S-ar putea să vă placă și
- Home Made Faceting MachineDocument7 paginiHome Made Faceting MachineGianluca Salvato100% (4)
- Jigs and FixturesDocument96 paginiJigs and Fixturesva3ttn100% (3)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesDe la EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesÎncă nu există evaluări
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsDe la EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsEvaluare: 5 din 5 stele5/5 (1)
- ScrewMax Piston PumpDocument19 paginiScrewMax Piston PumpMaximus Maxis100% (7)
- 3475331Document41 pagini3475331Nguyen Trong TanÎncă nu există evaluări
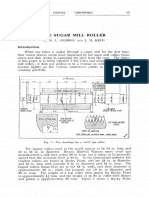
- The Sugar Mill Roller: BV R. I,. Geokge MDocument9 paginiThe Sugar Mill Roller: BV R. I,. Geokge MuksrajÎncă nu există evaluări
- Precision ToolsDocument32 paginiPrecision Toolshmirfan81Încă nu există evaluări
- Presentation On PWHT & Stress RelievingDocument23 paginiPresentation On PWHT & Stress Relievingedu_canete88% (16)
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocument2 paginiAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- High Speed Spindle Design and ConstructionDocument13 paginiHigh Speed Spindle Design and ConstructionSahil KumarÎncă nu există evaluări
- 1.4313 enDocument2 pagini1.4313 envesselÎncă nu există evaluări
- MACHINING AND SHEET METAL TOLERANCESDocument1 paginăMACHINING AND SHEET METAL TOLERANCESDenny Ilyas AttamimiÎncă nu există evaluări
- API 6A & 16A welding requirementsDocument33 paginiAPI 6A & 16A welding requirementsहेमंत कुमार मीणाÎncă nu există evaluări
- Alloy SteelDocument7 paginiAlloy SteelRavinJohnÎncă nu există evaluări
- EN26Document3 paginiEN26Moldoveanu TeodorÎncă nu există evaluări
- A New Die Material For Longer Service LifeDocument12 paginiA New Die Material For Longer Service LifeLuis SantosÎncă nu există evaluări
- 1 4021 PDFDocument2 pagini1 4021 PDFSarah FitzgeraldÎncă nu există evaluări
- Match Thermal Expansion of GlassDocument2 paginiMatch Thermal Expansion of Glasskhers_zalÎncă nu există evaluări
- SS 1.4122Document2 paginiSS 1.4122Bipin Sadasivan100% (2)
- 1020 Carbon Steel Bar GuideDocument3 pagini1020 Carbon Steel Bar GuidethyskieÎncă nu există evaluări
- PB Uddeholm Sleipner EnglishDocument12 paginiPB Uddeholm Sleipner EnglishAlfya ChinikamwalaÎncă nu există evaluări
- 1.4006 en PDFDocument2 pagini1.4006 en PDFdiego.peinado8856Încă nu există evaluări
- Strip Heater Technical CatalogueDocument8 paginiStrip Heater Technical CataloguechikoopandaÎncă nu există evaluări
- HighTens EN25Document2 paginiHighTens EN25Annamali Thiayagarajan0% (1)
- Tooling Materials&Heat TreatmentDocument13 paginiTooling Materials&Heat TreatmentVinod MadireddyÎncă nu există evaluări
- D3 Tool Steel Properties ApplicationsDocument3 paginiD3 Tool Steel Properties ApplicationsEdilson Sarmiento AlonsoÎncă nu există evaluări
- Cold Work Steels: Available Product VariantsDocument5 paginiCold Work Steels: Available Product VariantsAnonymous oyUAtpKÎncă nu există evaluări
- PB Uddeholm Sverker 21 EnglishDocument12 paginiPB Uddeholm Sverker 21 EnglishKOSTASPDFÎncă nu există evaluări
- Gas NitridingDocument4 paginiGas NitridingPaul Joseph MonsaludÎncă nu există evaluări
- SS 1.4313Document2 paginiSS 1.4313mechkashanÎncă nu există evaluări
- Design and Fabrication of Furnace ChapterDocument14 paginiDesign and Fabrication of Furnace Chapterbahloul mohamedÎncă nu există evaluări
- HighTens AISI4340Document2 paginiHighTens AISI4340wellengineerÎncă nu există evaluări
- Bohler - w302 SuperiorDocument8 paginiBohler - w302 SuperiorHugo Mario Ariza Palacio100% (1)
- EN24T Alloy Steel: High Strength, Shock & Wear ResistantDocument4 paginiEN24T Alloy Steel: High Strength, Shock & Wear ResistantDalibor CetojevicÎncă nu există evaluări
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 paginiHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261Încă nu există evaluări
- Inconel 625 Alloy Guide: Composition, Properties & UsesDocument3 paginiInconel 625 Alloy Guide: Composition, Properties & UsesalokbdasÎncă nu există evaluări
- (17CrNiMo6) 4317 Case Hardening SteelDocument3 pagini(17CrNiMo6) 4317 Case Hardening Steelazhar mohammedÎncă nu există evaluări
- EN24Document1 paginăEN24skyheighst1594184Încă nu există evaluări
- Otel de Scule - GBDocument37 paginiOtel de Scule - GBColta VictorÎncă nu există evaluări
- Heat Treatment: Dr. Mohamed Abd Elmonem DahaDocument23 paginiHeat Treatment: Dr. Mohamed Abd Elmonem DahashoroukÎncă nu există evaluări
- Uddeholm Qro90supremeDocument12 paginiUddeholm Qro90supremeDarwin Anderson GÎncă nu există evaluări
- Dillimax 690 eDocument4 paginiDillimax 690 ePrabhakar TiwariÎncă nu există evaluări
- CASE HARDENING STEEL 8620Document3 paginiCASE HARDENING STEEL 8620kumarsathish2009Încă nu există evaluări
- 25% Cr Heat Resistant Stainless Steel SIRIUS 314Document4 pagini25% Cr Heat Resistant Stainless Steel SIRIUS 314Víctor SandovskyÎncă nu există evaluări
- Bearing MaterialDocument3 paginiBearing Materialsarvesh9235Încă nu există evaluări
- EldaDocument28 paginiEldaEldayadi Nefty Rizky ArismawanÎncă nu există evaluări
- Spring SteelDocument2 paginiSpring Steelvaishu1502Încă nu există evaluări
- Nickel Alloy 330 Resists Carburizing OxidizingDocument2 paginiNickel Alloy 330 Resists Carburizing OxidizingAA.KarandishÎncă nu există evaluări
- Top Tool Steel for Cold FormingDocument9 paginiTop Tool Steel for Cold FormingJim ToddÎncă nu există evaluări
- S 700Document12 paginiS 700HeiderHuertaÎncă nu există evaluări
- High-Carbon, High Chromium Cold Work Tool Steel: GMTC GMTCDocument3 paginiHigh-Carbon, High Chromium Cold Work Tool Steel: GMTC GMTCpvdangÎncă nu există evaluări
- Aisi D2: Cold Work Tool SteelDocument7 paginiAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoÎncă nu există evaluări
- Leduburitic Steel Aisi D2 PDFDocument8 paginiLeduburitic Steel Aisi D2 PDFAnoop KizhakathÎncă nu există evaluări
- XAR 450 (WB 710) EnglischDocument3 paginiXAR 450 (WB 710) EnglischMario MoranÎncă nu există evaluări
- High Tensile Steel - Aisi 4140Document2 paginiHigh Tensile Steel - Aisi 4140tetirichieÎncă nu există evaluări
- ALLOY 718: Data Memorandum No. 33Document4 paginiALLOY 718: Data Memorandum No. 33Arun Santhosh SamfisherÎncă nu există evaluări
- Stress relieving steel at 650°C for 1 hour removes 90% internal stressesDocument4 paginiStress relieving steel at 650°C for 1 hour removes 90% internal stressesAshish BoraÎncă nu există evaluări
- X5CrNiCuNb 16-41.4542Document2 paginiX5CrNiCuNb 16-41.4542nuesteÎncă nu există evaluări
- CaseHard BS970-1955EN36ADocument2 paginiCaseHard BS970-1955EN36AtechzonesÎncă nu există evaluări
- Material 1.2379 - X153CrMoV12Document1 paginăMaterial 1.2379 - X153CrMoV12johnnydoe90Încă nu există evaluări
- 708M40 Alloy Steel: Form of SupplyDocument3 pagini708M40 Alloy Steel: Form of SupplyLUCIA MAÑAYÎncă nu există evaluări
- 1.4418-Stainless Soft Martensitic Chromium-Nickel-Molybdenum SteelDocument2 pagini1.4418-Stainless Soft Martensitic Chromium-Nickel-Molybdenum SteelwholenumberÎncă nu există evaluări
- Cryodur / 62SiMnCr4 SteelDocument1 paginăCryodur / 62SiMnCr4 Steelacid.magicÎncă nu există evaluări
- Optimized Die Steel Reference GuideDocument16 paginiOptimized Die Steel Reference GuideKeattikhun ChaichanaÎncă nu există evaluări
- 1 A 2 3 Appliance Handbook UKDocument0 pagini1 A 2 3 Appliance Handbook UKVictor HugoÎncă nu există evaluări
- Presentation About Drilling MachineDocument33 paginiPresentation About Drilling Machinefadyah yulitaÎncă nu există evaluări
- Is 14280 1995 PDFDocument18 paginiIs 14280 1995 PDFsimplyneerajÎncă nu există evaluări
- BME Fifth Semester Theory ModulesDocument5 paginiBME Fifth Semester Theory ModulesDeepak AgrawalÎncă nu există evaluări
- Jetro AssemblyDocument7 paginiJetro Assemblykhoi84cv100% (1)
- Manufacturing Process - Module5.0Document15 paginiManufacturing Process - Module5.0Fiza KamaÎncă nu există evaluări
- SUPPLI 4 JDocument69 paginiSUPPLI 4 JkvasudevinK123Încă nu există evaluări
- Hydraulics Lab-Workshop Manual, MG University, KeralaDocument54 paginiHydraulics Lab-Workshop Manual, MG University, Keralapramodkb_cusatÎncă nu există evaluări
- Bale PluckerDocument11 paginiBale PluckerSiva Jagadish Kumar M100% (4)
- Government Engineering College, Ajmer: PrefaceDocument26 paginiGovernment Engineering College, Ajmer: PrefaceAaditya DadhichÎncă nu există evaluări
- Widia ApplicationGuide USDocument2 paginiWidia ApplicationGuide USiuriqcÎncă nu există evaluări
- Armamento de Sudamérica: El armamento del PerúDocument197 paginiArmamento de Sudamérica: El armamento del PerúJeremiMojorovichÎncă nu există evaluări
- GrindingJournal Spring 2008Document32 paginiGrindingJournal Spring 2008Vijaya Prabhu KumarasamyÎncă nu există evaluări
- Berwick (AD00009 A4)Document4 paginiBerwick (AD00009 A4)Su Chong GuangÎncă nu există evaluări
- Some Information About Edm EBM and LBMDocument6 paginiSome Information About Edm EBM and LBMRuchin ChahwalaÎncă nu există evaluări
- m221 System GuideDocument190 paginim221 System GuideAl ZanoagaÎncă nu există evaluări
- Man Pro Lab Exp No. 7 Working Principle of A Shaper MachineDocument8 paginiMan Pro Lab Exp No. 7 Working Principle of A Shaper Machinefotick100% (1)
- Linear Guideway (EURO)Document195 paginiLinear Guideway (EURO)PanchoMiyamotoÎncă nu există evaluări
- ME3162 Module OutlineDocument4 paginiME3162 Module OutlinedabudhabicozÎncă nu există evaluări
- Bending Tools For Press BrakesDocument2 paginiBending Tools For Press BrakespressbraketoolsÎncă nu există evaluări
- Hammer Drill Instruction ManualDocument14 paginiHammer Drill Instruction ManualKaren Morales de LeonÎncă nu există evaluări
- M13 - Materials Handling - Rev02Document10 paginiM13 - Materials Handling - Rev02Omar Ahmed ElkhalilÎncă nu există evaluări