S-ar putea să vă placă și
- Silicon Photonics: Fueling the Next Information RevolutionDe la EverandSilicon Photonics: Fueling the Next Information RevolutionÎncă nu există evaluări
- Photographs: Intel CorpDocument8 paginiPhotographs: Intel CorpcradleborgirÎncă nu există evaluări
- Moore's Law at An EndDocument3 paginiMoore's Law at An EndGirik KhullarÎncă nu există evaluări
- Fundamentals of Electromigration-Aware Integrated Circuit DesignDe la EverandFundamentals of Electromigration-Aware Integrated Circuit DesignÎncă nu există evaluări
- Research: Moore's Law and What Is Going To Happen After 2021Document7 paginiResearch: Moore's Law and What Is Going To Happen After 2021Rodrigo Montoya VillanuevaÎncă nu există evaluări
- Plasma Etching Processes for CMOS Devices RealizationDe la EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeÎncă nu există evaluări
- PDFDocument39 paginiPDFtrupti100% (2)
- The Future of Computer Technology and Its ImplicatDocument9 paginiThe Future of Computer Technology and Its ImplicatAalooooÎncă nu există evaluări
- ScalingDocument32 paginiScalingNK NKÎncă nu există evaluări
- Applications of Nanofabrication TechnologiesDocument26 paginiApplications of Nanofabrication TechnologiesNikhil SinghÎncă nu există evaluări
- Brief Review On Future Scenario of Processor Design TechnologiesDocument6 paginiBrief Review On Future Scenario of Processor Design TechnologiesChinmay ChepurwarÎncă nu există evaluări
- Fundamentals of Layout Design for Electronic CircuitsDe la EverandFundamentals of Layout Design for Electronic CircuitsÎncă nu există evaluări
- Microfabrication Using X-Ray LithographyDocument45 paginiMicrofabrication Using X-Ray LithographyGuna SeelanÎncă nu există evaluări
- Linearization and Efficiency Enhancement Techniques for Silicon Power Amplifiers: From RF to mmWDe la EverandLinearization and Efficiency Enhancement Techniques for Silicon Power Amplifiers: From RF to mmWÎncă nu există evaluări
- Performance Evaluation of Fully Depleted Silicon On Insulator MOSFETDocument7 paginiPerformance Evaluation of Fully Depleted Silicon On Insulator MOSFETIJEACS UKÎncă nu există evaluări
- Chenming-Hu ch7Document32 paginiChenming-Hu ch7Dr Kavita KhareÎncă nu există evaluări
- Fifty Years of Moore's Law: Chris A. MackDocument6 paginiFifty Years of Moore's Law: Chris A. MackYash AgrawalÎncă nu există evaluări
- Reviews: Nanoelectronics Era: Novel Device Technologies Enabling Systems On ChipsDocument14 paginiReviews: Nanoelectronics Era: Novel Device Technologies Enabling Systems On ChipsRajdeep BanerjeeÎncă nu există evaluări
- Advanced Physicsprize2000Document16 paginiAdvanced Physicsprize2000Raulzito73Încă nu există evaluări
- 1.'motivation For SoC Design - by Raveendra SomanaDocument13 pagini1.'motivation For SoC Design - by Raveendra SomanaSantosh Shivapuji100% (1)
- Ece 374 Part 7 Mosfet 4Document24 paginiEce 374 Part 7 Mosfet 4Zakaria ElwalilyÎncă nu există evaluări
- Nanoelectronics in Radio-Frequency Technology: Peter Russer and Nikolaus FichtnerDocument17 paginiNanoelectronics in Radio-Frequency Technology: Peter Russer and Nikolaus FichtnerRoshdy AbdelRassoulÎncă nu există evaluări
- Assignment 2: Rayyan Sayeed 1MS12EC098Document17 paginiAssignment 2: Rayyan Sayeed 1MS12EC098RayyanSayeedÎncă nu există evaluări
- A L D S: Nalysis of Ithography Based Approaches in Evelopment of EmiconductorsDocument12 paginiA L D S: Nalysis of Ithography Based Approaches in Evelopment of EmiconductorsAnonymous Gl4IRRjzNÎncă nu există evaluări
- Microstrip and Printed Antennas: New Trends, Techniques and ApplicationsDe la EverandMicrostrip and Printed Antennas: New Trends, Techniques and ApplicationsDebatosh GuhaEvaluare: 4 din 5 stele4/5 (1)
- Role of Universities in The Research On Silicon Semiconductor DevicesDocument16 paginiRole of Universities in The Research On Silicon Semiconductor DevicesmohanÎncă nu există evaluări
- Real Life Applications of Nanotech in ElectronicsDocument4 paginiReal Life Applications of Nanotech in Electronicskeyblade009879Încă nu există evaluări
- Silicon PhotonicsfinalDocument39 paginiSilicon PhotonicsfinalManojKarthikÎncă nu există evaluări
- Cmos Vlsi Design: A Systems & Circuits PerspectiveDocument44 paginiCmos Vlsi Design: A Systems & Circuits PerspectiveNoman RathoreÎncă nu există evaluări
- Three Dimensional System Integration: IC Stacking Process and DesignDe la EverandThree Dimensional System Integration: IC Stacking Process and DesignÎncă nu există evaluări
- Extreme Ultraviolet Lithography Seminar TopicsDocument25 paginiExtreme Ultraviolet Lithography Seminar TopicsMubashir Ibn alfaÎncă nu există evaluări
- Fabrication, Layout, and SimulationDocument26 paginiFabrication, Layout, and Simulationshiny johnÎncă nu există evaluări
- Multi Core ProcessingDocument73 paginiMulti Core ProcessingSitmCompSansthanÎncă nu există evaluări
- Intel Technology Journal - Semiconductor Technology and Manufacturing - 2002Document76 paginiIntel Technology Journal - Semiconductor Technology and Manufacturing - 2002MarcWorldÎncă nu există evaluări
- New Sensors and Processing ChainDe la EverandNew Sensors and Processing ChainJean-Hugh ThomasÎncă nu există evaluări
- VLSI Design Notes 1 - CompressedDocument149 paginiVLSI Design Notes 1 - CompressedPradyut SankiÎncă nu există evaluări
- IrdsDocument2 paginiIrdsAvinash SharmaÎncă nu există evaluări
- Module 1 NanoelectronicsDocument255 paginiModule 1 NanoelectronicsNeerajÎncă nu există evaluări
- Handbook of VLSI Microlithography: Principles, Technology and ApplicationsDe la EverandHandbook of VLSI Microlithography: Principles, Technology and ApplicationsWilliam B. GlendinningEvaluare: 5 din 5 stele5/5 (1)
- Development in Integrated CircuitsDocument6 paginiDevelopment in Integrated CircuitsRahul PanwarÎncă nu există evaluări
- Multifunctional IcDocument30 paginiMultifunctional IcergerÎncă nu există evaluări
- 1 TO Vlsi: Vlsi Design by DR SP SinghDocument8 pagini1 TO Vlsi: Vlsi Design by DR SP Singhendryas zewduÎncă nu există evaluări
- .FinFET TechnologyDocument7 pagini.FinFET TechnologyRAZÎncă nu există evaluări
- Micrometer: II. Historical BackgroundDocument7 paginiMicrometer: II. Historical BackgroundAnimesh JainÎncă nu există evaluări
- Stretchable ElectronicsDe la EverandStretchable ElectronicsTakao SomeyaÎncă nu există evaluări
- SETR 08: SemiconductorsDocument11 paginiSETR 08: SemiconductorsHoover InstitutionÎncă nu există evaluări
- Future Trend of Microprocessor Design (Invited Paper) : Intel Corporation, Santa Clara, California USADocument4 paginiFuture Trend of Microprocessor Design (Invited Paper) : Intel Corporation, Santa Clara, California USAblackcoursarÎncă nu există evaluări
- VLSI Report PDFDocument20 paginiVLSI Report PDFNurulAnisAhmadÎncă nu există evaluări
- Moore's Law Is The Observation That The Number ofDocument9 paginiMoore's Law Is The Observation That The Number ofTika WarismanÎncă nu există evaluări
- 2.1 Summary Microelectronics and PhotonicsDocument4 pagini2.1 Summary Microelectronics and PhotonicsRyan Sanita100% (1)
- Science and Engineering Beyond Moores LawDocument30 paginiScience and Engineering Beyond Moores LawJohnStrowskyÎncă nu există evaluări
- Microsystems and Micro ElectronicsDocument2 paginiMicrosystems and Micro Electronics2K19/CO/076 ARJUÎncă nu există evaluări
- Limits of CMOS Technology ScalingDocument5 paginiLimits of CMOS Technology ScalingIzzat MustafaÎncă nu există evaluări
- Extreme Ultraviolet LithographyDocument36 paginiExtreme Ultraviolet LithographyNabeel AliÎncă nu există evaluări
- Moore Paper II 2003Document19 paginiMoore Paper II 2003ula grace rosyidahÎncă nu există evaluări
- 15A04802 - Low Power VLSI Circuits & Systems 1Document250 pagini15A04802 - Low Power VLSI Circuits & Systems 1gireesh kumarÎncă nu există evaluări
- A Physics-Based Thermal Circuit Model For FinfetsDocument13 paginiA Physics-Based Thermal Circuit Model For FinfetsDhruv VermaÎncă nu există evaluări
- Profile-Arindam Mitra - 080821Document6 paginiProfile-Arindam Mitra - 080821Arindam MitraÎncă nu există evaluări
- Key Notes: Nature and Significance of ManagementDocument8 paginiKey Notes: Nature and Significance of ManagementArindam MitraÎncă nu există evaluări
- Assertiveness Workshop Assertiveness WorkshopDocument18 paginiAssertiveness Workshop Assertiveness WorkshopArindam MitraÎncă nu există evaluări
- Mario PoemDocument3 paginiMario PoemArindam MitraÎncă nu există evaluări
- Yellow Roses (Happy Valentines Day)Document13 paginiYellow Roses (Happy Valentines Day)Arindam MitraÎncă nu există evaluări
- Educationusa 2022globalguide Final Reduced SizeDocument84 paginiEducationusa 2022globalguide Final Reduced SizeAnna ModebadzeÎncă nu există evaluări
- Immunity Question Paper For A Level BiologyDocument2 paginiImmunity Question Paper For A Level BiologyJansi Angel100% (1)
- Sample Learning Module As PatternDocument23 paginiSample Learning Module As PatternWilliam BulliganÎncă nu există evaluări
- GGG Sri MDocument2 paginiGGG Sri MGiovanni LuigiÎncă nu există evaluări
- PlateNo 1Document7 paginiPlateNo 1Franz Anfernee Felipe GenerosoÎncă nu există evaluări
- UNIT 5-8 PrintingDocument17 paginiUNIT 5-8 PrintingNOODÎncă nu există evaluări
- Enlightened ExperimentationDocument8 paginiEnlightened ExperimentationRaeed HassanÎncă nu există evaluări
- Sundar Pichai PDFDocument6 paginiSundar Pichai PDFHimanshi Patle100% (1)
- Galgotias University Uttar Pradesh School of Computing Science & Engineering B.Tech. (CSE) 2018-19 Semester Wise Breakup of CoursesDocument2 paginiGalgotias University Uttar Pradesh School of Computing Science & Engineering B.Tech. (CSE) 2018-19 Semester Wise Breakup of CoursesRohit Singh BhatiÎncă nu există evaluări
- VRPIN 01843 PsychiatricReportDrivers 1112 WEBDocument2 paginiVRPIN 01843 PsychiatricReportDrivers 1112 WEBeverlord123Încă nu există evaluări
- Assessment of Embodied Carbon Emissions For Building Construc - 2016 - Energy AnDocument11 paginiAssessment of Embodied Carbon Emissions For Building Construc - 2016 - Energy Any4smaniÎncă nu există evaluări
- Loctite 586 PDFDocument9 paginiLoctite 586 PDForihimieÎncă nu există evaluări
- Pioneer 1019ah-K Repair ManualDocument162 paginiPioneer 1019ah-K Repair ManualjekÎncă nu există evaluări
- SG110CX: Multi-MPPT String Inverter For SystemDocument2 paginiSG110CX: Multi-MPPT String Inverter For SystemKatherine SmithÎncă nu există evaluări
- 444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16Document1 pagină444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16whatisÎncă nu există evaluări
- Diogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFDocument54 paginiDiogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFAndres Felipe Pineda JaimesÎncă nu există evaluări
- Victor 2Document30 paginiVictor 2EmmanuelÎncă nu există evaluări
- Ultracold Atoms SlidesDocument49 paginiUltracold Atoms SlideslaubbaumÎncă nu există evaluări
- Mathmatcs Joint Form TwoDocument11 paginiMathmatcs Joint Form TwoNurudi jumaÎncă nu există evaluări
- Universitas Tidar: Fakultas Keguruan Dan Ilmu PendidikanDocument7 paginiUniversitas Tidar: Fakultas Keguruan Dan Ilmu PendidikanTheresia Calcutaa WilÎncă nu există evaluări
- AISOY1 KiK User ManualDocument28 paginiAISOY1 KiK User ManualLums TalyerÎncă nu există evaluări
- Perdarahan Uterus AbnormalDocument15 paginiPerdarahan Uterus Abnormalarfiah100% (1)
- SEILDocument4 paginiSEILGopal RamalingamÎncă nu există evaluări
- 0012 Mergers and Acquisitions Current Scenario andDocument20 pagini0012 Mergers and Acquisitions Current Scenario andJuke LastÎncă nu există evaluări
- Project Quality Plan (JFJS-788)Document18 paginiProject Quality Plan (JFJS-788)mominÎncă nu există evaluări
- A Comparative Study of Public Private Life Insurance Companies in IndiaDocument5 paginiA Comparative Study of Public Private Life Insurance Companies in IndiaAkansha GoyalÎncă nu există evaluări
- Optimized Maximum Power Point Tracker For Fast Changing Environmental ConditionsDocument7 paginiOptimized Maximum Power Point Tracker For Fast Changing Environmental ConditionsSheri ShahiÎncă nu există evaluări
- Instant Download Business in Action 7Th Edition Bovee Solutions Manual PDF ScribdDocument17 paginiInstant Download Business in Action 7Th Edition Bovee Solutions Manual PDF ScribdLance CorreaÎncă nu există evaluări
- Modular Q1 WK3-4Document3 paginiModular Q1 WK3-4JENIFFER DE LEONÎncă nu există evaluări
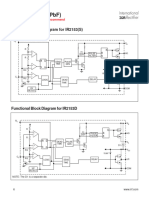
- IR2153 Parte6Document1 paginăIR2153 Parte6FRANK NIELE DE OLIVEIRAÎncă nu există evaluări