S-ar putea să vă placă și
- Mohsin My New Down Stream ProcessingDocument56 paginiMohsin My New Down Stream Processingchintan kapadiaÎncă nu există evaluări
- Upstream and DownstDocument21 paginiUpstream and Downstbiotech181985Încă nu există evaluări
- Down Stream ProcessingDocument25 paginiDown Stream ProcessingSHAHZADÎncă nu există evaluări
- Stages of Downstream ProcessingDocument7 paginiStages of Downstream ProcessingNitin KhodifadÎncă nu există evaluări
- Bioprocess Technology 2022Document47 paginiBioprocess Technology 2022Sowjanya NekuriÎncă nu există evaluări
- Biopharmaceuticals Chapter 3-2023Document75 paginiBiopharmaceuticals Chapter 3-2023Anh NguyễnÎncă nu există evaluări
- Fermentation MediaDocument5 paginiFermentation MediaHeriberto RodriguezÎncă nu există evaluări
- TOPIC 8 Downstream Processing in Industrial BiotechnologyDocument22 paginiTOPIC 8 Downstream Processing in Industrial BiotechnologySara Layla50% (2)
- Downstream Processing: Reported By: Angela Marie M. DiwaDocument20 paginiDownstream Processing: Reported By: Angela Marie M. DiwaAngela Miranda DiwaÎncă nu există evaluări
- Bioseparation Dr. Kamal E. M. Elkahlout An OverviewDocument30 paginiBioseparation Dr. Kamal E. M. Elkahlout An OverviewKemal ELkahloutÎncă nu există evaluări
- Chap 1Document24 paginiChap 1Yonas FekaduÎncă nu există evaluări
- Lab 3 Enzyme PurificationDocument7 paginiLab 3 Enzyme PurificationNanashiÎncă nu există evaluări
- Fermentor: Krishna Priya.K Lecturer Dept. of MicrobiologyDocument140 paginiFermentor: Krishna Priya.K Lecturer Dept. of MicrobiologyneelÎncă nu există evaluări
- Bioseparaciones Mistura GrandeDocument182 paginiBioseparaciones Mistura GrandeTeresaCastelo-grandeÎncă nu există evaluări
- Industrial FermentationDocument18 paginiIndustrial FermentationIram AnwarÎncă nu există evaluări
- Process Scale Up Steps, Laboratory Scale, Pilot Plant and Industrial ScaleDocument27 paginiProcess Scale Up Steps, Laboratory Scale, Pilot Plant and Industrial Scalepramudita nadiahÎncă nu există evaluări
- Biotransformation 111201084539 Phpapp02Document46 paginiBiotransformation 111201084539 Phpapp02thakur1989Încă nu există evaluări
- Joseph S. Alford: What Is A Bioprocess?Document8 paginiJoseph S. Alford: What Is A Bioprocess?rhabarberrhabarberÎncă nu există evaluări
- Presentation1 22Document24 paginiPresentation1 22Hadia ShahidÎncă nu există evaluări
- Bioreactor (Introduction) Lec 1-2Document26 paginiBioreactor (Introduction) Lec 1-2mahi mridulaÎncă nu există evaluări
- Joseph S. Alford: What Is A Bioprocess?Document8 paginiJoseph S. Alford: What Is A Bioprocess?Anonymous 1XHScfCIÎncă nu există evaluări
- Downstream ProcessingDocument21 paginiDownstream ProcessingNasir Ahmed YusufÎncă nu există evaluări
- Chapter2 BioconversionDocument28 paginiChapter2 BioconversionTAUFIQ ARIEF NUGRAHAÎncă nu există evaluări
- Fermentation: Shroff S.R. Rotary Institute of Chemical Technology (Srict)Document57 paginiFermentation: Shroff S.R. Rotary Institute of Chemical Technology (Srict)jeevalakshmanan29Încă nu există evaluări
- Bioseperation 12Document47 paginiBioseperation 12César D. Ybarra MeléndezÎncă nu există evaluări
- Black Soldier Fly Products: Generic Description and Analysis of the Production Process for Chitosan, Proteins and Lipid from Black Soldier Fly Larvae.De la EverandBlack Soldier Fly Products: Generic Description and Analysis of the Production Process for Chitosan, Proteins and Lipid from Black Soldier Fly Larvae.Evaluare: 4 din 5 stele4/5 (1)
- Food and Industrial MicrobiologyDocument29 paginiFood and Industrial MicrobiologyAishwarya KashyapÎncă nu există evaluări
- Final BMS PROJECTDocument27 paginiFinal BMS PROJECTHARSH GUPTAÎncă nu există evaluări
- Proteins BIOC2069 #1Document36 paginiProteins BIOC2069 #1erica williamsÎncă nu există evaluări
- Bio-Chemical Engineering: CHE-422 Date: 08/05/2018Document15 paginiBio-Chemical Engineering: CHE-422 Date: 08/05/2018Atif MehfoozÎncă nu există evaluări
- Bio KonversiDocument28 paginiBio KonversiNira AuliaÎncă nu există evaluări
- Downstream ProcessingDocument20 paginiDownstream ProcessingDrishti MalhotraÎncă nu există evaluări
- Fermentation For DummiesDocument12 paginiFermentation For DummiesShahfaraÎncă nu există evaluări
- Bioreactors LatestDocument34 paginiBioreactors LatestSyeda KazmiÎncă nu există evaluări
- An Introduction To Fermentation Process: Sugar Alcohol YeastDocument58 paginiAn Introduction To Fermentation Process: Sugar Alcohol YeasttsegayÎncă nu există evaluări
- Recovery and Purification of ProductsDocument15 paginiRecovery and Purification of ProductsRatih Margita SariÎncă nu există evaluări
- Bio-Chemical Engineering: CHE-422 Date: 10/05/2018Document18 paginiBio-Chemical Engineering: CHE-422 Date: 10/05/2018Atif MehfoozÎncă nu există evaluări
- BITS Pilani: Scale Up of Biotechnology Derived ProductsDocument21 paginiBITS Pilani: Scale Up of Biotechnology Derived ProductsshrikantmsdÎncă nu există evaluări
- MBOE-201 07. Fermentation Economics PDFDocument26 paginiMBOE-201 07. Fermentation Economics PDFPrithvi Shirahatti100% (1)
- Microbial TransformationDocument30 paginiMicrobial TransformationBijayaKumarUpretyÎncă nu există evaluări
- Lecture 6Document32 paginiLecture 6Neywa RasliÎncă nu există evaluări
- Factors Affecting FermentationDocument32 paginiFactors Affecting Fermentationpooja pandey100% (3)
- Raw Material For FermentationDocument24 paginiRaw Material For FermentationFaiz Ismail100% (6)
- Art - Cientific (15) (Bromelina - Residuos - Cáscara - Tallo)Document7 paginiArt - Cientific (15) (Bromelina - Residuos - Cáscara - Tallo)Maria Celeste DelgadoÎncă nu există evaluări
- Economical Feasibility Evaluation of An Ethanol Injection Liposome Production PlantDocument6 paginiEconomical Feasibility Evaluation of An Ethanol Injection Liposome Production Plantraghu_iictÎncă nu există evaluări
- Advanced Bioprocess Engineering: Lecturer Dr. Kamal E. M. Elkahlout Assistant Prof. of BiotechnologyDocument54 paginiAdvanced Bioprocess Engineering: Lecturer Dr. Kamal E. M. Elkahlout Assistant Prof. of Biotechnologybelete fentayeÎncă nu există evaluări
- DIIPA Lecture-6 Different Method of Spent Wash Treatment 07042020Document29 paginiDIIPA Lecture-6 Different Method of Spent Wash Treatment 07042020shravan kumarÎncă nu există evaluări
- Steps in Bioprocess DevelopmeDocument3 paginiSteps in Bioprocess DevelopmeArif RahmansyahÎncă nu există evaluări
- Types of Fermenters & Types of BioreactorsDocument24 paginiTypes of Fermenters & Types of BioreactorsMoaz Fiaz80% (5)
- Basic Introduction of BioprocessDocument8 paginiBasic Introduction of BioprocessRavenSkullÎncă nu există evaluări
- Basic Introduction of BioprocessDocument8 paginiBasic Introduction of BioprocessRavenSkullÎncă nu există evaluări
- An Li - Biological Wastewater Treatment - Selecting The ProcessDocument6 paginiAn Li - Biological Wastewater Treatment - Selecting The ProcessprogerÎncă nu există evaluări
- Downstream Processing ReportsDocument13 paginiDownstream Processing ReportsRexel ReedusÎncă nu există evaluări
- Unit Operation & Unit Process in BiotechnologyDocument52 paginiUnit Operation & Unit Process in BiotechnologyKailash Kumar100% (1)
- Product Isolation in FermentationDocument18 paginiProduct Isolation in FermentationdeltaoperativÎncă nu există evaluări
- Slide Intro BioprocessDocument10 paginiSlide Intro BioprocessNaufal AdityasÎncă nu există evaluări
- Mohsin Downstream ProcessingDocument20 paginiMohsin Downstream Processingchintan kapadiaÎncă nu există evaluări
- Chemical Vs Enzyme Catalydasis AdvantageDocument10 paginiChemical Vs Enzyme Catalydasis AdvantageDavid AntonitoÎncă nu există evaluări
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlDe la EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlÎncă nu există evaluări
- UNIT1-Demand Management in Supply Chain Demand Planning and ForecastingDocument20 paginiUNIT1-Demand Management in Supply Chain Demand Planning and Forecastingshenbha50% (2)
- Assignment 176020307045 PDFDocument82 paginiAssignment 176020307045 PDFnikita gohelÎncă nu există evaluări
- HPLC and GC by S NarwadiyaDocument8 paginiHPLC and GC by S Narwadiyasnarwadiya100% (2)
- Data Rate Limits: Dept. of Computer Engineering Faculty of EngineeringDocument31 paginiData Rate Limits: Dept. of Computer Engineering Faculty of Engineeringআসিফ রেজাÎncă nu există evaluări
- DC DC BoostDocument21 paginiDC DC BoosttrshaaaÎncă nu există evaluări
- All Intervals From G For Guitar (Ear Training Exercise)Document1 paginăAll Intervals From G For Guitar (Ear Training Exercise)dalcha100% (1)
- 4-6 Practice: The Quadratic Formula and The DiscriminantDocument1 pagină4-6 Practice: The Quadratic Formula and The Discriminantasdfasdfasdfasdfasdf0% (1)
- PM-DM/DMR / Pm-2Dm/2Dmr: Digital MultimetersDocument2 paginiPM-DM/DMR / Pm-2Dm/2Dmr: Digital MultimeterstonielhageÎncă nu există evaluări
- Omnibus Risk EstimatorDocument6 paginiOmnibus Risk EstimatorConta do CerberusÎncă nu există evaluări
- Engineering Properties of Soil PDFDocument55 paginiEngineering Properties of Soil PDFJam Apizara Chaizalee100% (1)
- TB-2100 Operational and Maintenance Manual Rev C OptimiseDocument224 paginiTB-2100 Operational and Maintenance Manual Rev C OptimisearnaudmarielÎncă nu există evaluări
- 3 Chemistry of Milk Constituents PDFDocument26 pagini3 Chemistry of Milk Constituents PDFFrancisco Rodriguez VazquezÎncă nu există evaluări
- Linear Algebra Cheat SheetDocument2 paginiLinear Algebra Cheat SheetBrian WilliamsonÎncă nu există evaluări
- Adjectives 4Document34 paginiAdjectives 4Delia Bolasoc100% (1)
- Grammar 111Document33 paginiGrammar 111Suntithvibol Sem100% (1)
- Medical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterDocument5 paginiMedical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterlinggaÎncă nu există evaluări
- Lab 3 Pre LabDocument3 paginiLab 3 Pre LabMina VoÎncă nu există evaluări
- LC08 L1TP 120065 20180318 20180403 01 T1 MTLDocument4 paginiLC08 L1TP 120065 20180318 20180403 01 T1 MTLrendy aswinÎncă nu există evaluări
- Shared Memory ArchitectureDocument2 paginiShared Memory ArchitectureNeethu RajeshÎncă nu există evaluări
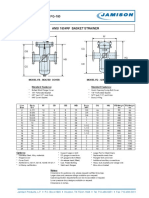
- FB-150 FQ-150 Basket StrainerDocument1 paginăFB-150 FQ-150 Basket Strainerklich77Încă nu există evaluări
- Unit Iv Ce 6405Document13 paginiUnit Iv Ce 6405HanafiahHamzahÎncă nu există evaluări
- Individual Spirituality, Workplace Spirituality and Work Attitudes An Empirical Test of Direct and Interaction EffectsDocument19 paginiIndividual Spirituality, Workplace Spirituality and Work Attitudes An Empirical Test of Direct and Interaction EffectsBasharat NaeemÎncă nu există evaluări
- Handwritten English Alphabet RecognitionDocument8 paginiHandwritten English Alphabet RecognitionIJRASETPublicationsÎncă nu există evaluări
- Evaluation and Selection of Sustainable Strategy For Green Supply Chain Management ImplementationDocument28 paginiEvaluation and Selection of Sustainable Strategy For Green Supply Chain Management ImplementationMuhammad Dzaky Alfajr DirantonaÎncă nu există evaluări
- AMC Measurement ProblemsDocument2 paginiAMC Measurement ProblemseltoÎncă nu există evaluări
- Mitchell-Banki Turbine Design Document PDFDocument37 paginiMitchell-Banki Turbine Design Document PDFprojetosschillingÎncă nu există evaluări
- Coding 3 D ShapesDocument10 paginiCoding 3 D ShapesgmconÎncă nu există evaluări
- X2IPI ManualDocument51 paginiX2IPI ManualFadiliAhmedÎncă nu există evaluări
- DPP 01 Periodic Table JH Sir-3576 PDFDocument5 paginiDPP 01 Periodic Table JH Sir-3576 PDFChessÎncă nu există evaluări
- Water Level Sensor (Submersible)Document4 paginiWater Level Sensor (Submersible)anon_975837510Încă nu există evaluări