S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Italian Art of TunnelingDocument9 paginiThe Italian Art of TunnelingGihartoÎncă nu există evaluări
- Moisture and Fire Resistant Gypsum Board (WRFR)Document3 paginiMoisture and Fire Resistant Gypsum Board (WRFR)burakÎncă nu există evaluări
- Frank Girgsdies Phase Analysis and Structure Refinement 131129Document91 paginiFrank Girgsdies Phase Analysis and Structure Refinement 131129MegaTypers100% (1)
- 2nd Year Chemistry Important Questions PDFDocument4 pagini2nd Year Chemistry Important Questions PDFHemanshu Ghanshani80% (15)
- Training Report of Different Block of Haldia RefineryDocument63 paginiTraining Report of Different Block of Haldia Refineryneo_86868675% (4)
- Worldwide Engineering Standards: Aluminized Sheet SteelDocument7 paginiWorldwide Engineering Standards: Aluminized Sheet SteelJose ValenciaÎncă nu există evaluări
- Electrochimica ActaDocument9 paginiElectrochimica ActareiroslesÎncă nu există evaluări
- Tds Davies Metal PrimerDocument1 paginăTds Davies Metal PrimerSofriano SaritaÎncă nu există evaluări
- ASME B31.5-Refrigeration-PipingDocument11 paginiASME B31.5-Refrigeration-PipingJai100% (2)
- CNG Cylinder Design and SafetyDocument53 paginiCNG Cylinder Design and SafetyMartha GamalÎncă nu există evaluări
- Schematic Diagram of Qualitative Tests For Elements in Organic CompoundsDocument5 paginiSchematic Diagram of Qualitative Tests For Elements in Organic CompoundsChristine DomingoÎncă nu există evaluări
- Procedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Document17 paginiProcedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Midhun K Chandrabose100% (3)
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Document2 paginiSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisÎncă nu există evaluări
- Basic of Soil-Soil Formation (DR - Khalid Farooq)Document26 paginiBasic of Soil-Soil Formation (DR - Khalid Farooq)Haseeb Rehman100% (1)
- The Powder Coaters ManualDocument209 paginiThe Powder Coaters ManualOvation Audio Labs100% (4)
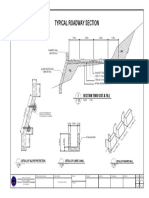
- Typical Roadway SectionDocument1 paginăTypical Roadway SectionCarmela Ayessa PiguerraÎncă nu există evaluări
- Reinforcement Worksheet of Chemical BondingDocument7 paginiReinforcement Worksheet of Chemical BondingAreeba IftikharÎncă nu există evaluări
- Seismic Behvaior of Immersed TunnelsDocument21 paginiSeismic Behvaior of Immersed TunnelsKiana Hashemi100% (1)
- Types of EvporatorsDocument18 paginiTypes of EvporatorsJaya Aravinth RajÎncă nu există evaluări
- MSDS DECON Beton InstanDocument5 paginiMSDS DECON Beton InstanMuhammad RidwanÎncă nu există evaluări
- A307 PDFDocument5 paginiA307 PDFxaviereduardoÎncă nu există evaluări
- VideoDocument7 paginiVideoIvy KayoÎncă nu există evaluări
- Chap 14 PDFDocument22 paginiChap 14 PDFnelson escuderoÎncă nu există evaluări
- Safety Data Sheet: ProductDocument4 paginiSafety Data Sheet: ProductAchraf Ben DhifallahÎncă nu există evaluări
- Solution Manual Strength of Materials by SingerDocument2 paginiSolution Manual Strength of Materials by Singerعلي جواد50% (2)
- Double Wall Corrugated (DWC) HDPE Pipe PDFDocument3 paginiDouble Wall Corrugated (DWC) HDPE Pipe PDFSumukh Mahekar0% (1)
- 8 - Monographie Pyridoxine-Hydrochloride-1631Document1 pagină8 - Monographie Pyridoxine-Hydrochloride-1631asmae.labindusÎncă nu există evaluări
- Journey of DiamondDocument7 paginiJourney of DiamondPratyusha AgarwalÎncă nu există evaluări
- Performance of Polypropylene Fibre Reinforced Laterite Soil and Laterite Soil BricksDocument108 paginiPerformance of Polypropylene Fibre Reinforced Laterite Soil and Laterite Soil BricksNourou Mahaman Lawali SalaouÎncă nu există evaluări