Documente Academic
Documente Profesional
Documente Cultură
Informe Final Zarzal 2
Încărcat de
Vivian VillamilDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Informe Final Zarzal 2
Încărcat de
Vivian VillamilDrepturi de autor:
Formate disponibile
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
INSPECCIN POR ULTRASONIDO PHASED ARRAY Y MEDISION DE ESPESORES A POLIDUCTO CARTAGO - YUMBO 6 MORELCO S.A.
PUNTOS INSPECCIONADOS KM 16+242,41, KM 16+243,04, KM 16+937,08, KM 17+021,59, KM 16+549,62, KM 16+579,62, KM 16+556,71, KM 5+931,04, KM 5+865,03, KM 5+863,86
INSPECCIN REALIZADA POR ING. OSCAR ALEJANDRO VILLAMIL
ZARZAL (VALLE), 1 DE OCTUBRE DE 2010
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
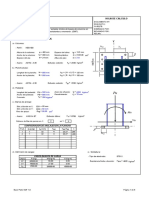
1. OBJETIVO Garantizar la calidad, as como la integridad y el cumplimiento de requisitos y caractersticas de los materiales y equipos inspeccionados mediante ultrasonido (Defectologia y medicin de espesores), utilizando sistema de barrido tipo SCAN C. As mismo cumplir con los requerimientos de interpretacin, evaluacin y reporte de las inspecciones realizadas. 2. ALCANCE Este ensayo de Inspeccin por Ultrasonido Phased Array en el sistema de barrido tipo SCAN-A, SCAN-S y SCAN C, aplicable en la inspeccin de materiales ferrosos, en la deteccin de defectos y discontinuidades para garantizar la calidad en cuanto a sanidad del material. Se Realiza una medicin de espesores en la zona de la abolladura para detectar perdidas de espesor por corrosin y garantizar la calidad del material inspeccionado. 3. PERSONAL El personal que realiza las operaciones es un Ingeniero debidamente calificado y certificado en UT Nivel II segn SNT-TC-1A. Adems tiene a su cargo interpretar los resultados obtenidos durante el trabajo y determinar su aceptabilidad de acuerdo a los estndares establecidos por el Cdigo a aplicar. 4. EQUIPO UTILIZADO Equipo: ULTRASONIDO PHASED ARRAY. Marca: GENEAL ELECTRIC. Modelo: PHASOR XS. Equipo: ULTRASONIDO MEDICION DE ESPESORES. Marca: STREEL TEL. Modelo: POCKET MIKE.
PALPADORES: Para el equipo de Phased Array se utilizo un Palpador de 16 Elementos frecuencia de 4 MHz, con una zapata angular de 36 grados y una zapata normal de 0. Se utilizo el palpador integrado del equipo de medicin de espesores el cual tiene una frecuencia de 5 MHz.
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
BLOQUES DE CALIBRACIN: La calibracin y verificacin de las condiciones de operacin del equipo de Phased Array se realiz con bloques de calibracin IIW-V2 para calibracin en distancia y se utilizo una escalerilla de calibracin de 5 pasos para la calibracin del equipo de medicin de espesores. ACOPLANTE: En la inspeccin se utiliz como acoplante, carbodimetil celulosa para permitir una alta transmisin de la seal del palpador al material as como de permitir un libre movimiento del palpador con la superficie a examinar.
5. NORMEAS DE REFERENCIA Cdigo ASME Seccin V, Artculos 4 -5 Cdigo ASME B31.4 Norma ASTM E 213-98 Norma ASTM E 2491 08 ASNT SNT-TC-1A
6. EQUIPO A INSPECCIONAR El material inspeccionado fue la tubera que hace parte del Poliducto Cartago-Yumbo de 6 de acero al carbono, API 5L de espesor nominal de 5.56 mm. 7. PREPARACIN DE LA SUPERFICIE DE INSPECCIN La preparacin de la superficie se realiz mediante procedimientos mecnicos y de limpieza adecuada de tal manera que permitiera un acoplamiento y un movimiento del palpador adecuado sobre la superficie. 8. DESCRIPCIN DE LA INSPECCIN Antes de la inspeccin, se tuvieron en cuenta los siguientes parmetros: a. Especificaciones del material. b. Espesor nominal del material. c. Longitud de la superficie a inspeccionar d. Temperatura de la superficie a inspeccionar e. Estado superficial del material. f. Informacin de posibles alteraciones de la estructura del material
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
Una vez determinados los parmetros de inspeccin, se realiz una medicin de espesores mediante un barrido con zapata normal en las zonas afectadas, donde se compar el resultado con el espesor nominal. Seguidamente se midi la profundidad de las discontinuidades superficiales mas criticas, para descontar ese valor al espesor obtenido en la inspeccin. Para encontrar posibles discontinuidades internas en el material, se utiliz un barrido angular en las zonas afectadas. NIVEL DE EVALUACIN En la inspeccin realizada, se utilizaron como criterios de evaluacin para aceptar o rechazar una indicacin, los contemplados en el captulo VII del Cdigo ASME B 31.4. En caso de no existir criterios especficos de evaluacin por normas de fabricacin y/o montaje o mantenimiento, se realiza la calificacin de aceptacin o rechazo de un defecto de acuerdo con la especificacin que fije el dueo del proyecto. El criterio de evaluacin de resultados de la inspeccin por ultrasonido debe estar de acuerdo con las normas de fabricacin y/o montaje y mantenimiento.
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
9. ANALISIS DE RESULTADOS
ABOLLADURA 1 (KM 16 + 242,41)(Largo: 79,37 mm, Ancho: 66,50 mm, Profundo: 1,66 mm) INSPECCIN POR MEDICIN DE ESPESORES. PUNTO1 NOMINAL PROMEDIO MAX MIN 5,55 5,50 5,47 5,62 5,43 5,72 6,61 5,69 5,68 5,61 5,53 5,87 5,66 5,56 5,69 6,61 5,43
Espesor mnimo encontrado 5,43 mm, que representa una prdida de espesor con respecto al espesor nominal de 2,34%. Durante la medicin de espesores no se encontr una disminucin del espesor de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
ABOLLADURA 2 (KM 16 + 243,04)(Largo: 59,89 mm, Ancho: 78,96 mm, Profundo: 1,76 mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO2 NOMINAL PROMEDIO MAX MIN 5,85 5,75 6,20 5,71 5,78 5,76 5,22 6,31 5,58 5,73 5,82 5,83 6,06 5,79 5,88 5,73 5,78 5,56 5,81 6,31 5,22
Espesor mnimo encontrado 5,22 mm, prdida de espesor con respecto al espesor nominal de 6,12%. Durante la medicin de espesores no se presenta una disminucin relevante en el espesor de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 3 (KM 16 + 937,08)(Largo: 46,74 mm, Ancho: 50,44 mm, Profundo: 0,93 mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO3 NOMINAL PROMEDIO MAX MIN 5,64 5,80 5,47 5,47 5,55 5,77 6,35 6,41 5,75 5,56 6,22 5,52 5,56 5,79 6,41 5,47
Espesor mnimo encontrado es de 5,47 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 1,62%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
ABOLLADURA 4 (KM 17 + 021,59)(Largo: 42,59 mm, Ancho: 45,82 mm, Profundo: 0,81mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO4 NOMINAL PROMEDIO MAX MIN 5,94 5,40 5,38 5,34 5,81 5,77 5,23 5,90 5,34 5,41 5,94 5,56 5,59 5,94 5,23
Espesor mnimo encontrado es de 5,23 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 5,94%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 5 (KM 17 + 549,46)(Largo: 60,94 mm, Ancho: 41,7 mm, Profundo: 0,83mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO5 NOMINAL PROMEDIO MAX MIN 5,88 5,20 5,15 5,80 5,24 6,03 5,22 5,16 5,17 5,18 5,15 5,80 5,15 5,19 5,17 5,37 5,56 5,37 6,03 5,15
Espesor mnimo encontrado es de 5,15 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 7,37%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
ABOLLADURA 6 (KM 16 + 579,62)(Largo: 36,44 mm, Ancho: 41,73 mm, Profundo: 0,76mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO5 NOMINAL PROMEDIO MAX MIN
5,42 5,40 5,37 5,34 5,37 5,41 5,42 5,55 5,36 5,32 5,44 5,42 5,32 5,48 5,32 5,48 5,32 5,42 5,56 5,40 5,55 5,32
Espesor mnimo encontrado es de 5,32 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 4,32%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE.
INSPECCION POR PHASED ARRAY (ver formato anexo)
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 7 (KM 16 + 556,71)(Largo: 24 mm, Ancho: 29,77 mm, Profundo: 2,06mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO7 NOMINAL PROMEDIO MAX MIN 5,43 5,55 5,59 5,52 5,45 6,10 6,36 6,05 5,57 5,50 5,61 5,58 5,55 5,46 5,45 6,00 5,56 5,67 6,36 5,43
Espesor mnimo encontrado es de 5,43 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 2,34%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
ABOLLADURA 8 (KM 5 + 931,04)(Largo: 33,78 mm, Ancho: 37,62 mm, Profundo: 0,89mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO7 NOMINAL PROMEDIO MAX MIN 6,30 6,55 6,54 5,72 5,73 5,61 5,20 5,54 5,61 6,50 5,56 5,81 6,55 5,20
Espesor mnimo encontrado es de 5,20 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 6,47%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE.
INSPECCION POR PHASED ARRAY (ver formato anexo)
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 9 (KM 5 + 865,03)(Largo: 36,12 mm, Ancho: 80,96 mm, Profundo: 0,75mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO9 NOMINAL PROMEDIO MAX MIN 5,42 5,35 5,32 5,33 5,35 5,30 5,36 5,38 5,30 5,71 5,56 5,60 5,56 5,46 6,00 5,30
Espesor mnimo encontrado es de 5,30 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 4,68%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
ABOLLADURA 10 (KM 5 + 863,86)(Largo: 44,32 mm, Ancho: 34,22 mm, Profundo: 0,85mm)
INSPECCIN POR MEDICIN DE ESPESORES. PUNTO9 NOMINAL PROMEDIO MAX MIN 5,53 5,58 5,48 5,50 5,50 5,46 5,50 5,55 5,51 5,49 5,50 5,50 5,53 5,50 5,47 5,56 5,51 5,58 5,46
Espesor mnimo encontrado es de 5,46 mm, el cual representa una prdida de espesor con respecto al espesor nominal de 1,8%. Durante la medicin de espesores no se encontr una disminucin en el espesor de ms del 12,9%, con respecto a espesor nominal del tubo segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. INSPECCION POR PHASED ARRAY (ver formato anexo)
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA ING GENIERIA L LTDA
ENSAY YOS NO DESTRU UCTIVOS: UT-PA PT, MT, RT A, PRUEB BAS DE VACIO, P PRUEBAS HIDR ROSTATICAS, PRUEBAS NEUM MATICAS. ESTRUCTURAS META ALICAS, MONTAJ JES INDUSTRIA ALES, MONTAJE DE MAQUINAR E RIA MANTE ENIMIENTO COR RRECTIVO. PRE EVENTIVO Y PR REDICTIVO
10. CONCLUS SIONES POR ULTRASO R ONIDO
Mediante la medicin de espesores po ultrasonido que se efectuo sobre cada uno de los M m or o puntos inspec p ccionados, se concluye q e que en ningu una de las a abolladuras e encontr u una disminucin del espesor co respecto e nominal de ms del 12,9 segn el cdigo ASM d d on el e 9%, l ME B31.4, cap. VII, numeral 451.6.2.2.(b) es ACEPTABLE. B V En E cuanto al barrido con P b Phased Array se encontr en la abollad y dura 6 efecto ologia interna la a cual c afectaba la integridad de la tubera inspeccionad por lo cual en este caso l indicacion l da las nes fueron RECH fu HAZADAS. Se S ACEPTAR RON los sigui ientes puntos inspeccionad dos ABOLLA ADURA 1 ABOLLA ADURA 2 ABOLLA ADURA 3 ABOLLA ADURA 4 ABOLLA ADURA 5 ABOLLA ADURA 7 ABOLLA ADURA 8 ABOLLA ADURA 9 ABOLLA ADURA 10 242,41 KM 16 + 2 KM 16 + 2 243,04 KM 16 + 9 937,08 KM 17 + 021,59 KM 16 + 5 549,46 KM 16 + 5 556,71 KM 5 + 9 931,04 KM 5 + 8 865,03 KM 5 + 8 863,86
Se S RECHAZA ARON Los siguientes punt inspeccion tos nados por lo c se debe i cual instalar camis sa ABOLLA ADURA 6 KM 16 + 579,62
______ ___________ ____________ ____ OSCAR ALEJ JANDRO VILLAMIL ING. O DPTO ENSAYOS NO DESTRU N UCTIVOS
CALLE 13 No. 86 A 12 Int. 1 email: im 31 maingenieria_@hotmail.com Telefax 6811304, 3 2145870, 310 7844145. Bogo D.C Co 300 ot olombia
REPORTE DE INSPECCIN ULTRASONIDO
HOJA 1 DE 7
CLIENTE:
MORELCO
CIUDAD:
ZARZAL
CDIGO: NORMA:
ASME B31.4
PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO
PROCEDIMIENTO:
EQUIPO INSPECCIONADO: RANGO DE ESPESORES: ESTADO DE LA SUPERFICIE: LIMPIEZA DE LA SUPERFICIE: TEMPERATURA DE LA SUPERFICIE: TIPO DE BISEL: TRATAMIENTO TERMICO: PROCESO DE SOLDADURA: LONGITUD DE INSPECCION: VELOCIDAD DE INSPECCION: MARCA DEL EQUIPO DE UT: MODELO: N/A N/A SMAW VER PAG. 2 2 PULGADAS / SEGUNDO
TUBERIA DE 6" 5,56 mm
LIMPIA CON GRATA AMBIENTE
ESPECIFICACION DEL MATERIAL:
TIPO:
CUERPO DE LA TUBERIA
DIAGRAMA DE INSPECCION POR ARREGLO DE FASES
PALPADOR ANGULAR
GENERAL ELECTRIC SERIE: BUENA BUENA 0 -100 mm GANANCIA: Gain: 20 dB 021HT9 PALPADORES No. Descripcin A 16 ELEMENTOS B C D E ACOPLANTE: BLOQUE DE CALIBRACIN: TECNICA DE INSPECCIN: POST LIMPIEZA: Frecuencia
4 MHz
PHASOR XS
LINEALIDAD HORIZONTAL: LINEALIDAD VERTICAL: RANGO DE CALIBRACION: CURVA DAC (PUNTOS): % DE ALTURA: GANANCIA DE TRABAJO: RECORRIDO DEL SONIDO:
Angulo
45 - 70
Dimensin
Carbodimetil V2 Reflexin MANUAL
80,0% mas 6 dB. VARIOS
INSPECTOR: UT Nivel II
APROBACION ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
OTROS FECHA:
FECHA:
REPORTE DE INSPECCION ULTRASONIDO
HOJA 2 DE 7
CLIENTE: MORELCO CIUDAD: ZARAZAL PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO
ABOLLADURA 1 ABOLLADURA 2 ABOLLADURA 3 ABOLLADURA 4 ABOLLADURA 5 ABOLLADURA 6 ABOLLADURA 7 ABOLLADURA 8 ABOLLADURA 9 ABOLLADURA 10
45 - 70 45 - 70 45 - 70 45 - 70 45 - 70 45 - 70 45 - 70 45 - 70 45 - 70 45 - 70
KM 16 + 242,41 KM 16 + 243,04 KM 16 + 937,08 KM 17 + 021,59 KM 16 + 549,46 KM 16 + 579,62 KM 16 + 556,71 KM 5 + 931,04 KM 5 + 865,03 KM 5 + 863,86
20 20 20 20 20 20 20 20 20 20
5,56 5,56 5,56 5,56 5,56 5,56 5,56 5,56 5,56 5,56
58
2,06
10,0
OK OK OK OK OK R OK OK OK OK
LA ABOLLADURA 6 LA CUAL FUE RECHAZADA POR ULTRASONIDO POR PRESENTAR DEFECTOLOGIA INTERNA, SE LE DEBE COLOCAR CAMISA.
INSPECTOR
CLIENTE
INTERVENTORIA
ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
LONGITUD INSPECCIONADA (mm)
INSPECTOR: ING. OSCAR VILLAMIL CODIGO: ASME B31.4 DISCONTINUIDAD ESPESOR MEDIDO [mm]
ANGULO DEL PALPADOR
GANANCIA DIGITAL [dBD]
PROFUNDIDAD DESDE SUPERFICIE [mm]
DESDE X = 0 [mm]
DESDE Y = 0 [mm]
EVALUACION DE LA DISCONTINUIDAD
IDENTIFICACION
LONGITUD [mm]
TRAMO
REPORTE INSPECCION POR ULTRASONIDO
HOJA 3 DE 7 CLIENTE: MORELCO CIUDAD: ZARAZAL PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO ABOLLADURA 1 INSPECTOR: ING. OSCAR VILLAMIL CODIGO: ASME B31.4
ABOLLADURA 2
ABOLLADURA 3
INSPECTOR
CLIENTE
INTERVENTORIA
ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
REPORTE INSPECCION POR ULTRASONIDO
HOJA 4 DE 7 CLIENTE: MORELCO CIUDAD: ZARAZAL PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO ABOLLADURA 4 INSPECTOR: ING. OSCAR VILLAMIL CODIGO: ASME B31.4
ABOLLADURA 5
ABOLLADURA 6
INSPECTOR
CLIENTE
INTERVENTORIA
ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
REPORTE INSPECCION POR ULTRASONIDO
HOJA 5 DE 7 CLIENTE: MORELCO CIUDAD: ZARAZAL PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO ABOLLADURA 7 INSPECTOR: ING. OSCAR VILLAMIL CODIGO: ASME B31.4
ABOLLADURA 8
ABOLLADURA 9
INSPECTOR
CLIENTE
INTERVENTORIA
ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
REPORTE INSPECCION POR ULTRASONIDO
HOJA 6 DE 7 CLIENTE: MORELCO CIUDAD: ZARAZAL PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO ABOLLADURA 10 INSPECTOR: ING. OSCAR VILLAMIL CODIGO: ASME B31.4
INSPECTOR
CLIENTE
INTERVENTORIA
ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
REPORTE INSPECCION POR ULTRASONIDO
HOJA 7 DE 7 CLIENTE: MORELCO CIUDAD: ZARAZAL PROYECTO: INSPECCION POLIDUCTO CARTAGO - YUMBO INSPECTOR: ING. OSCAR VILLAMIL CODIGO: ASME B31.4
PREPARANDO LA ZONA
HACIENDO BARRIDO
HACIENDO BARRIDO
ANALIZANDO INFORMACION
INSPECTOR
CLIENTE
INTERVENTORIA
ING. OSCAR VILLAMIL
NIVEL II No E/UT-2/10/03
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
INSPECCIN POR PARTICULAS MAGNETICAS FLUORESCENTES A POLIDUCTO CARTAGO - YUMBO 6 MORELCO S.A.
PUNTOS INSPECCIONADOS
KM 16+242,41, KM 16+243,04, KM 16+937,08, KM 17+021,59, KM 16+549,62, KM 16+579,62, KM 16+556,71, KM 5+931,04, KM 5+865,03, KM 5+863,86
INFORME MT-002
INSPECCIN REALIZADA POR ING. OSCAR ALEJANDRO VILLAMIL
ZARZAL (VALLE), 21 DE SEPTIEMBRE DE 2010
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
INSPECCIN POR PARTICULAS MAGNETICAS ABOLLADURAS
1. OBJETIVO Determinar la presencia de defectos superficiales y sub-superficiales en la zona prxima a la abolladura y en la abolladura de la tubera afectada, mediante la inspeccin por Partculas magnticas (MT). Fluorescentes. 2. ALCANCE Fijar las condiciones exigibles en la realizacin de Ensayos No Destructivos por medio de partculas magnticas 14AM Bao preparado fluorescente, aplicadas por va hmeda en la inspeccin de materiales, en la deteccin de defectos y discontinuidades superficiales o sub- superficiales para garantizar la calidad en cuanto a sanidad de la superficie, con tcnicas de magnetizacin continua con yugo magntico. 3. NORMAS DE REFERENCIA Cdigo ASME Seccin V, Artculos 7 edicin 2002 ASTM E-709, ASTM E 1444 Inspeccin con partculas magnticas Fluorescentes ASNT SNT-TC-1A - Recommended Practice for Personal Qualification and Certification in Nondestructive Testing. ANSI/ASME B 31.4 ASME SECCION VIII. Apndice 6 methods for magnetic particle examination
4. EQUIPO UTILIZADO
Este Procedimiento aplica para la tcnica de Magnetizacin por Yoke con corriente variable, e intensidad variable, adems de una lmpara de luz fluorescente.
5. EQUIPO INSPECCIONADO El material inspeccionado fue la tubera que hace parte del Poliducto Cartago-Yumbo de 6 de acero al carbono, API 5L de espesor nominal de 5.56 mm.
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
6. PREPARACION DE LA SUPERFICIE La superficie a ser examinada y todas las reas adyacentes dentro de al menos 1 debern estar secas y libres de grasa, oxido, fundente, escoria, salpicaduras, pintura, aceite u otro material extrao que interfiera con el examen. Para la limpieza de los elementos a inspeccionar se utilizo inicialmente grata metlica y pulidora. 7. TCNICA. El mtodo de examen por Partculas Magnticas est basado en el siguiente principio: las lneas magnticas de fuerza, cuando estn presentes en un material ferro magntico, son alineadas por un cambio en la continuidad del material, tal como una alteracin dimensional abrupta o una discontinuidad. Si la discontinuidad est abierta en la superficie o se localiza prxima de sta, en un material magnetizado, las lneas de flujo sern alineadas en la superficie. Cuando las Partculas Magnticas finamente divididas son distribuidas sobre el rea de la discontinuidad, en cuanto exista un vaco de flujo, ellas sern retenidas en los bordes de la discontinuidad. Mtodos De Magnetizacin Este procedimiento es aplicable para tcnica de Magnetizacin por yugo con magnetizacin continua. (Aplicacin de las partculas durante la magnetizacin de la pieza a inspeccionar). Se magnetiza en una direccin y despus en otra direccin perpendicular a la primera con el fin de cubrir cualquier ubicacin de una fisura, agrietamiento o discontinuidad.
8. ANALISIS DE RESULTADOS (Ver reporte anexo) ABOLLADURA # 1 (KM 16 + 242,41)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLLADURA # 2 (KM 16 + 243,04)
Presenta fisura superficial en la tubera. Calificacin RECHAZABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLLADURA # 3 (KM 16 + 937,08)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA # 4 (KM 17 + 021,59)
Presenta fisura superficial a lo largo de la tubera. Calificacin RECHAZABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLADURA # 5 (KM 16 + 549,46)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLADURA # 6 (KM 16 + 579,62)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLADURA # 7 (KM 16 + 556,71)
Presenta fisura superficial a lo largo de la tubera. Calificacin RECHAZABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLADURA # 8 (KM 5 + 931,04)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLADURA # 9 (KM 5 + 865,03)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6 ABOLADURA # 10 (KM 5 + 863,86)
No hay presencia de indicaciones relevantes. La inspeccin arroja resultados aceptables, no hay evidencia de grietas o fisuras. Calificacin ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA L LTDA
ENSAYO NO DESTRUCTIVOS: UT-PA PT, MT, RT OS A, PRUEBA DE VACIO, P AS PRUEBAS HIDRO OSTATICAS, PR RUEBAS NEUMA ATICAS. ESTRUC CTURAS METAL LICAS, MONTAJES INDUSTRIAL LES, MONTAJE DE MAQUINAR RIA MANTEN NIMIENTO CORRECTIVO. PREV VENTIVO Y PRE EDICTIVO
SIONES. 9. CONCLUS
Segn el anlisis de resultados se puede concl que: e e luir
Los si iguientes puntos inspeccion nados, no pre esentan indica aciones rechaz zables por ensayo con partculas magntica Por lo tant son ACEPT as. to TABLES ADURA 1 ABOLLA ABOLLA ADURA 3 ABOLLA ADURA 5 ABOLLA ADURA 6 ABOLLA ADURA 8 ABOLLA ADURA 9 ABOLLA ADURA 10 KM 16 + 2 242,41 KM 16 + 9 937,08 KM 16 + 5 549,46 KM 16 + 5 579,62 KM 5 + 9 931,04 KM 5 + 8 865,03 KM 5 + 8 863,86
iguientes pun inspeccio ntos onados, presen ntaron fisuras sobre la sup s perficie del tu ubo Los si inspec ccionado, se determino la instalacin d camisa en cada uno de los siguien a de n e ntes puntos, por conside erarse indicac ciones RECH HAZABLES
ADURA 2 ABOLLA ABOLLA ADURA 4 ABOLLA ADURA 7
KM 16 + 2 243,04 KM 17 + 021,59 KM 16 + 5 556,71
______ ___________ ____________ ____ ING. O OSCAR ALEJ JANDRO VILLAMIL DPTO ENSAYOS NO DESTRU N UCTIVOS
CALLE 13 No. 86 A 12 Int. 1 email: im 31 maingenieria_@hotmail.com Telefax 6811304, 300 2145870 310 7844 0, 4145. Bogo D.C Co ot olombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ANEXO FOTOGRAFICO
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 1 SOLO PINTURA
ABOLLADURA 2 INSTALAR CAMISA
ABOLLADURA 3 SOLO PINTURA CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 4 INSTALAR CAMISA
ABOLLADURA 5 SOLO PINTURAOK
ABOLLADURA 6 OK MT (INSTALAR CAMISA POR ULTRASONIDO) CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 7 INSTALAR CAMISA
ABOLLADURA 8 SOLO PINTURA
ABOLLADURA 9 SOLO PINTURA
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 10 SOLO PINTURA
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
REPORTE DE INSPECCION OR PARTICULAS MAGNETICAS (MT)
LUGAR: ZARAZAL EMPRESA: MORELCO TRABAJO: Particulas Humedas Secas
X
FECHA: 01/10/2010
REPORTE PROYECTO:
PAGINA:
DE
POLIDUCTO CARTAGO YUMBO 6"
EVALUACION TRAMOS AFECTADOS POR ABOLLADURAS Corriente A.C D.C
X X
Equipo YOKE Y-7
Tecnica Yoque Puntas
X
Limpieza Inicial: GRATA
Norma ASME B 31.4 ASTM E 709
Est superficie LIMPIA
ASME VIII APENDICE 6 Acabado superf Final: BAYETILLA LISO Rechaz. LONGITUD INSPECCIONADA (mm)
ELEMENTO
ABOLLADURA # 1 ABOLLADURA # 2 ABOLLADURA # 3 ABOLLADURA # 4 ABOLLADURA # 5 ABOLLADURA # 6 ABOLLADURA # 7 ABOLLADURA # 8 ABOLLADURA # 9 ABOLLADURA # 10
TRAMO
TIPO DE INDICACION Aprobado
OK FISURA R OK FISURA R OK OK FISURA R OK OK OK
KM 16 + 242,41 KM 16 + 243,04 KM 16 + 937,08 KM 17 + 021,59 KM 16 + 549,46 KM 16 + 579,62 KM 16 + 556,71 KM 5 + 931,04 KM 5 + 865,03 KM 5 + 863,86
S.E. Socavado externo I.E. Inclusion de Escoria C.E. Concavidad Externa
OBSERVACIONES:
DEFECTOLOGIA F. Fisura P.A. Porosidad Aislada P.A.G Porosidad Agrupada
D.C. Desprendimiento de calamina G. Grietas P.V. Porosidad Vermicular
FIRMA DEL CLIENTE
INTERVENTORIA
INSPECTOR ING. OSCAR ALEJANDRO VILLAMIL
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
CONCLUSIONES FINALES DE LAS INSPECCIONES Teniendo en cuenta los ensayos realizados a las abolladuras en la tubera, se concluye que: ABOLLADURA 1 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. ABOLLADURA 1 KM 16 + 242,41 SE ACEPTA
SE ACEPTA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular, no evidencia Defectologia interna. ELEMENTO ABOLLADURA 1 UBICACIN KM 16 + 242,41 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO 1,08%
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 1 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 1 = 1,66mm
ABOLLADURA 2 Las inspecciones realizadas por partculas magnticas fluorescentes, evidencian la formacin de una fisura en la superficie del tubo. ABOLLADURA 2 KM 16 + 243,04 SE RECHAZA
SE RECHAZA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular no evidencia Defectologia interna. ELEMENTO ABOLLADURA 2 UBICACIN KM 16 + 243,04 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO 1,15%
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 2 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 2 = 1,76mm
ABOLLADURA 3 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. No hay presencia de pitting ni entalladuras ABOLLADURA 3 KM 16 + 937,08 SE ACEPTA
SE ACEPTA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular no evidencia Defectologia interna. ELEMENTO ABOLLADURA 3 UBICACIN KM 16 + 937,08 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO 0,63%
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 3 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 3 = 0,93mm
ABOLLADURA 4 Las inspecciones realizadas por partculas magnticas fluorescentes, evidencian la formacin de una fisura en la superficie del tubo. ABOLLADURA 4 KM 17 + 021,59 SE RECHAZA
SE RECHAZA BAJO CODIGO ASME VIII APENDICE 6
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
La inspeccin por medio de ultrasonido con barrido angular no evidencia Defectologia interna. ELEMENTO ABOLLADURA 4 UBICACIN KM 17 + 021,59 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO 0,53%
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 4 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 4 = 0,81mm
ABOLLADURA 5 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. No hay presencia de pitting ni entalladuras ABOLLADURA 5 KM 16 + 549,46 ACEPTADO
SE ACEPTA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular, no evidencia Defectologia interna. ELEMENTO ABOLLADURA 5 UBICACIN KM 16 + 549,46 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO 0,54%
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 5 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 5 = 0,83mm
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
ABOLLADURA 6 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. No hay presencia de pitting ni entalladuras ABOLLADURA 6 KM 16 + 579,62 ACEPTADO
SE ACEPTABLE BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular evidencia Defectologia interna, por lo tanto SE RECHAZA, segn ASME B 31.4. ELEMENTO ABOLLADURA 6 UBICACIN KM 16 + 579,62 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO RECHAZADO ACEPTADO 0,49%
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 6 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 6 = 0,76mm
ABOLLADURA 7 Las inspecciones realizadas por partculas magnticas fluorescentes, evidencian fisuras superficiales, que afecten la integridad del tubo. ABOLLADURA 7 KM 16 + 556,71 RECHAZADO
SE RECHAZA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular no evidencia Defectologia interna. ELEMENTO ABOLLADURA 7 UBICACIN KM 16 + 556,71 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO 1,35%
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 7 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 7 = 2,06mm
ABOLLADURA 8 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. No hay presencia de pitting ni entalladuras ABOLLADURA 8 KM 5 + 931,04 ACEPTADO
SE ACEPTA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular no evidencia Defectologia interna. ELEMENTO ABOLLADURA 8 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO KM 5 + 931,04 0,72% UBICACIN
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 8 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 8 = 0,89mm
ABOLLADURA 9 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. No hay presencia de pitting ni entalladuras ABOLLADURA 9 KM 5 + 865,03 ACEPTADO
SE ACEPTA BAJO CODIGO ASME VIII APENDICE 6
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA LTDA
ENSAYOS NO DESTRUCTIVOS: UT-PA, PT, MT, RT PRUEBAS DE VACIO, PRUEBAS HIDROSTATICAS, PRUEBAS NEUMATICAS. ESTRUCTURAS METALICAS, MONTAJES INDUSTRIALES, MONTAJE DE MAQUINARIA MANTENIMIENTO CORRECTIVO. PREVENTIVO Y PREDICTIVO
La inspeccin por medio de ultrasonido con barrido angular, no evidencia Defectologia interna. ELEMENTO ABOLLADURA 9 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO KM 5 + 865,03 0,5% UBICACIN
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 9 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 9 = 0,75mm
ABOLLADURA 10 Las inspecciones realizadas por partculas magnticas fluorescentes, no evidencian defectos superficiales y sub-superficiales tales como grietas o fisuras, que afecten la integridad del tubo. No hay presencia de pitting ni entalladuras ABOLLADURA 10 KM 5 + 863,86 ACEPTADO
SE ACEPTA BAJO CODIGO ASME VIII APENDICE 6 La inspeccin por medio de ultrasonido con barrido angular no evidencia Defectologia interna. ELEMENTO ABOLLADURA 10 DEFECTOLOGIA ESPESORES % CRITERIO CRITERIO PROFUNDIDAD ACEPTADO ACEPTADO ACEPTADO KM 5 + 863,86 0,55% UBICACIN
Durante la medicin de espesores de las ABOLLADURAS, no se presenta una disminucin relevante de ms del 12,9% segn el cdigo ASME B31.4, cap. VII, numeral 451.6.2.2.(b) por lo tanto se ACEPTA. La profundidad de las abolladuras 10 no superan el 6% permitido por el cdigo ASME B31.4, cap. VII, numeral 451.6.2.4.(d) por lo tanto se ACEPTA. Profundidad Abolladura 10 = 0,85mm
CALLE 131 No. 86 A 12 Int. 1 email: imaingenieria_@hotmail.com Telefax 6811304, 300 2145870, 310 7844145. Bogot D.C Colombia
IMA INGENIERIA L LTDA
ENSAYO NO DESTRUCTIVOS: UT-PA PT, MT, RT OS A, PRUEBA DE VACIO, P AS PRUEBAS HIDRO OSTATICAS, PR RUEBAS NEUMA ATICAS. ESTRUC CTURAS METAL LICAS, MONTAJES INDUSTRIAL LES, MONTAJE DE MAQUINAR RIA MANTEN NIMIENTO CORRECTIVO. PREV VENTIVO Y PRE EDICTIVO
RECOM MENDACION NES Se recomienda in nstalar cami isa a los s siguientes puntos inspeccionados y que fuer ya ron RECH HAZADOS po algn de lo ensayos efe or os fectuados a la abolladura: ABOLLA ADURA 2 ABOLLA ADURA 4 ABOLLA ADURA 6 ABOLLA ADURA 7 KM 16 + 2 243,04 KM 17 + 021,59 KM 16 + 5 579,62 KM 16 + 5 556,71
Se reco omienda aplic solamente pintura a los siguientes pu car e s untos ya que fueron ACEP PTADOS por r todos l ensayos. los
ADURA 1 ABOLLA ABOLLA ADURA 3 ABOLLA ADURA 5 ABOLLA ADURA 8 ABOLLA ADURA 9 ABOLLA ADURA 10
KM 16 + 2 242,41 KM 16 + 9 937,08 KM 16 + 5 549,46 KM 5 + 9 931,04 KM 5 + 8 865,03 KM 5 + 8 863,86
______ ___________ ____________ ____ ING. O OSCAR ALEJ JANDRO VILLAMIL DPTO ENSAYOS NO DESTRU N UCTIVOS
CALLE 13 No. 86 A 12 Int. 1 email: im 31 maingenieria_@hotmail.com Telefax 6811304, 300 2145870 310 7844 0, 4145. Bogo D.C Co ot olombia
S-ar putea să vă placă și
- Leviton HotelesDocument32 paginiLeviton HotelesJoseph HerreraÎncă nu există evaluări
- Memoria Grua PescanteDocument8 paginiMemoria Grua PescanteGustavo Olavarria50% (2)
- Problemas Engranes Mec235Document4 paginiProblemas Engranes Mec235sergio gerardo33% (3)
- Red de Distribución de Agua PotableDocument12 paginiRed de Distribución de Agua PotableTonnyYeffersonDalensCondoriÎncă nu există evaluări
- Actividad2 - Álgebra Superior. Números Complejos.Document7 paginiActividad2 - Álgebra Superior. Números Complejos.JesusJorgeRosas100% (2)
- Ficha Tecnica Epp Cascos de SeguridadDocument2 paginiFicha Tecnica Epp Cascos de SeguridadHenry Olmos100% (1)
- Ansío Los Alpes. Así Nacen Los Lagos (Händel Klaus)Document15 paginiAnsío Los Alpes. Así Nacen Los Lagos (Händel Klaus)Romina AlmirónÎncă nu există evaluări
- Orificios y vertederos: clasificación y coeficiente de gastoDocument24 paginiOrificios y vertederos: clasificación y coeficiente de gastoCarlos Roberto Plata67% (3)
- EstequiometrìaDocument7 paginiEstequiometrìaAlessandroÎncă nu există evaluări
- Evaluación Ciencias Naturales Características Del AguaDocument2 paginiEvaluación Ciencias Naturales Características Del AguaDaniela Castillo Saavedra100% (2)
- Ensayo de Corte en MaderaDocument6 paginiEnsayo de Corte en MaderaFrank SA100% (1)
- Conexiones de cuadripolos: Serie, paralelo y cascadaDocument20 paginiConexiones de cuadripolos: Serie, paralelo y cascadaWall BlackÎncă nu există evaluări
- Separata Teoría PasteleríaDocument51 paginiSeparata Teoría PasteleríaValeria NonoyÎncă nu există evaluări
- NPSH para BombasDocument3 paginiNPSH para BombasDanny Requelme RamosÎncă nu există evaluări
- SolucionarioDocument15 paginiSolucionariolockyzÎncă nu există evaluări
- Martemplado MarrevenidoDocument17 paginiMartemplado MarrevenidoMariangel Mora50% (2)
- TRIMBLE VARIADOSrDocument76 paginiTRIMBLE VARIADOSrfritz30Încă nu există evaluări
- Predicciones MayasDocument3 paginiPredicciones MayasMichael ZeüsÎncă nu există evaluări
- Anfossi Canales Giovanni Manuel Diseño Pilotes Helicoidales PDFDocument246 paginiAnfossi Canales Giovanni Manuel Diseño Pilotes Helicoidales PDFJose FernandoÎncă nu există evaluări
- Lectura de P&id y Diagramas de Lazo de Instrumenacion 2Document15 paginiLectura de P&id y Diagramas de Lazo de Instrumenacion 2Fausto TapiaÎncă nu există evaluări
- Efecto de estabilizantes en néctar de frutasDocument6 paginiEfecto de estabilizantes en néctar de frutasAdrián Santiago Castañeda lÎncă nu există evaluări
- Articulo Lac Cimentaciones en La Peninsula de YucatanDocument5 paginiArticulo Lac Cimentaciones en La Peninsula de YucatanAryemi RosasÎncă nu există evaluări
- Matriz de Programacion Anual 2018Document6 paginiMatriz de Programacion Anual 2018PaolaMejiaCcahuanaÎncă nu există evaluări
- Cuestionario 1 de Física IntroducciónDocument3 paginiCuestionario 1 de Física IntroducciónAngel Alejandro Avalos TorresÎncă nu există evaluări
- Tarea Individual Estadistica DescriptivaDocument7 paginiTarea Individual Estadistica Descriptivaapi-308135103Încă nu există evaluări
- Repelente Natural VS SintéticoDocument8 paginiRepelente Natural VS SintéticoSusana Martos0% (2)
- Ficha Tecnica PETGDocument2 paginiFicha Tecnica PETGAndrea MatizÎncă nu există evaluări
- Plancha Base SMF PDFDocument6 paginiPlancha Base SMF PDFMel ArocutipaÎncă nu există evaluări
- Programacion Digital FIEE-UNI Parte 2Document33 paginiProgramacion Digital FIEE-UNI Parte 2DavidGarciaÎncă nu există evaluări