Inteinship Repoit
PEL TRANSF0RNERS
SubmlLLed Lo
P8 ueparLmenL
SubmlLLed 8y
Laeeq Ahamad lalz
NAN0FACT0RINu PR0CESS
Winding Section
Sc MSteriS
SLrlpped Cu wlre
Lnamel Cu wlre
Cu foll
InsuStion
ress an
ulamond uoLLed paper
1hermo ducL
Crey aper
normax aper
Class llbre 1ape
Types of Winding
ackeL Wlndlng
ulsc Wlndlng
Layer Wlndlng
loll Wlndlng
Sitting MScbine
used on uu and copper foll Lo cuL ln requlred slzes
LT Winding MScbine
ulfferenL Lypes of machlnes are used
1 lor raLlngs up Lo 30kva sLrlpped copper wlre ls used for L1 wlLh 3 layer paper lnsulaLlon
2 lor raLlngs above 30kvA copper foll ln used wlLh 2 layers of uu and Lhermo ducL paper for
coollng purpose
3 8undle of 16 sLrlpped copper conducLors ls used for raLlngs hlgher Lhan 200 kvA as per
cusLomers demand
T Winding MScbine
number of Lurns ls vlslble on Lhe panel of Lhe machlne
Lnameled copper wlre ls used for P1 wlndlng for almosL all Lype of wlndlngs
1aps are provlded afLer speclfles number of Lurns as per deslgn
AuxiiSries Snd Purpose
Lnd Collar for lnsulaLlon and mechanlcal sLrengLh
ress an aper Lo prevenL wlndlng from damage
ulamond uoLLed aper Lo provlde lnsulaLlon Lo prevenL shorLenlng
Coollng uucLs afLer 2 or 3 layers
8us 8ar acL as connecLlng lead
llber Class Lape used aL sLarLs and ends for holdlng purpose
FinS Product
CompleLe P1 L1 wlndlng seL per hase
uSity Cbeck
1urn 8aLlo 1esL
8C1
roper lnsulaLlon
number Cf Layers Accordlng 1o ueslgn
Mechanlcal dlmenLlons
Core Section
Sc MSteriS
Slllcon SLeel SheeL
60 mm Lo 1000 mm Lhlckness
Cradlng M4
lmporLed from lrance uk and uSA
Sitting MScbine
ConverLs Slllcon SLeel SheeL roller Lo Sllced Slllcon SLeel SheeL of dlfferenL slzes
CuLLlng uslng blades ad[usLed by dlglLal venlre callpers
llrsL Llme manual sLarLs Lhen sensors are used Lo conLlnue process
SDI Cut to Lengtb MScbine
ConverLs Sllced Slllcon SLeel roller Lo lengLhs of ?oke CenLral Llmb and Llmbs as per
requlred
Working
used for 200kvA or above Lransformer
1wo cuLLlngs aL a Llme
ShlfLlng dlameLer generally 03 mm
Speclal arrangemenL for noLchlng
CuLLlng aL 43 degree
resslng machlnes are used for manual worklng
LAE MScbine
ConverLs Sllced Slllcon SLeel roller Lo lengLhs of ?oke CenLral Llmb and Llmbs as per
requlred
used for speclal Lransformer oLher Lhan sLandard
1hree cuLLlngs aL a Llme
More LfflclenL
LAE MeSsuring uSity Cbeck
arameLers LengLh and Angle
Lrror of 01 ln lengLh
Core MSking
LamlnaLlons are sLacked manually Lo Lake Lhe form of core 1op yoke ls flxed afLer core
wlndlng assembly
uSity Cbeck
Sllced arameLer lron Loss
use good maLerlal
CuLs musL be flne and sharp blades Lo avold burs
varnlshlng and proper lamlnaLlons Lo avold rusLlng
AL Llme of clumplng welghL musL be equal Lo LhaL of drawlngs
no gaps beLween lamlnaLlons
TANK SECTIUN
Sc MSteriS
MS (mild steel) sheet
CR (cold role) sheet
Fin foding MScbine
draulic bending
Gripping Ior alignment
Jock pressing
Block sheet and Rod Ior supporting
Tig Weding
Aragon Gas
Support welding
Mig Weding
CO
2
gas |20|
Aragon gas |80|
Overlapping welding Ior prevention oI leakage oI gas
Bottom support and welding
Bottom Irame and Iins weld together
1]I 1ank
Cover |ate
CuLLlng
nlbbllng
Lmbosslng
alnLlng
S|des
I|nned pane|
llnn Maklng
CuLLlng
S|de wa||
CuLLlng
8endlng
Weldlng
Irame
8aw maLerlal
CuLLlng
Weldlng
8ottom
CuLLlng
8endlng
arLs
r
o
c
e
s
s
Sbot BSst
one beIore Painting
15 min spra oI steel shots
Remove oil
Provide roughness in surIace
uSity cbeck [testing]
Diesel testing
Process
Grip the transIormers
Insert diesel oil
Check Ior leakage
Recheck hdraulic machine
10 -200 KVA transIormers , 15 psi pressure
400 650 KVA transIormers , 5 psi pressure
For checking , appl leather surI.
DIP TEST
Process
Completel enclose transIormer
ip in Water
Check For Leakage
PSint Sbop
or Cleaning
egreasing
Rinsing
erusting
Rinsing
Phospating
ot Rinsing
Passed to paint section
For transIormers below 650 KVA , auto spra painting
For transIormers above 650 KVA , manual spra painting
Passed to Iurnaces Ior Iusing paint and dring
Assemby section
Sc mSteriS
CP block
Limb paper
Partition paper
LT saIet paper
Steel Strip
Flame
Tape charger
Aluminum press washer
Core Coi Connection
Get core structure and winding both LT and T
Fixed both on core structure
BCT
Test Ior checking turn ratio using special instrument
T Connection
elta connection made on T with Tap Changer Attached
LT Connection
Y connection in LT winding
Get 4 Terminal 3 Ior phase and 1 Ior neutral
T tSpping
Tap charger is installed such that two oI the tapings short
Used as voltage regulator
ACT
AIter connections test is arranged to test proper working
Pre tanking
Bushes used Ior insulation
T bushing
10-100 KVA 200 A
200 KVA 600A
400KVA 1000A
1000KVA 2000A
1500KVA 3000A
2000KVA 3000A
Cover PSte Assemby
PAT
e bolt
Nut bolt
Through bolt
Convee tol
Shut
LT busbing
iIIerent bushes are used as per the design requirement
FurnSce LoSding
Put in Iurnace
eated to 130c
10, 15, 50, 100, 200 KVA 24 hi
250 KVA |MPC0| 48hi
Ui fiing cbSmber
Vacuum the installed assembl Ior 35 minutes
AIter that transIormer oil is Iilled such that halI the gauge is Iilled
For 500 KVA and above oil Iilling is done manuall
Then placed in Iurnace Ior dring
Rest time is 24 hrs
AIter that oil gauge pressure gauge, dial tpe and name plate are attached
TRANSF0RNER BESIuN
SPECIFICATIUNS
100KVA TransIormer esign.
CUE DESICN
k 0.4;
S 25;
2
=
V
t1
= K - V
t1
6.1436
T
2
v2
Lt
T
2
39
B
m
1.6;
I 50;
=
.
Ai0.0173
2
=
Ks
-
6
Ag17831
2
core
_
4Ag
K1n
core
157.4332
STEP 1:
W
1
0.95d149.5616
Thick1 0.35d55.1016
=
c
.
L
1
180
a
1
w
1
0.3(l1-1)8.76.3
STEP 2:
W
2
0.95d 133.8182
Thick
2
0.35d 31.4866
=
c
.
L
2
105
a
2
w10.3(l2-1) 807.3
STEP 3:
W
3
0.95d 112.5648
Thick
3
0.35d 25.9765
=
c
.
L
3
87
a
3
w10.3(l3-1) 297.9
STEP 4:
W
4
0.95d 86.5883
Thick
4
0.35d 21.2535
=
c
.
L
4
69
a
4
w10.3(l4-1) 1792.4
STEP 5:
W
5
0.95d 55.1016
Thick
5
0.35d 15.7433
=
c
.
L
5
49
a
5
w10.3(l5-1) 1783.2
a a1a2a3a4a5;
Ag
2
a - Ag
T DESIGN:
H =
K
K - V
H = 8.88
L2 2.6;
=
H
I
A
2
80.2619
A
21
(11)-0.3
No. oI conductorsC
2
A2
A21
C
2
116
LBT
2
1.6 0.5 C2 92.8
LC
2
LBT24 371.2
B
2
((1.61.6)2) 4 10.4
HT WINDING:
=
T
1
1880
I
1
4.5455
= .
a
1
1.6835
H =
_
- o
n
T 1.4641
Packets4;
Tuins in each Packet =
totuI tuns
puckcts
470
LC
1
LC
2
LC
1
4P 3s 371.2
S4
LC14P12
P89.8
=
11
4
470
TPL
P
H1
- 60
I =
1LP
1PL
8
B
1
(TLP) ((LP-1)0.1) 12.4126
PARAMETERS:
2i
d
core
16 173.4332
2o
d
2i
(2b2) 194.2322
alpha 30
1i
2o
(2alpha) 254.2332
1o
1i
( 2 B
1
) 279.0584
d
2m
(d
2i
d
2o
)0.5;
Lmt
2
pi
2m
;
length
2
Lmt
2
t
2
;
= (. -
-6
) - (
J
)
Cu2 3i2i2r2 2196.7
= - J - o - 8.9 -
1m
(
1i
1o
)0.5;
Lmt
1
a
1m
;
length
1
Lmt
1
T
1
=
.
-
J
Cu
1
3I1I1I1;
= - J - o - 8.9 -
weightCu weight
1
weight
2
Cu
3
Cu
1
Cu
2
;
Cu 1.1Cu
3
W L
C1
80 451.2
CL
1o
10 289.0584
SW 0.95
core
149.5616
corelength ((3W)(4CL)(2SW1.25))Ai7.65 381.5637
SP 0.8;
coreloss corelengthsp;
iron 1.2coreloss 366.3
pJcJ =
Percent 1.4645
I =
( +o) n
pJcJ = (. n - I .
-6
2
) - (
opo + b + b
c
)
Percentx 3.7458
percentz sqrt((percentrpercentr)(percentxpercentx))
percentz 4.0219
n1;
pI 1;
cJc =
- p J
- p J +
JoJ
+
J
2
eIIicienc eIIicienc100 98.32
CW 70
width (2cl)d1o (2cw);
C 70
width widthx0.001 0.9972
leng
1o
(2C);
leng lengx0.001 .4191
height wh(20.95core)50220;
height heightx0.001 1.0203
St 2(heightwidth)2(lengheight) 2.89
heat (Cu iron)1.5 3844.5
theta (heat/(12.5st)) 106.4221
oil 45;
I =
hcut-(3,725 st 45)
8.775 45st
3
surIace (x-1)st 5.6192
oJo =
_ -
] = .98
bs =
sJoc
oJo
=
-SLC1- A- UAL1 CnLCk
I& QC is divided in 2 sections:
Incoming
Testing
Incoming
The purpose of the following tests is to test the enamel wire.
MSndri test
namel Cu wire is wounded over its own dia.
8-10 turns are given
Zero cracks are checked
eSt Sbock test
Samples are prepared in electric oven Ior 155-160 C
uration: hour
Then, mandrill test is perIormed
BreSkdocn test
The specimen oI wire is approx. 400 mm is taken
Length is doubled and twisted Ioe distance oI 1125 mm
Tension and no oI twists in wire are as per spec. IC 60317 and BS-4516
Loop at the end oI twisted section is cut at 2 places to give max. space b/w cut end
namel is removed Irom one pair oI ends and test voltage is applied through high port test
set
Reading Irom voltmeter is noted and compared Irom specs.
Pee off test
Sizes over 1 mm
Wire about 600 mm length placed in tester
consisting oI 2 Iix devices 500 mm apart on same axis
One able to rotate and speciIied weight attached to Iix side oI device.
B mean oI scraper enamel wire is removed.
Opposite sides oI wire rotating Iixing device is now driven at speed oI 60-100 rev/min
The no. oI rev. are calculated Irom Iormula
R173/d (dia.)
AIter appling no. oI rev., chipping oI enamel is checked.
Zero chipping is required to qualiI enamel Cu wire
EongStion test
longation to Iracture oI enameled measured b elongation tester
Length b/w 200 and 250 mm
Wire stretched at rate not more than 5mm/sec.
AIter Iracture, Iinal L` is measured
longation is calculated in value
It should be less than that speciIied in IC.
The purpose of the following test is to test the cover plate.
Bird Protection test
Cover plate is placed on a wooden on a wooden stand
igh port tester is connected
8 KV is applied Ior 1 min.
II the cover plate withstand the voltage, it is Iine.
The purpose oI the Iollowing test is to test the gasket.
CSsket test
Also known as change oI mass`
Pieces oI 1.2 inches
Weight beIore dipping in oil
ip in oil at 110C and 72 hours
Weight again aIter dipping in oil
Check cracks
iIIerence in weight should be in 5 tolerance
tolerance Final- initial/initial*100
TESTINu
outine tests
Voltage ratio test
Measurement oI winding resistance
Megger test
No load test
load test
separate source voltage test
induces voltage test
dielectric strength oI oil
ExpSnStion
Induced votSge test
Rated voltage oI LT side is doubled
Rated Ireq. is increased 4 times
LT appl 30 sec
To test turn to turn insulation
igb votSge test
T shorted and 34 KV is given Ior 1 min.(wapda standard)
IC standard voltage Ior T 28 kV
LT and bod is shorted and grounded
No oSd osses
T open
T rated voltage
Iron loses are noted
LoSd osses
LT short
T rated current
Wapda standard 75 C
Losses (23575)/(23535)*(losses at ambient temp.)
Stra losses are reversed
Losses (23535)/(23575)*(losses at ambient temp.)
Temp. test
LT short
T is connected to wattmeter
Fe and Cu losses are measured
Temp. stable when 1C diIIerence in 1 hour
namel damage -~ induce voltage Iail
umidit -~ T test Iails
TrSnsformer Ui Test
Sr. Name Of
Test
Unit IEC
Recommendation
A
IEC
Recommendation
B
Comments
1. Visual
Inspection
- No Contamination - Fill in Beaker
Check In Light
2. SpeciIic
Gravit
g/ml 0.895 - Fill in 500 ml Beaker
Use speciIic gravit
Meter
3. Viscosit CST/m
m2/s
40mm2/s 20C 12mm2/s 40C 2 tpes oI viscosit
are checked i.e. cold
and hot
For cold, Iactor is
1.6732
For hot , Iactor is
0.1260
4. ielectric
Strength
kV ~30
BeIore Lab
Treatment
~70
AIter Lab Treatment
B.. Test is used
Checked upto 75C
when oil breaks down
5. Acidit Value mgKO
/g
0.03 0.01 Old method was to
test with chemicals.
New method ,Titrino
Plus meter is used.
6. Pour Point C -30 - ecreases
Temperature and
Check when oil
Ireezes.
S-ar putea să vă placă și
- BMC 1100 & 1300 Workshop ManualDocument324 paginiBMC 1100 & 1300 Workshop ManualMichael Carnell93% (15)
- NIST-5031 Lighting and Power Installations Rev 1Document20 paginiNIST-5031 Lighting and Power Installations Rev 1CK TangÎncă nu există evaluări
- Radiator TTPDocument16 paginiRadiator TTPDax Xenos Arenas100% (1)
- 6 - Mixing of Transformer OilsDocument15 pagini6 - Mixing of Transformer Oilsgaurang1111100% (1)
- Technicalspecification: For 315kva Sub-Station EquipmentDocument6 paginiTechnicalspecification: For 315kva Sub-Station EquipmentHarun Mohamod100% (1)
- MRS (Main Receiving Substation)Document4 paginiMRS (Main Receiving Substation)Rahul Gautam100% (4)
- How To Calculate Sizing of Vacuum Circuit BreakerDocument5 paginiHow To Calculate Sizing of Vacuum Circuit Breakershahadat08Încă nu există evaluări
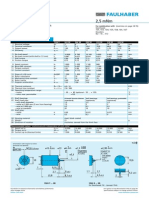
- Faulhaber DatasheetDocument5 paginiFaulhaber DatasheetMuhammad SharifÎncă nu există evaluări
- EN6114Document14 paginiEN6114akayirÎncă nu există evaluări
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDe la EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsÎncă nu există evaluări
- Piping Handbook - Hydrocarbon Processing - 1968Document140 paginiPiping Handbook - Hydrocarbon Processing - 1968VS271294% (16)
- Electrical Circuits & FieldsDocument90 paginiElectrical Circuits & FieldsDeep AgarwalÎncă nu există evaluări
- Maintenance of Transformer-Ksk MathDocument14 paginiMaintenance of Transformer-Ksk MathbijoyÎncă nu există evaluări
- GE Pricelist 6th JuneDocument52 paginiGE Pricelist 6th JuneYogesh Kumar50% (4)
- Price List - Amf PanelDocument1 paginăPrice List - Amf Panelrdeepak99100% (1)
- Schneider Price ListDocument34 paginiSchneider Price ListscribddaduÎncă nu există evaluări
- MCB - MCCB - ELCB - RCCB - Electrical Notes & ArticlesDocument11 paginiMCB - MCCB - ELCB - RCCB - Electrical Notes & ArticlesLalantha KodikaraÎncă nu există evaluări
- hpOBN8EbR3mVP4IOQBQF9g EPD-AbbreviationDocument3 paginihpOBN8EbR3mVP4IOQBQF9g EPD-AbbreviationSahih AqeedahÎncă nu există evaluări
- Abb Switchgear PricelistDocument360 paginiAbb Switchgear PricelistH.S Engineering worksÎncă nu există evaluări
- L&T ACBsDocument38 paginiL&T ACBsPavan KumarÎncă nu există evaluări
- How To Calculate Generator SizingDocument2 paginiHow To Calculate Generator Sizing10rodriguezÎncă nu există evaluări
- 6.6 KV System Stage-2Document8 pagini6.6 KV System Stage-2raghavendran raghuÎncă nu există evaluări
- Capacitor Step Size Selection Guidelines in APFC PanelsDocument4 paginiCapacitor Step Size Selection Guidelines in APFC PanelsAditya Pandey100% (1)
- 220kV Subsattion.Document20 pagini220kV Subsattion.sanju0156100% (1)
- Axpert Eazy +LATESTDocument12 paginiAxpert Eazy +LATESTAmtech Aniruddh50% (2)
- Star Delta CalculationsDocument9 paginiStar Delta CalculationsWaseem Tariq100% (1)
- Room Air Conditioner: Service ManualDocument39 paginiRoom Air Conditioner: Service ManualSakthivel PÎncă nu există evaluări
- Doha Cables - Products CatalogueDocument174 paginiDoha Cables - Products CatalogueJeremy Mcfadden50% (2)
- To Determine The Efficiency of A DC Machine by Direct Load TestDocument8 paginiTo Determine The Efficiency of A DC Machine by Direct Load Testdns sÎncă nu există evaluări
- L&T Switchgear Panel Accessories Price ListDocument44 paginiL&T Switchgear Panel Accessories Price Listnitin hadkeÎncă nu există evaluări
- Powerguard Heavy DutyDocument12 paginiPowerguard Heavy DutyOdion Usunobun Julius100% (1)
- Assignment 2Document2 paginiAssignment 2bunny mochiÎncă nu există evaluări
- HWX SparesDocument6 paginiHWX SparesMohan SaravanaÎncă nu există evaluări
- Electrical Power Systems - C. L. Wadhwa PDFDocument120 paginiElectrical Power Systems - C. L. Wadhwa PDFcollegeaitsÎncă nu există evaluări
- CV & SV OLTC Operating InstructionDocument34 paginiCV & SV OLTC Operating InstructionAlvinÎncă nu există evaluări
- Maacpmicro1 Eng PDFDocument221 paginiMaacpmicro1 Eng PDFSarah SalinasÎncă nu există evaluări
- Polycab Wire Price List 2012-213Document11 paginiPolycab Wire Price List 2012-213Sanjay DevrajÎncă nu există evaluări
- Transmission and Distribution DesignDocument31 paginiTransmission and Distribution DesignER.Master Ajay RimalÎncă nu există evaluări
- Timers, Time, Switches, Hour Meters & Supply MonitorsDocument24 paginiTimers, Time, Switches, Hour Meters & Supply MonitorsnogeshwarÎncă nu există evaluări
- 132 KV BOQ To VenderDocument6 pagini132 KV BOQ To VenderAbhishek Joshi100% (1)
- TNEB EstimateDocument6 paginiTNEB Estimateanandpurushothaman100% (1)
- 01.spa CatlogDocument16 pagini01.spa CatlogRavinder Gulair100% (1)
- MC31ADocument5 paginiMC31APuneet RanaÎncă nu există evaluări
- Capacitor EpcosDocument5 paginiCapacitor EpcosmateusT850100% (1)
- 11 KV 200 Amp 3 Pole AB Switch Technical Specification: ScopeDocument4 pagini11 KV 200 Amp 3 Pole AB Switch Technical Specification: ScopeVIKRAM DESAIÎncă nu există evaluări
- PNTDocument2 paginiPNTnnabyendu.sahaÎncă nu există evaluări
- Motor Starter Components Finder - ATS48C14QDocument7 paginiMotor Starter Components Finder - ATS48C14QMateus HenriqueÎncă nu există evaluări
- + " (,-CC C-C". +CC C /.01# (2."c"" - 3 ( - 1&Document6 pagini+ " (,-CC C-C". +CC C /.01# (2."c"" - 3 ( - 1&zeepÎncă nu există evaluări
- Erection Boq BPPLDocument9 paginiErection Boq BPPLGyan SagarÎncă nu există evaluări
- Applications Shaft SealDocument23 paginiApplications Shaft SealMandisa Sinenhlanhla NduliÎncă nu există evaluări
- Catalogue LRC TS NewDocument16 paginiCatalogue LRC TS Newliang_thailandÎncă nu există evaluări
- Fan Secimi HesabıDocument11 paginiFan Secimi HesabıOguzhanKÎncă nu există evaluări
- Transformer BushingDocument11 paginiTransformer BushingNunna BaskarÎncă nu există evaluări
- Light Duty Commercial Electric Water Heaters: Junior, Tall & Short Models - 6 To 120 GallonsDocument2 paginiLight Duty Commercial Electric Water Heaters: Junior, Tall & Short Models - 6 To 120 GallonssasikalaÎncă nu există evaluări
- Tesys Contactors DDocument6 paginiTesys Contactors DJabir QuadriÎncă nu există evaluări
- 06 SCT Extended PDFDocument40 pagini06 SCT Extended PDFSlobodan Antic100% (2)
- Climmy TopLine ENG Lindab PDFDocument43 paginiClimmy TopLine ENG Lindab PDFMussawer HasnainÎncă nu există evaluări
- Semikron SKB - 25 - 07238680Document3 paginiSemikron SKB - 25 - 07238680shamkhairnarÎncă nu există evaluări
- Angled Low Profile Unit Coolers: SeriesDocument2 paginiAngled Low Profile Unit Coolers: SeriesnotreallymedioÎncă nu există evaluări
- Valv - Expans-Regul. HANSEN PDFDocument4 paginiValv - Expans-Regul. HANSEN PDFJuan PanÎncă nu există evaluări
- Costing For SwroDocument1.021 paginiCosting For Swroganesh100% (2)
- Meai Mar 2010Document36 paginiMeai Mar 2010Daneshwer VermaÎncă nu există evaluări
- Mauser 98K - Model 48 Rifle ManualDocument20 paginiMauser 98K - Model 48 Rifle ManualMeor Amri96% (28)
- Le22a1321 AocDocument130 paginiLe22a1321 AocEchefisEchefisÎncă nu există evaluări
- Islamic Law - WaterDocument12 paginiIslamic Law - WaterAnum FaheemÎncă nu există evaluări
- Teaching Finite Element Analysis For Design Engineers: August 2011Document7 paginiTeaching Finite Element Analysis For Design Engineers: August 2011Nelu CheluÎncă nu există evaluări
- 20 Site SummaryDocument2 pagini20 Site SummaryMuzammil WepukuluÎncă nu există evaluări
- Using Dapper Asynchronously inDocument1 paginăUsing Dapper Asynchronously inGiovani BrondaniÎncă nu există evaluări
- Optimizing Technique-Grenade Explosion MethodDocument18 paginiOptimizing Technique-Grenade Explosion MethodUday Wankar100% (1)
- Justine J. Beroy: Career ObjectivesDocument5 paginiJustine J. Beroy: Career ObjectivesJustine BeroyÎncă nu există evaluări
- IRF350Document7 paginiIRF350sanniviÎncă nu există evaluări
- Gathering Network RequirementsDocument30 paginiGathering Network RequirementsAmin ZangetsuÎncă nu există evaluări
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocument15 paginiAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiÎncă nu există evaluări
- ENOVIA V6 Product PortfolioDocument32 paginiENOVIA V6 Product PortfolioARUN PATILÎncă nu există evaluări
- 85GDocument4 pagini85GBeny StephenÎncă nu există evaluări
- Oracle Jrockit Mission Control Lab GuideDocument17 paginiOracle Jrockit Mission Control Lab GuideashuhegdeÎncă nu există evaluări
- Manual CRM-91H 93H 9SDocument2 paginiManual CRM-91H 93H 9SFilip FilipovicÎncă nu există evaluări
- ED ProcessDocument9 paginiED ProcesskhanasifalamÎncă nu există evaluări
- Nuevo CvuDocument1 paginăNuevo CvuJesús GonzálezÎncă nu există evaluări
- Efficia Infant WarmingDocument8 paginiEfficia Infant WarmingNurhidayat MursalinÎncă nu există evaluări
- Curriculum Vitae: Augusto Javier Puican ZarpanDocument4 paginiCurriculum Vitae: Augusto Javier Puican Zarpanfrank_d_1Încă nu există evaluări
- Structured ProgrammingDocument31 paginiStructured ProgrammingkakaboomÎncă nu există evaluări
- Lesson Plan 2 Road FurnitureDocument4 paginiLesson Plan 2 Road FurnitureShahbaz SharifÎncă nu există evaluări
- Asgmnt HECRASDocument7 paginiAsgmnt HECRASShahruzi MahadzirÎncă nu există evaluări
- UH-60A Blackhawk Eng. Simulation Program, Vol. 1, Math ModelDocument361 paginiUH-60A Blackhawk Eng. Simulation Program, Vol. 1, Math Modelmanitheaerialfighter100% (1)
- EN 1991-1-4 NA enDocument4 paginiEN 1991-1-4 NA enanuj3936100% (1)
- SR No Co Name Salutation Person Designation Contact NoDocument4 paginiSR No Co Name Salutation Person Designation Contact NoAnindya SharmaÎncă nu există evaluări
- Iec60092-350 (Ed2 0) enDocument7 paginiIec60092-350 (Ed2 0) enAzad RahmanÎncă nu există evaluări
- Huawei: Quidway Full Series Ethernet Routing SwitchesDocument90 paginiHuawei: Quidway Full Series Ethernet Routing SwitchesWalter Aguiar0% (1)
- 1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliDocument29 pagini1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliYogeesh B EÎncă nu există evaluări