S-ar putea să vă placă și
- Design of Monorail SystemsDocument20 paginiDesign of Monorail SystemsAshfaq Anwer50% (2)
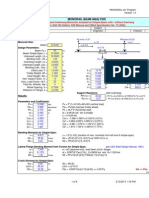
- Monorail CalculationDocument10 paginiMonorail CalculationMiftakhu ZaimÎncă nu există evaluări
- Anchor Bolt DesignDocument26 paginiAnchor Bolt Designdwicahyo_as100% (1)
- MonorailDocument6 paginiMonorailrosemaryhere8649100% (1)
- Monorail DesignDocument8 paginiMonorail Designtali011971Încă nu există evaluări
- Appendix A.1: Monorail Beam Design With 3MT SWL, S2 Type (Fy 250 Mpa)Document10 paginiAppendix A.1: Monorail Beam Design With 3MT SWL, S2 Type (Fy 250 Mpa)sundarÎncă nu există evaluări
- Beam Column Base Plate DesignDocument10 paginiBeam Column Base Plate DesignSPUD1100% (3)
- Lifting Eye DesignDocument1 paginăLifting Eye DesignFabio Okamoto0% (1)
- Anchor Rod Edge DistanceDocument2 paginiAnchor Rod Edge Distancewudongxiao3953Încă nu există evaluări
- Design of Grating For PlatformDocument5 paginiDesign of Grating For Platformvj8584100% (2)
- OSHA standards for fixed laddersDocument7 paginiOSHA standards for fixed laddersken910076Încă nu există evaluări
- Bolt Grip Length PDFDocument1 paginăBolt Grip Length PDFmatthewwalls4386100% (2)
- Steel Members DesignDocument195 paginiSteel Members DesignStephen JamesÎncă nu există evaluări
- Equipment StructuresDocument86 paginiEquipment StructuresFauzankalibata100% (1)
- "Circbase" - Steel Column Circular Base Plate Analysis: Program DescriptionDocument8 pagini"Circbase" - Steel Column Circular Base Plate Analysis: Program Descriptionjigarshah21Încă nu există evaluări
- Structural Design Calculation SampleDocument17 paginiStructural Design Calculation Sampleihpeter83% (6)
- Steel Connection DesignDocument115 paginiSteel Connection DesignPratikto WibowoÎncă nu există evaluări
- "Monorail" - Monorail Beam Analysis: Program DescriptionDocument7 pagini"Monorail" - Monorail Beam Analysis: Program DescriptionvenkieeÎncă nu există evaluări
- Guide to Joist Girder Connections (40Document36 paginiGuide to Joist Girder Connections (40Jesus Rafael Curiel PensoÎncă nu există evaluări
- Lifting Beam CalculationDocument2 paginiLifting Beam CalculationAvish ShahÎncă nu există evaluări
- Anchor Design Guide Hilti PDFDocument120 paginiAnchor Design Guide Hilti PDFChris MedeirosÎncă nu există evaluări
- Connection, Stiffeners, Brackets, Curved Beam, Crane, Cutouts, Lifting Lug DesignDocument50 paginiConnection, Stiffeners, Brackets, Curved Beam, Crane, Cutouts, Lifting Lug DesignapirakqÎncă nu există evaluări
- Anchor Bolt DesignDocument60 paginiAnchor Bolt DesignS.s. LeeÎncă nu există evaluări
- Polaris Pipe Support Design StandardDocument5 paginiPolaris Pipe Support Design Standardsrinivas_j3166100% (1)
- Design of Monorail SystemsDocument20 paginiDesign of Monorail Systemsaiyubi2Încă nu există evaluări
- Hoist Basics and StandardsDocument13 paginiHoist Basics and StandardswillchamÎncă nu există evaluări
- Scissor Lift Research PaperDocument6 paginiScissor Lift Research Papernozyk1m0nut2100% (1)
- MAC SEC FINAL_mergedDocument12 paginiMAC SEC FINAL_mergedhanafi7180Încă nu există evaluări
- CEMA - SpillGuardingBestPracticesDocument10 paginiCEMA - SpillGuardingBestPracticesBambang MurtjahjantoÎncă nu există evaluări
- Design of High-Speed Railway Turnouts: Theory and ApplicationsDe la EverandDesign of High-Speed Railway Turnouts: Theory and ApplicationsEvaluare: 4.5 din 5 stele4.5/5 (4)
- EMT 303 Topic 2Document22 paginiEMT 303 Topic 2Mike JeavansÎncă nu există evaluări
- Crane Safety WorkbookDocument34 paginiCrane Safety WorkbookozdoguÎncă nu există evaluări
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesDe la EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesEvaluare: 5 din 5 stele5/5 (3)
- Crane Safety Training for EngineersDocument34 paginiCrane Safety Training for EngineersdkavitiÎncă nu există evaluări
- Tower Crane InspectionDocument111 paginiTower Crane InspectionMulatua Sirait80% (5)
- Utlilites Working Heights Resource 4913Document40 paginiUtlilites Working Heights Resource 4913Adel SukerÎncă nu există evaluări
- Overhead Crane Safety-Three Major Hazards and Preventative MeasuresDocument4 paginiOverhead Crane Safety-Three Major Hazards and Preventative Measureseladio30Încă nu există evaluări
- Lifting Code of PracticeDocument18 paginiLifting Code of PracticeOnaFajardoÎncă nu există evaluări
- Best Practices For Loading Dock Safety + Safety ChecklistDocument13 paginiBest Practices For Loading Dock Safety + Safety ChecklistEdward LodriguitoÎncă nu există evaluări
- Acop & UcmpDocument11 paginiAcop & Ucmpbugse100% (1)
- RISK MANAGEMENT GUIDANCE FOR CONSTRUCTION INDUSTRYDocument36 paginiRISK MANAGEMENT GUIDANCE FOR CONSTRUCTION INDUSTRYdarshmyselfÎncă nu există evaluări
- Civil EngineeringDocument11 paginiCivil EngineeringPradeepÎncă nu există evaluări
- Lifting Code of PracticeDocument34 paginiLifting Code of Practiceakubestlah67% (3)
- 2018380186MDBILASHMEHEDIfatigue Life ModelDocument14 pagini2018380186MDBILASHMEHEDIfatigue Life Modelbilash mehediÎncă nu există evaluări
- Working Safely With Bridge and Gantry CranesDocument44 paginiWorking Safely With Bridge and Gantry CranesGogyÎncă nu există evaluări
- Best Practices in Overpressure ProtectionDocument10 paginiBest Practices in Overpressure Protectionrvkumar61Încă nu există evaluări
- Preventing Falls Tail Lift GuideDocument20 paginiPreventing Falls Tail Lift GuidejoeÎncă nu există evaluări
- Hoisting and Rigging Safety Manual: Construction Safety Association of OntarioDocument170 paginiHoisting and Rigging Safety Manual: Construction Safety Association of OntariomossamorrisÎncă nu există evaluări
- Door ConstructionDocument10 paginiDoor ConstructionManuel Gallegos CalderónÎncă nu există evaluări
- Bulk Material Handling Belt-Conveyor-CatalogDocument21 paginiBulk Material Handling Belt-Conveyor-CatalogjayÎncă nu există evaluări
- cHECK TURNDocument84 paginicHECK TURNDanial IlyasaÎncă nu există evaluări
- OS 01 Optimisation of Effective-TATATechnologiesDocument8 paginiOS 01 Optimisation of Effective-TATATechnologiesNagaArjunÎncă nu există evaluări
- Leading-Edge Concepts: Section 5Document73 paginiLeading-Edge Concepts: Section 5jgguiaÎncă nu există evaluări
- General Guide For Cranes: What Is A Crane?Document18 paginiGeneral Guide For Cranes: What Is A Crane?Eyanya MtilaÎncă nu există evaluări
- Annexure - 2 AENDocument4 paginiAnnexure - 2 AENamininamdar996Încă nu există evaluări
- Training Simulators Smooth OperationsDocument2 paginiTraining Simulators Smooth Operationsfawmer61Încă nu există evaluări
- Safety Alert On Lift Installation and Maintenance WorksDocument5 paginiSafety Alert On Lift Installation and Maintenance WorkskelvincmlauÎncă nu există evaluări
- Mobile Crane Inspection FormDocument6 paginiMobile Crane Inspection FormSham AranÎncă nu există evaluări
- Aspen Modelos AliviosDocument10 paginiAspen Modelos AliviossalcedopozasÎncă nu există evaluări
- Steps To Achieving Better Safety in The Cement IndustryDocument3 paginiSteps To Achieving Better Safety in The Cement IndustryEleanor KhansaÎncă nu există evaluări
- I GirderDocument222 paginiI Girderapi-38406300% (1)
- Deflection GirderDocument113 paginiDeflection Girderapi-3840630100% (1)
- Deflection NoticeDocument2 paginiDeflection Noticeapi-3840630Încă nu există evaluări
- Cmaa Overhead CraneDocument8 paginiCmaa Overhead Craneapi-3840630100% (4)
- Iowa Dot GirderDocument21 paginiIowa Dot Girderapi-3840630Încă nu există evaluări
- 3 Rotational Spectroscopy1Document19 pagini3 Rotational Spectroscopy1Omprakash LatiyalÎncă nu există evaluări
- Catálogo Phywe 2017Document246 paginiCatálogo Phywe 2017Antonio Herrera EscuderoÎncă nu există evaluări
- Acs SassiDocument325 paginiAcs SassiAnonymous M4BGwOkIpÎncă nu există evaluări
- Case study of an oil refinery distillation columnDocument5 paginiCase study of an oil refinery distillation columnGustavo Balarezo InumaÎncă nu există evaluări
- Kinetic energy of helicopter rotor in 38 charactersDocument4 paginiKinetic energy of helicopter rotor in 38 charactersrcwegerifÎncă nu există evaluări
- John Titor Time MachineDocument23 paginiJohn Titor Time Machinemiguelangelo1981Încă nu există evaluări
- Computation Fluid Dynamics Prof. Dr. Suman Chakraborty Department of Mechanical Engineering Indian Institute of Technology, KharagpurDocument39 paginiComputation Fluid Dynamics Prof. Dr. Suman Chakraborty Department of Mechanical Engineering Indian Institute of Technology, KharagpurAqib SiddiqueÎncă nu există evaluări
- Calculate Motor Efficiency, Horsepower, Speed and TorqueDocument2 paginiCalculate Motor Efficiency, Horsepower, Speed and TorqueAmir Dillawar100% (2)
- Comparing seismic codes of Japan, USA and IranDocument11 paginiComparing seismic codes of Japan, USA and IranhazelfidÎncă nu există evaluări
- Answers Structural Erol FinalDocument6 paginiAnswers Structural Erol FinalJACQUELINE BUHAYÎncă nu există evaluări
- Project in ScienceDocument4 paginiProject in ScienceEpejema Tagarao AmaroÎncă nu există evaluări
- 1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgDocument13 pagini1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgbanhrangÎncă nu există evaluări
- Bridge-Design of Shallow FoundationsDocument35 paginiBridge-Design of Shallow FoundationshassscribedÎncă nu există evaluări
- Typical Vibration Signatures AnalysisDocument8 paginiTypical Vibration Signatures Analysisdfz138100% (1)
- Final BeamDocument18 paginiFinal BeamNikhilÎncă nu există evaluări
- Ansys Aqwa User Manual 2.4.1Document8 paginiAnsys Aqwa User Manual 2.4.1ODG_290473Încă nu există evaluări
- Physics 2009 WaecDocument9 paginiPhysics 2009 WaecSamuel OlaÎncă nu există evaluări
- Control Valves QuizDocument2 paginiControl Valves QuizAndrei SabaterÎncă nu există evaluări
- Modeling and Simulation of Inverted Pendulum System Using Matlab: OverviewDocument4 paginiModeling and Simulation of Inverted Pendulum System Using Matlab: OverviewShoaib chishtyÎncă nu există evaluări
- ISSMGE Combined Pile-Raft Foundation Guideline: July 2013Document29 paginiISSMGE Combined Pile-Raft Foundation Guideline: July 2013Chandu ManneÎncă nu există evaluări
- STRUCTURAL DESIGN OF HAND RAIL TITLEDocument3 paginiSTRUCTURAL DESIGN OF HAND RAIL TITLEmsiddiq1100% (1)
- Measurment of ViscosityDocument21 paginiMeasurment of ViscosityGailan GardiÎncă nu există evaluări
- Spring Stiffness Experiment at University of BalamandDocument14 paginiSpring Stiffness Experiment at University of BalamandTanya DeebÎncă nu există evaluări
- Perancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101Document9 paginiPerancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101eko nurmawanÎncă nu există evaluări
- Numerical and Experimental Approach For Roll Grinding ProcessDocument7 paginiNumerical and Experimental Approach For Roll Grinding ProcessGinanjar Surya RamadhanÎncă nu există evaluări
- Linear and Nonlinear Buckling of Thin Shells of RevolutionDocument12 paginiLinear and Nonlinear Buckling of Thin Shells of Revolutiongiuseppe0% (1)
- L&T Construction Designs Decentralized SBR Sewage Treatment PlantDocument17 paginiL&T Construction Designs Decentralized SBR Sewage Treatment Planteco protectionÎncă nu există evaluări
- Soil Young's ModulusDocument1 paginăSoil Young's ModulusAndre UlianovÎncă nu există evaluări
- Physics 10 Reviewer Question SheetDocument5 paginiPhysics 10 Reviewer Question SheetAntonette TabilÎncă nu există evaluări
- Slab reinforcement design calculationsDocument34 paginiSlab reinforcement design calculationsGayan IndunilÎncă nu există evaluări