S-ar putea să vă placă și
- Section 34 - Sight GlassDocument27 paginiSection 34 - Sight GlasshammamiÎncă nu există evaluări
- Todays Advanced Hose and Hydraulic SystemsDocument19 paginiTodays Advanced Hose and Hydraulic SystemsJuan Eduardo PFÎncă nu există evaluări
- Jacketed PipingDocument11 paginiJacketed PipingDhirendra Singh Rathore100% (7)
- Ball Valve HandbookDocument13 paginiBall Valve HandbookGanesh Yadav100% (6)
- FMC Weco Wing Union CatalogDocument16 paginiFMC Weco Wing Union CatalogSargunam Sankaravadivel100% (2)
- SAE J517 Hydraulic Hose RatingsDocument6 paginiSAE J517 Hydraulic Hose RatingsR L100% (1)
- Injection Molding GuideDocument33 paginiInjection Molding Guidethangkhungpro0% (1)
- General Criteria For Selection of Cleaning AgentDocument10 paginiGeneral Criteria For Selection of Cleaning Agentmadhu anvekarÎncă nu există evaluări
- Valves: Continuing Education From The American Society of Plumbing EngineersDocument19 paginiValves: Continuing Education From The American Society of Plumbing Engineers185412Încă nu există evaluări
- Damper Guide BookDocument21 paginiDamper Guide Booksbmmla100% (1)
- Crane Engineering Data 1Document56 paginiCrane Engineering Data 1jerry666aÎncă nu există evaluări
- Sae J51-2004Document11 paginiSae J51-2004khhoseÎncă nu există evaluări
- C-15 ValvesDocument49 paginiC-15 ValvesChuy LeeÎncă nu există evaluări
- Flange Closure Design Spreadsheet-11 AmerivenDocument27 paginiFlange Closure Design Spreadsheet-11 AmerivenWilmer FigueraÎncă nu există evaluări
- Api 574Document3 paginiApi 574kirubha_karan200050% (2)
- Ball Valve Seat Seal Injection SystemDocument28 paginiBall Valve Seat Seal Injection SystemmudrijasmÎncă nu există evaluări
- Velan Forged Steel CatalogueDocument26 paginiVelan Forged Steel CatalogueJuan Carlos Ojeda RamirezÎncă nu există evaluări
- B.3.7 - Control Valves, Shut Down, Self Acting Regulators SpecDocument11 paginiB.3.7 - Control Valves, Shut Down, Self Acting Regulators SpecThuc TruongÎncă nu există evaluări
- InstrumentationFittingsCat PDFDocument48 paginiInstrumentationFittingsCat PDFChowdhury FatemaÎncă nu există evaluări
- Piping: Wing Union ConnectionsDocument8 paginiPiping: Wing Union ConnectionsMahmoud Ahmed Ali AbdelrazikÎncă nu există evaluări
- Steam Turbine Q & ADocument47 paginiSteam Turbine Q & Asrikanth9555100% (1)
- CraneDocument32 paginiCranesabes26100% (1)
- Project Report On Bamboo PulpDocument7 paginiProject Report On Bamboo PulpEIRI Board of Consultants and PublishersÎncă nu există evaluări
- Ball ValveDocument10 paginiBall ValveshenkoviÎncă nu există evaluări
- Open Drain Separator SizingDocument23 paginiOpen Drain Separator SizingSuchart TarasapÎncă nu există evaluări
- Garlock Catalogo GasketDocument46 paginiGarlock Catalogo GasketServilab LudicasÎncă nu există evaluări
- SS Pipe Weld PurgingDocument5 paginiSS Pipe Weld Purging888ddbÎncă nu există evaluări
- IVPL Control Valve Sizing ManualDocument20 paginiIVPL Control Valve Sizing ManualGanesh YadavÎncă nu există evaluări
- BONUS Wind Turbine - How A Wind Turbine Works - The Theory & Design of Modern Wind TurbinesDocument25 paginiBONUS Wind Turbine - How A Wind Turbine Works - The Theory & Design of Modern Wind TurbinesSPYDERSKILL100% (2)
- TRDP - SSSVDocument23 paginiTRDP - SSSVsambhajiÎncă nu există evaluări
- Lecture 1: Energy and EnvironmentDocument5 paginiLecture 1: Energy and EnvironmentGanesh YadavÎncă nu există evaluări
- ASCO Miniature Valve Products (AV017R5)Document96 paginiASCO Miniature Valve Products (AV017R5)vasudeva yasasÎncă nu există evaluări
- Amine CorrosionDocument12 paginiAmine CorrosionMedina EldesÎncă nu există evaluări
- 07 ValvesDocument33 pagini07 Valvesshiva_ssk17Încă nu există evaluări
- Double Block and Bleed Ball ValvesDocument6 paginiDouble Block and Bleed Ball ValvesPalazzo345Încă nu există evaluări
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryDe la EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryÎncă nu există evaluări
- Autoclave Technical InfoDocument16 paginiAutoclave Technical Info136339Încă nu există evaluări
- Level Gages PenberthyDocument34 paginiLevel Gages PenberthySrta IncognitaÎncă nu există evaluări
- Plug Gaging of Holes by The Go NoGo MethodDocument5 paginiPlug Gaging of Holes by The Go NoGo MethodRajiv RamanathanÎncă nu există evaluări
- (2012) Complete IELTS Bands 5-6.5 Student's BookDocument3 pagini(2012) Complete IELTS Bands 5-6.5 Student's BookAhmed Hamdy0% (1)
- Drum Level Indicating Systems DIAMONDDocument14 paginiDrum Level Indicating Systems DIAMONDtonymr1100% (1)
- 110 00 Training Guide Rev 1Document30 pagini110 00 Training Guide Rev 1vilegual1Încă nu există evaluări
- Drawing 80H30Document3 paginiDrawing 80H30kpranjal15Încă nu există evaluări
- Radar Stilling WellsDocument13 paginiRadar Stilling WellsbbmokshÎncă nu există evaluări
- SPO Webversion HighDocument6 paginiSPO Webversion HighchadÎncă nu există evaluări
- DWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)Document3 paginiDWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)RamanNegiÎncă nu există evaluări
- 2 Specification For GRP PipingDocument4 pagini2 Specification For GRP Pipinggc_panchaÎncă nu există evaluări
- Standard ProceduresDocument15 paginiStandard ProceduresViraci100% (1)
- Cycolac Process GuideDocument25 paginiCycolac Process GuideTorcuato Gonzalez100% (1)
- Catalogo de Presion ReotempDocument48 paginiCatalogo de Presion Reotempdiuska13Încă nu există evaluări
- Sree TB 0002Document12 paginiSree TB 0002Tanmoy DuttaÎncă nu există evaluări
- SBF LongdDocument10 paginiSBF LongdcatalineulaÎncă nu există evaluări
- ValvesDocument6 paginiValvesstevegazeleyÎncă nu există evaluări
- Broady 3500 BrochureDocument12 paginiBroady 3500 Brochureahmedm2020Încă nu există evaluări
- Series 825YD Specification SheetDocument2 paginiSeries 825YD Specification SheetFEBCOÎncă nu există evaluări
- Mark V Target Strain Gage Flowmeter Installation, Operation and Maintenance ManualDocument24 paginiMark V Target Strain Gage Flowmeter Installation, Operation and Maintenance Manualابزار دقیقÎncă nu există evaluări
- Codeline, 150 PSI, Drawing - 80S15Document3 paginiCodeline, 150 PSI, Drawing - 80S15RamanNegiÎncă nu există evaluări
- Transformer Bushings, Type GOE and GOE (2) : Technical GuideDocument24 paginiTransformer Bushings, Type GOE and GOE (2) : Technical GuideTxavitoÎncă nu există evaluări
- Simplification of Isolation Product Selection Through Advanced Design GPT IndustriesDocument6 paginiSimplification of Isolation Product Selection Through Advanced Design GPT Industriespayam.ghafooriÎncă nu există evaluări
- H CatalogDocument16 paginiH CatalogFrancis NelsonÎncă nu există evaluări
- Z211 Inst Tube FittingsDocument44 paginiZ211 Inst Tube FittingsSajeen100% (1)
- Spirax Sarco PDFDocument4 paginiSpirax Sarco PDFandresaroÎncă nu există evaluări
- Blind Flanges - Technical BulletinDocument3 paginiBlind Flanges - Technical BulletinVinod Varadan SÎncă nu există evaluări
- Gask o Seal PDFDocument24 paginiGask o Seal PDFThang CaoÎncă nu există evaluări
- Serpentines Guntner GCODocument8 paginiSerpentines Guntner GCOsergioantoniozavalaÎncă nu există evaluări
- How - To Calculate Dike Containment VolumeDocument3 paginiHow - To Calculate Dike Containment VolumeAimsKapoorÎncă nu există evaluări
- Power Plant Control ValvesDocument14 paginiPower Plant Control ValvesGanesh YadavÎncă nu există evaluări
- Leakage Class of Control ValvesDocument4 paginiLeakage Class of Control Valvesg1232003gÎncă nu există evaluări
- H2O2 ReportDocument16 paginiH2O2 ReportShōyōHinataÎncă nu există evaluări
- 10151A1Document3 pagini10151A1Archana ShuklaÎncă nu există evaluări
- Ethylene-Acrylic Elastomers: 482 Ethylene Polymers, Lldpe Vol. 2Document8 paginiEthylene-Acrylic Elastomers: 482 Ethylene Polymers, Lldpe Vol. 2ichsan hakimÎncă nu există evaluări
- Section 1.3 & 1.6 - Cell Structures and Functions QuizDocument1 paginăSection 1.3 & 1.6 - Cell Structures and Functions QuizMay MontanoÎncă nu există evaluări
- Experiment No. 4 GLYCOGENDocument2 paginiExperiment No. 4 GLYCOGENMissy Arabella PameÎncă nu există evaluări
- Cell Structure and FunctionDocument30 paginiCell Structure and FunctionSalman KhanÎncă nu există evaluări
- Yanga Jumao As Research 2 Chapters 1 5 End MattersDocument49 paginiYanga Jumao As Research 2 Chapters 1 5 End MattersFrancisco, John Eiyen D.Încă nu există evaluări
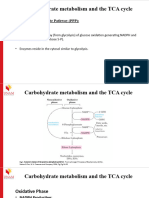
- Carbohydrate Metabolism TCA Cycle - (PPP and Glycogen Metabolism)Document17 paginiCarbohydrate Metabolism TCA Cycle - (PPP and Glycogen Metabolism)Frolian MichaelÎncă nu există evaluări
- Fats PresentationDocument12 paginiFats PresentationCleshaun ChristianÎncă nu există evaluări
- Preservative: 1. Natural Preservative 2. Synthetic PreservativesDocument17 paginiPreservative: 1. Natural Preservative 2. Synthetic PreservativesZahir ShahÎncă nu există evaluări
- MSDS Metafuron 20 WGDocument9 paginiMSDS Metafuron 20 WGPanca Agro Niaga LestariÎncă nu există evaluări
- Chem Super Secret Syllabus of OlevDocument20 paginiChem Super Secret Syllabus of OlevnooneparticularÎncă nu există evaluări
- Direct Electrosynthesis of Pure Aqueous H O Solutions Up To 20% by Weight Using A Solid ElectrolyteDocument6 paginiDirect Electrosynthesis of Pure Aqueous H O Solutions Up To 20% by Weight Using A Solid ElectrolyteGabriel DiazÎncă nu există evaluări
- SGT20 Final Compost Manual-1Document18 paginiSGT20 Final Compost Manual-1Balog EndreÎncă nu există evaluări
- FixedDocument16 paginiFixedAdri versouisseÎncă nu există evaluări
- Unit 2 - Chemistry of CarbohydratesDocument26 paginiUnit 2 - Chemistry of CarbohydratesJoselitz Reyes TumulakÎncă nu există evaluări
- Edexcel IAL Chemistry A-Level: Unit 5: Transition Metals and Organic Nitrogen ChemistryDocument12 paginiEdexcel IAL Chemistry A-Level: Unit 5: Transition Metals and Organic Nitrogen ChemistryMer CyÎncă nu există evaluări
- Material Safety Data Sheet (MSDS) : 1. IdentificationDocument11 paginiMaterial Safety Data Sheet (MSDS) : 1. IdentificationdiablolcÎncă nu există evaluări
- Chapter 5: Proteins: Primary Structure: MatchingDocument12 paginiChapter 5: Proteins: Primary Structure: MatchingeliÎncă nu există evaluări
- s41586 024 07341 Z - ReferenceDocument27 paginis41586 024 07341 Z - Referenceadnanjamal350Încă nu există evaluări
- Biochar Application To Soil Agronomic AnDocument41 paginiBiochar Application To Soil Agronomic AnRuben SanchezÎncă nu există evaluări
- 45 - 2175 - I fichadurtexDTR X HC PRO v07Document2 pagini45 - 2175 - I fichadurtexDTR X HC PRO v07BValidÎncă nu există evaluări
- Carboxylic Acid NotesDocument19 paginiCarboxylic Acid NotesGaurav KuntalÎncă nu există evaluări
- Girek Szymański2019 - Article - TacrineHybridsAsMulti Target DDocument21 paginiGirek Szymański2019 - Article - TacrineHybridsAsMulti Target DJúlia GabrielaÎncă nu există evaluări
- Botanical Pesticidesand Their Modeof ActionDocument28 paginiBotanical Pesticidesand Their Modeof ActionChileshe SimonÎncă nu există evaluări
- Complete MCQ ,.,.Document35 paginiComplete MCQ ,.,.shoaibjan4916765Încă nu există evaluări
- Crimpingtable AXXIONDocument1 paginăCrimpingtable AXXIONAnderson SimonÎncă nu există evaluări