S-ar putea să vă placă și
- 2004 ATRA Seminar Manual ContentsDocument316 pagini2004 ATRA Seminar Manual Contentschoco84100% (2)
- 752 BMW Individual High End Audio SystemDocument2 pagini752 BMW Individual High End Audio SystemsteÎncă nu există evaluări
- Team Building & Team WorkDocument39 paginiTeam Building & Team WorkAmrita DasÎncă nu există evaluări
- Steam Generator ManualDocument25 paginiSteam Generator Manualcolleen berganciaÎncă nu există evaluări
- Overhall Diferencial Mack PDFDocument150 paginiOverhall Diferencial Mack PDFmanuel fernandezÎncă nu există evaluări
- Roleof Gravity ConcentrationDocument10 paginiRoleof Gravity ConcentrationDEGAGA AMENUÎncă nu există evaluări
- Algal Micro FarmsDocument18 paginiAlgal Micro FarmsBrent BrownellÎncă nu există evaluări
- Drag EquationDocument4 paginiDrag EquationRafaelÎncă nu există evaluări
- 14.mag Prop of Gold ClustersDocument12 pagini14.mag Prop of Gold ClustersEdward Anand EÎncă nu există evaluări
- Effects of Sample Mass On Gravity Recoverable Gold Test Results in Low-Grade OresDocument23 paginiEffects of Sample Mass On Gravity Recoverable Gold Test Results in Low-Grade Oresjose hernandezÎncă nu există evaluări
- PM DesignTip EssentialsDocument20 paginiPM DesignTip EssentialsPurece EugenÎncă nu există evaluări
- Effectiveness of Gravity Separation of Low Grade NDocument8 paginiEffectiveness of Gravity Separation of Low Grade NMarcelino Vargas QueaÎncă nu există evaluări
- Investment CastingsDocument16 paginiInvestment CastingsNithin Basava100% (1)
- The Principles of Gravity Concentration-RevisiDocument27 paginiThe Principles of Gravity Concentration-Revisinadya zulfaniÎncă nu există evaluări
- Increasing Efficiency by Selective Comminution PDFDocument15 paginiIncreasing Efficiency by Selective Comminution PDFMarco Castro OrtechoÎncă nu există evaluări
- Lec# 03 Ionization and TypesDocument17 paginiLec# 03 Ionization and TypesVishal MeghwarÎncă nu există evaluări
- Robust Design ModulesDocument200 paginiRobust Design ModulesKaustubh JoshiÎncă nu există evaluări
- Oxy-Acetylene Welding and CuttingDocument96 paginiOxy-Acetylene Welding and CuttingGutenberg.orgÎncă nu există evaluări
- Electrokinetic Sedimentation ReviewDocument19 paginiElectrokinetic Sedimentation ReviewRocío RiveroÎncă nu există evaluări
- A Study of Optimization of Process by Using Taguchi's Parameter Design ApproachDocument13 paginiA Study of Optimization of Process by Using Taguchi's Parameter Design Approachana bawukeÎncă nu există evaluări
- HCL CL2 Leach W Asorbtion in PolymerDocument5 paginiHCL CL2 Leach W Asorbtion in Polymergorfman6154Încă nu există evaluări
- Modal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkDocument5 paginiModal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkVirus046Încă nu există evaluări
- Taguchi TechniqueDocument20 paginiTaguchi TechniqueFunand JoyÎncă nu există evaluări
- The Effectiveness of Physical Separation Process For The Alluvial Tin (Heinda) Ore, MyanmarDocument18 paginiThe Effectiveness of Physical Separation Process For The Alluvial Tin (Heinda) Ore, MyanmarGlobal Research and Development ServicesÎncă nu există evaluări
- Revit LookupDocument6 paginiRevit Lookupjuand_121Încă nu există evaluări
- Gear Motors: Achieving The Perfect Motor & Gearbox MatchDocument16 paginiGear Motors: Achieving The Perfect Motor & Gearbox MatchJohn LeeÎncă nu există evaluări
- TriboElectric SeriesDocument3 paginiTriboElectric SeriesApurwand JfrÎncă nu există evaluări
- Mineral Liberation by High Voltage Pulses and Conventional Comminution With Same Specific Energy Levels PDFDocument9 paginiMineral Liberation by High Voltage Pulses and Conventional Comminution With Same Specific Energy Levels PDFMonica Ulloa LamasÎncă nu există evaluări
- Enhanced Gravity Separators For Coal CleaningDocument7 paginiEnhanced Gravity Separators For Coal CleaningShivakumar AngadiÎncă nu există evaluări
- Atlas Copco ZT55 Instruction ManualDocument90 paginiAtlas Copco ZT55 Instruction ManualRafael Martin Anaya Figueroa100% (4)
- Rapid PrototypingDocument21 paginiRapid Prototypingapi-3758470100% (1)
- Pareto OptimizationDocument7 paginiPareto OptimizationeandreimariusÎncă nu există evaluări
- Sample Size and Meaningful Gold AnalyisDocument20 paginiSample Size and Meaningful Gold AnalyisDash WeeksÎncă nu există evaluări
- Hardinge Workholding: Spindle Tooling For Manual & CNC LathesDocument48 paginiHardinge Workholding: Spindle Tooling For Manual & CNC Lathesanks_raÎncă nu există evaluări
- Conceptos de MineriaDocument18 paginiConceptos de MineriaJhovany Max Carlos CossioÎncă nu există evaluări
- Ball MillDocument3 paginiBall MillMourad HosniÎncă nu există evaluări
- The Use of Canola Oil As An Environmentally Friendly Flotation CollectorDocument10 paginiThe Use of Canola Oil As An Environmentally Friendly Flotation CollectorArif PasaditaÎncă nu există evaluări
- 20111121054135481Document7 pagini20111121054135481Vijaykumar SharmaÎncă nu există evaluări
- Iso 21969 2009 en PDFDocument8 paginiIso 21969 2009 en PDFAnonymous P7J7V4Încă nu există evaluări
- Spheriodiser Cored Wire NewDocument6 paginiSpheriodiser Cored Wire NewamitkkambleÎncă nu există evaluări
- A New Kind of Invisible Gold in Pyrite Hosted in Deformation-Related DislocationsDocument5 paginiA New Kind of Invisible Gold in Pyrite Hosted in Deformation-Related DislocationsEduardo RecaldeÎncă nu există evaluări
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDocument246 paginiM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiÎncă nu există evaluări
- Green Manufacturing: Swati Rastogi OISM 470w February 19, 2001Document22 paginiGreen Manufacturing: Swati Rastogi OISM 470w February 19, 2001rayÎncă nu există evaluări
- New Coldbox BinderDocument8 paginiNew Coldbox BinderAnudatt A. Gowda100% (1)
- Material SelectionDocument60 paginiMaterial SelectionKhoa Nguyễn AnhÎncă nu există evaluări
- Environmentally Conscious, &: DesignDocument26 paginiEnvironmentally Conscious, &: Designleila hanjani hanantoÎncă nu există evaluări
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDocument9 paginiApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
- Taguchi MethodDocument8 paginiTaguchi MethodLSARAVANAN91Încă nu există evaluări
- Collet AnalysisDocument7 paginiCollet AnalysisAgg GlezÎncă nu există evaluări
- Catalogo Cutting Forces-2Document44 paginiCatalogo Cutting Forces-2Marcos Hernandez WaltemathÎncă nu există evaluări
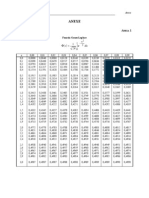
- ANEXE Valori Tabelare A Testelor StatisticeDocument9 paginiANEXE Valori Tabelare A Testelor StatisticeGabriel OvidiuÎncă nu există evaluări
- Geometric Dimensioning & TolerancingDocument3 paginiGeometric Dimensioning & TolerancingSubhasis MahapatraÎncă nu există evaluări
- E 480: Reliability and Failure Analysis: Presented By: Nur Hamidah Abdul HalimDocument49 paginiE 480: Reliability and Failure Analysis: Presented By: Nur Hamidah Abdul HalimAshraf YusofÎncă nu există evaluări
- Ionization RangeDocument6 paginiIonization RangeMichael Bowles100% (1)
- MTM Lab ManualDocument23 paginiMTM Lab ManualMian Abdul Rehman100% (1)
- A New Look at Mineral Maps and The Potential Relationships of PDFDocument4 paginiA New Look at Mineral Maps and The Potential Relationships of PDFDaniel Valdes JamettÎncă nu există evaluări
- Agile Manufacturing PDFDocument21 paginiAgile Manufacturing PDFAravindhan PalaniswamyÎncă nu există evaluări
- A Definitive Guide To DFM Success - Sheet Metal Guidelines - Issue VII - Mar2015 PDFDocument11 paginiA Definitive Guide To DFM Success - Sheet Metal Guidelines - Issue VII - Mar2015 PDFralikÎncă nu există evaluări
- MINE292-Lecture10-Gravity Separation-2014 PDFDocument34 paginiMINE292-Lecture10-Gravity Separation-2014 PDFraliaga59Încă nu există evaluări
- 2006 Advances in ComminutionDocument21 pagini2006 Advances in ComminutionDirceu NascimentoÎncă nu există evaluări
- Reactive Oxygen SpeciesDocument29 paginiReactive Oxygen SpeciesVimuvimÎncă nu există evaluări
- Sand Casting I MET 143Document24 paginiSand Casting I MET 143Carla Smith100% (1)
- Utkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsDocument26 paginiUtkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsUtkarsh SankrityayanÎncă nu există evaluări
- Flying Alligator SkinDocument2 paginiFlying Alligator Skinalan galvez malpartidaÎncă nu există evaluări
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDocument10 pagini87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonÎncă nu există evaluări
- Mould SteelsDocument32 paginiMould SteelsAnonymous B3I6zYNhqdÎncă nu există evaluări
- Improvement of Iron Removal From Silica Sand UsingDocument5 paginiImprovement of Iron Removal From Silica Sand UsingGary DunnÎncă nu există evaluări
- 1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFDocument7 pagini1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFFikri SiplhoÎncă nu există evaluări
- Optimization of Surface Roughness in Turning Operation of Brass Tube Using Taguchi MethodDocument22 paginiOptimization of Surface Roughness in Turning Operation of Brass Tube Using Taguchi Methodashwani kaushikÎncă nu există evaluări
- Internal AdDocument1 paginăInternal AdAnudatt A. GowdaÎncă nu există evaluări
- Foundry Properties of Backing Sand: Some Engineering Studies and ImprovementsDocument5 paginiFoundry Properties of Backing Sand: Some Engineering Studies and ImprovementsAnudatt A. GowdaÎncă nu există evaluări
- Smart Materials and Systems: BackgroundDocument4 paginiSmart Materials and Systems: BackgroundAnudatt A. GowdaÎncă nu există evaluări
- Reference Letter of DR Zaka EmadDocument2 paginiReference Letter of DR Zaka EmadRMRE UETÎncă nu există evaluări
- Astm D522Document2 paginiAstm D522swapon kumar shillÎncă nu există evaluări
- Introduction To Turbomachinery Final Exam 1SY 2016-2017Document1 paginăIntroduction To Turbomachinery Final Exam 1SY 2016-2017Paul RodgersÎncă nu există evaluări
- Datavideo Dac10Document2 paginiDatavideo Dac10misliosÎncă nu există evaluări
- Fuel System: Fuel Tank / Fuel Cock 4-1 Fuel Pump 4 - 2 Carburetor 4 - 3Document10 paginiFuel System: Fuel Tank / Fuel Cock 4-1 Fuel Pump 4 - 2 Carburetor 4 - 3Fabrizio FloresÎncă nu există evaluări
- 378 and 378 HT SeriesDocument2 pagini378 and 378 HT SeriesTim Stubbs100% (2)
- Basic Ship Design PhasesDocument1 paginăBasic Ship Design PhasesJhon GreigÎncă nu există evaluări
- 58MM Printer Programmer Manual-20161207 PDFDocument31 pagini58MM Printer Programmer Manual-20161207 PDFsatryaÎncă nu există evaluări
- Hfe Panasonic Sa-Akx50 PH PN Service enDocument132 paginiHfe Panasonic Sa-Akx50 PH PN Service enJohntec nuñezÎncă nu există evaluări
- Emission Test Station - Workshop: Multi-FuelDocument2 paginiEmission Test Station - Workshop: Multi-FuelARMANDO HERNANDEZÎncă nu există evaluări
- BER-E222 PMDocument8 paginiBER-E222 PMItalo MendozaÎncă nu există evaluări
- 연대경제대학원 석사학위논문 학술정보원등록 최종본Document121 pagini연대경제대학원 석사학위논문 학술정보원등록 최종본0514bachÎncă nu există evaluări
- t410 600w 4 Amp PDFDocument8 paginit410 600w 4 Amp PDFJose M PeresÎncă nu există evaluări
- 2cmc480022c0003 PDFDocument52 pagini2cmc480022c0003 PDFArul SankaranÎncă nu există evaluări
- MyLLP Customer Portal User Guide - RegistrationDocument10 paginiMyLLP Customer Portal User Guide - RegistrationEverboleh ChowÎncă nu există evaluări
- BCS 031 Solved Assignments 2016Document15 paginiBCS 031 Solved Assignments 2016Samyak JainÎncă nu există evaluări
- 820-3740 Technical OverviewDocument238 pagini820-3740 Technical Overviewppjim100% (1)
- Checklist of E/OHS Activities For Asbestos Management: Name of Publication DateDocument20 paginiChecklist of E/OHS Activities For Asbestos Management: Name of Publication DateidahssÎncă nu există evaluări
- 7.4.1.2 Packet Tracer - Skills Integration Challenge InstructionsDocument3 pagini7.4.1.2 Packet Tracer - Skills Integration Challenge InstructionsJerry FullerÎncă nu există evaluări
- Lectut MI 106 PDF MI 106 Sol Tut 5 76vs9e5Document4 paginiLectut MI 106 PDF MI 106 Sol Tut 5 76vs9e5Pritam PaulÎncă nu există evaluări
- VarmaDocument86 paginiVarmanandy39Încă nu există evaluări
- Sba 2017 To 2018Document12 paginiSba 2017 To 2018api-383788708Încă nu există evaluări