S-ar putea să vă placă și
- 5 - Body Filler - Polyester Putty - 2019 EditionDocument2 pagini5 - Body Filler - Polyester Putty - 2019 Editiondamax rec100% (1)
- Polymers PPT PDFDocument47 paginiPolymers PPT PDFShivani RajeevÎncă nu există evaluări
- C881-15 Epoxy-Resin-Base Bonding Systems For ConcreteDocument6 paginiC881-15 Epoxy-Resin-Base Bonding Systems For ConcreteKartika Setia RiniÎncă nu există evaluări
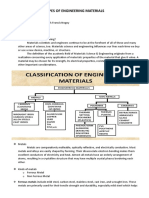
- Types of Engineering MaterialsDocument3 paginiTypes of Engineering MaterialsMark Francis Pangilinan Nogoy100% (2)
- Plastic Moulding Processes OverviewDocument28 paginiPlastic Moulding Processes OverviewQUAZI ADYAN AHMAD 160419736049Încă nu există evaluări
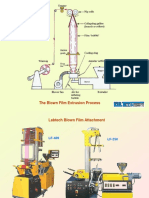
- Blown Film Extrusion ReportDocument12 paginiBlown Film Extrusion ReportAbdul Razak RahmatÎncă nu există evaluări
- Machine Maintenance Manual 250R1 350R2 350R4Document3 paginiMachine Maintenance Manual 250R1 350R2 350R4Francisco Aldaz Garcia50% (2)
- 2018 BMMC Student HandoutDocument225 pagini2018 BMMC Student Handoutfoxbat05Încă nu există evaluări
- How Plastic Bottles Are Made Through Blow Moulding ProcessesDocument3 paginiHow Plastic Bottles Are Made Through Blow Moulding ProcesseslumineurÎncă nu există evaluări
- Extrusion Blown FilmDocument51 paginiExtrusion Blown Filmmani zendedel100% (2)
- Filament Winding and PultrusionDocument14 paginiFilament Winding and PultrusionEsha AkhterÎncă nu există evaluări
- Brain and Behavior: Hyacinth C. Manood, MD, FppaDocument16 paginiBrain and Behavior: Hyacinth C. Manood, MD, FppaSangamesh Sarja100% (1)
- Air Resistance of Paper (Gurley Method) t460Document19 paginiAir Resistance of Paper (Gurley Method) t460Gustavo Sánchez100% (1)
- 2 1 ExtrusionDocument69 pagini2 1 ExtrusionSingh Anuj0% (1)
- ECJ 0612 OxazolidinesDocument4 paginiECJ 0612 OxazolidinesmajidÎncă nu există evaluări
- Calander PDFDocument14 paginiCalander PDFansari_poly5264Încă nu există evaluări
- PFF of Blown Film Process FromDocument32 paginiPFF of Blown Film Process FromMark SternÎncă nu există evaluări
- Blown Film Extrusion Process ReportDocument11 paginiBlown Film Extrusion Process ReportMuhammad Nasri Zainal AbidinÎncă nu există evaluări
- Combivert S6: Instructions For Use - Installation S6 Housing 2Document82 paginiCombivert S6: Instructions For Use - Installation S6 Housing 2POLÎncă nu există evaluări
- Blown Film ManualDocument20 paginiBlown Film ManualJohn P. Bandoquillo100% (2)
- Roisum2 Pres PDFDocument30 paginiRoisum2 Pres PDFkochicomm0% (1)
- Issue #9 Printing and Graphics Science Group NewsletterDe la EverandIssue #9 Printing and Graphics Science Group NewsletterÎncă nu există evaluări
- What Is Blown Film ExtrusionDocument2 paginiWhat Is Blown Film ExtrusionJonas BonfimÎncă nu există evaluări
- How To Measure Roll QualityDocument13 paginiHow To Measure Roll QualityDemingÎncă nu există evaluări
- 1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivDocument8 pagini1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivelcarpaneziÎncă nu există evaluări
- Paper Fan PumpsDocument8 paginiPaper Fan PumpsnazeerÎncă nu există evaluări
- Application Guide ExtrudersDocument24 paginiApplication Guide ExtrudersjvilasisÎncă nu există evaluări
- Sealencer The Silent Suction Roll Design: Voith PaperDocument2 paginiSealencer The Silent Suction Roll Design: Voith PapersakarisoÎncă nu există evaluări
- Metering Size PressDocument22 paginiMetering Size PressDaud ZamanÎncă nu există evaluări
- ME 2201 Unit 5 PlasticsDocument42 paginiME 2201 Unit 5 Plasticsgurunathram100% (1)
- Practical ways to reduce energy usage in tissue manufacturingDocument7 paginiPractical ways to reduce energy usage in tissue manufacturingKoushik MadapatiÎncă nu există evaluări
- Blown Film ProblemsDocument33 paginiBlown Film ProblemsNoel AndradeÎncă nu există evaluări
- Paper DefectsDocument4 paginiPaper DefectsJagathÎncă nu există evaluări
- Processing of Plastics PDFDocument61 paginiProcessing of Plastics PDFCh Talha0% (1)
- Roll Hardness Measurements as a Tool for Quality ControlDocument49 paginiRoll Hardness Measurements as a Tool for Quality ControlDemingÎncă nu există evaluări
- Calendering Is Still King For High Volume PVCDocument9 paginiCalendering Is Still King For High Volume PVCOSIIQPGRISÎncă nu există evaluări
- General Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFDocument54 paginiGeneral Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFkfaravÎncă nu există evaluări
- Clase 7. Blown Film ExtrusionDocument37 paginiClase 7. Blown Film ExtrusionJuan Carlos Amaro ReyesÎncă nu există evaluări
- 7 Blown Film Extrusion Instability Patterns and Their RemediesDocument6 pagini7 Blown Film Extrusion Instability Patterns and Their RemediesAhsan Ikram100% (1)
- Crowning Benefits - Paper, Film & Foil ConverterDocument3 paginiCrowning Benefits - Paper, Film & Foil ConverteravgpaulÎncă nu există evaluări
- Menges CrowningDocument8 paginiMenges CrowningTarun GuptaÎncă nu există evaluări
- Doctor Blade TechniqueDocument4 paginiDoctor Blade Techniquearunbalaji86Încă nu există evaluări
- What Is The Optimum Rewind TensionDocument8 paginiWhat Is The Optimum Rewind TensionSakhawat Hossain RonyÎncă nu există evaluări
- What We Know That Just Ain't So: David Roisum, Ph.D. Finishing Technologies, IncDocument17 paginiWhat We Know That Just Ain't So: David Roisum, Ph.D. Finishing Technologies, IncCORTOCIRCUITANTEÎncă nu există evaluări
- Blown FilmDocument4 paginiBlown Filmwahyutrisutrisno91Încă nu există evaluări
- Foods and supplements to avoid or limit with G6PD deficiencyDocument8 paginiFoods and supplements to avoid or limit with G6PD deficiencyshane natividadÎncă nu există evaluări
- Tubular Film Blowing Process ExplainedDocument9 paginiTubular Film Blowing Process ExplainedAlmir MachadoÎncă nu există evaluări
- Blown FilmDocument4 paginiBlown FilmAdinda LÎncă nu există evaluări
- 01Document53 pagini01Kaliya PerumalÎncă nu există evaluări
- FilmDocument2 paginiFilmDhileepan KumarasamyÎncă nu există evaluări
- Blown Film CatalogueDocument12 paginiBlown Film CatalogueMohammad-reza NabavinezhadÎncă nu există evaluări
- 7 9layerblownfilmlinesDocument6 pagini7 9layerblownfilmlinesductoan32Încă nu există evaluări
- TROUBLE SHOOTING GUIDE Blanket SurfaceDocument6 paginiTROUBLE SHOOTING GUIDE Blanket SurfaceLai NguyenÎncă nu există evaluări
- Polyactic Acid Shrink Films and MethodsDocument16 paginiPolyactic Acid Shrink Films and MethodshatharasingheÎncă nu există evaluări
- Dry Ink: The Printing ProcessDocument2 paginiDry Ink: The Printing ProcessRocio RodriguezÎncă nu există evaluări
- Plastics EngineeringDocument3 paginiPlastics EngineeringPraveen Pulavarthi100% (1)
- Castflex EngDocument12 paginiCastflex EngJuanÎncă nu există evaluări
- JOH CLOUTH - Safe Practice For The Handling of Doctor BladesDocument24 paginiJOH CLOUTH - Safe Practice For The Handling of Doctor Bladesgustirizkiawan100% (1)
- Polyflow Extrusion WS04 3D ExtrusionDocument28 paginiPolyflow Extrusion WS04 3D Extrusionwoongs73Încă nu există evaluări
- Mike Coster Mike Coster James Coffey James Coffey Carly Snyder Carly SnyderDocument19 paginiMike Coster Mike Coster James Coffey James Coffey Carly Snyder Carly SnyderAlisha KiranÎncă nu există evaluări
- Micro Molding Vacuum Venting BenefitsDocument21 paginiMicro Molding Vacuum Venting BenefitsvenkithankamÎncă nu există evaluări
- Books10 ExtrusionDocument5 paginiBooks10 ExtrusionThais G Quinones0% (2)
- Core Handling EquipmentDocument20 paginiCore Handling EquipmentAnjas HardiansyahÎncă nu există evaluări
- Manufacturing Processes: International Islamic University IslamabadDocument44 paginiManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidÎncă nu există evaluări
- Finishing EnglDocument49 paginiFinishing EnglSalim NgaosÎncă nu există evaluări
- Seminar ReportDocument21 paginiSeminar ReportJamie HallÎncă nu există evaluări
- Nomenclature in Organic ChemistryDocument15 paginiNomenclature in Organic ChemistryMarc RomeroÎncă nu există evaluări
- Mat'l Balance - Jan10Document24 paginiMat'l Balance - Jan10Marc RomeroÎncă nu există evaluări
- Peter Senge and The Learning OrganizationDocument15 paginiPeter Senge and The Learning OrganizationMarc RomeroÎncă nu există evaluări
- A Heat Exchanger Is A Specialized Device That Assists in The Transfer of Heat From One Fluid To The OtherDocument1 paginăA Heat Exchanger Is A Specialized Device That Assists in The Transfer of Heat From One Fluid To The OtherMarc RomeroÎncă nu există evaluări
- Dental Cements Chapter 13Document60 paginiDental Cements Chapter 13Maria Mercedes LeivaÎncă nu există evaluări
- DBT BET JRF 2019 Solved Question Paper With Answer KeyDocument36 paginiDBT BET JRF 2019 Solved Question Paper With Answer KeySHYAM KUMAR 155100590% (1)
- IFU Multipanel 5-10-12 Drogas Placas Monlabtest ENDocument2 paginiIFU Multipanel 5-10-12 Drogas Placas Monlabtest ENandrianzÎncă nu există evaluări
- 163Ch11 13Document7 pagini163Ch11 13Aaron BautistaÎncă nu există evaluări
- Tablet FriabilityDocument25 paginiTablet FriabilityJean Florencondia67% (3)
- A Review of Fiber Synergy in Hybrid Fiber Reinforced ConcreteDocument10 paginiA Review of Fiber Synergy in Hybrid Fiber Reinforced ConcreteKebede kasaÎncă nu există evaluări
- Continuous BleachingDocument15 paginiContinuous BleachingTruin ClandesÎncă nu există evaluări
- Lubricants 05 00044Document17 paginiLubricants 05 00044Jesus OcampoÎncă nu există evaluări
- MasterBook 1 Eng PDFDocument64 paginiMasterBook 1 Eng PDFDaniel CîrsteaÎncă nu există evaluări
- Comptability GuideDocument32 paginiComptability Guideemperor_vamsiÎncă nu există evaluări
- Brochure Transcutol P For Efficient Skin PenetrationDocument24 paginiBrochure Transcutol P For Efficient Skin PenetrationJoaozinhoMéndez100% (1)
- TITLE Chemistry Sample Paper Class XIIDocument5 paginiTITLE Chemistry Sample Paper Class XIIDominic AmbalatungalÎncă nu există evaluări
- Reviewer For Org Chem Lec M6-M7Document8 paginiReviewer For Org Chem Lec M6-M7Alyanna Elisse Vergara0% (1)
- Roofing and Waterproofing: Standard Terminology Relating ToDocument11 paginiRoofing and Waterproofing: Standard Terminology Relating ToPyone Ei ZinÎncă nu există evaluări
- Park College of Engineering and Technology: Model Exam Seventh Semester / TT8792 Technical TextilesDocument1 paginăPark College of Engineering and Technology: Model Exam Seventh Semester / TT8792 Technical TextilesRajendrakumarÎncă nu există evaluări
- Nanay Organic ReviewDocument45 paginiNanay Organic ReviewAimee MangubatÎncă nu există evaluări
- Dental WaxesDocument7 paginiDental WaxesNurul IzzatiÎncă nu există evaluări
- Knoevenagel Condensation CLLGDocument8 paginiKnoevenagel Condensation CLLGpriyanshu chauhanÎncă nu există evaluări
- Lubricants Final 1Document32 paginiLubricants Final 1onkar nikamÎncă nu există evaluări
- Esd Wristbands: Comfortable and Anti-AllergenicDocument9 paginiEsd Wristbands: Comfortable and Anti-AllergenicNicolas Pastine SepulvedaÎncă nu există evaluări
- Endocrine System NotesDocument6 paginiEndocrine System NotesHannah Grace CorveraÎncă nu există evaluări
- Patil, 2010 (Ionotropic Gelation and Polyelectrolyte Complexation The Novel Techniques To Design Hydrogel Particulate Sustained, Modulated Drug Delivery System)Document9 paginiPatil, 2010 (Ionotropic Gelation and Polyelectrolyte Complexation The Novel Techniques To Design Hydrogel Particulate Sustained, Modulated Drug Delivery System)Hardinawati Naylil WafaÎncă nu există evaluări