S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- D2866 LF28 Man Tga 18.410Document153 paginiD2866 LF28 Man Tga 18.410Slobodan Aleksov91% (34)
- Canter: ECU Wire DiagramDocument6 paginiCanter: ECU Wire DiagramKristen Holmes100% (2)
- Corsa C 2001-2009 ECU Error CodesDocument4 paginiCorsa C 2001-2009 ECU Error CodesManual100% (1)
- AA Practical Guide To FreeDocument33 paginiAA Practical Guide To FreeJan GroenewaldÎncă nu există evaluări
- Compreesed Air Engine Project ReportDocument52 paginiCompreesed Air Engine Project ReportPrints BindingsÎncă nu există evaluări
- Timer 555 DatasheetDocument11 paginiTimer 555 DatasheetMissael Lavado MarquezÎncă nu există evaluări
- The Tesla SwitchDocument8 paginiThe Tesla SwitchJan Groenewald100% (1)
- Fuel From 'Burning Water'Document2 paginiFuel From 'Burning Water'Jan GroenewaldÎncă nu există evaluări
- Revista de Leopart PDFDocument13 paginiRevista de Leopart PDFJose Fernandez100% (3)
- Series 40 M46 Axial Piston Pump Parts Manual PDFDocument2 paginiSeries 40 M46 Axial Piston Pump Parts Manual PDFVAHAGNÎncă nu există evaluări
- Triax Synergy Synthetics - Pds - Dec 2017Document3 paginiTriax Synergy Synthetics - Pds - Dec 2017Danciu GabrrielÎncă nu există evaluări
- 2004 Toyota Camry L4Document6 pagini2004 Toyota Camry L4draconislivida0% (1)
- Bimotion 2-Stroke Case StudyDocument11 paginiBimotion 2-Stroke Case StudyFilipe100% (1)
- A J Stepanoff - Centrifugal and Axial Flow Pumps PDFDocument262 paginiA J Stepanoff - Centrifugal and Axial Flow Pumps PDFDadi Dahal100% (1)
- Doosan Marine Engine CatalogueDocument21 paginiDoosan Marine Engine Cataloguehaphong3000100% (3)
- D A F T A R H A R G A: Ban Dalam (Tube Type)Document32 paginiD A F T A R H A R G A: Ban Dalam (Tube Type)Adib IrhamiÎncă nu există evaluări
- 5380T3TCAMech74.2 85IPUDocument4 pagini5380T3TCAMech74.2 85IPUVincen LimÎncă nu există evaluări
- Motores de Combustión (001-220)Document220 paginiMotores de Combustión (001-220)sebastian moya riveraÎncă nu există evaluări
- Comparison of Actual and Theoretical CyclesDocument15 paginiComparison of Actual and Theoretical CyclesDeepak NairÎncă nu există evaluări
- Type of EnginesDocument4 paginiType of EnginesIman SadeghiÎncă nu există evaluări
- Electronic Fuel Injection AssignmentDocument11 paginiElectronic Fuel Injection AssignmentyogapostÎncă nu există evaluări
- Central Hydraulics IncDocument30 paginiCentral Hydraulics Incmetin metinÎncă nu există evaluări
- Catalogue LowResDocument43 paginiCatalogue LowResafondomotorÎncă nu există evaluări
- Cat Electronic Technician 2014A v1.0 Product Status ReportDocument6 paginiCat Electronic Technician 2014A v1.0 Product Status Reportyao nestorÎncă nu există evaluări
- Combustion Tuning For Combustion Turbines - NAES PDFDocument7 paginiCombustion Tuning For Combustion Turbines - NAES PDF82540Încă nu există evaluări
- Fichas EcuDocument7 paginiFichas Ecucianeto liteÎncă nu există evaluări
- Peugeot Engine Identification CodesDocument3 paginiPeugeot Engine Identification CodesBill jonesÎncă nu există evaluări
- 01 Agustus 2011Document82 pagini01 Agustus 2011Naga Sembilan DewaÎncă nu există evaluări
- Early Lucas Electronic Diesel Unit InjectorDocument5 paginiEarly Lucas Electronic Diesel Unit InjectorPablo ArevaloÎncă nu există evaluări
- ToolHolder EWSDocument81 paginiToolHolder EWSazadÎncă nu există evaluări
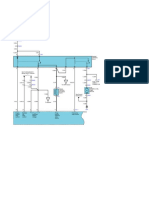
- MFI Control System-01Document1 paginăMFI Control System-01AUTOMOTRIZ TIPO SPCAÎncă nu există evaluări
- Bumping ClearanceDocument3 paginiBumping Clearanceranvir_raj100% (1)
- Basic Engine: Systems OperationDocument2 paginiBasic Engine: Systems OperationNay SoeÎncă nu există evaluări
- Study of Francis TurbineDocument4 paginiStudy of Francis TurbineSuryansh SharmaÎncă nu există evaluări