalog 8050fsijestÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- CASE 580 Super M Presentation PreliminaryDocument6 paginiCASE 580 Super M Presentation PreliminaryDian SikumbangÎncă nu există evaluări
- Spare Parts Catalog Hfc1035kd - d836Document465 paginiSpare Parts Catalog Hfc1035kd - d836أحمد العابد80% (5)
- InTech-Guidelines For Transient Analysis in Water Transmission and Distribution SystemsDocument22 paginiInTech-Guidelines For Transient Analysis in Water Transmission and Distribution Systemsuserscribd2011100% (1)
- Diesel engine parts documentDocument569 paginiDiesel engine parts documentNKG1001Încă nu există evaluări
- Still R20-15, 16,18 y 20 (Ingles 02-2000) PDFDocument242 paginiStill R20-15, 16,18 y 20 (Ingles 02-2000) PDFJuan Carlos Rubio FrescoÎncă nu există evaluări
- Certified Maintenance and Reliability TechnicianDocument26 paginiCertified Maintenance and Reliability TechnicianAnonymous LfeGI2hM100% (1)
- Servo 769dDocument71 paginiServo 769dmiguel_catÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)