S-ar putea să vă placă și
- Optimization of Plastics Injection Molding ProcessDocument11 paginiOptimization of Plastics Injection Molding Processfaishal hafizhÎncă nu există evaluări
- Injection MouldingDocument7 paginiInjection MouldingAzizol WahabÎncă nu există evaluări
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingDe la EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingÎncă nu există evaluări
- PIM 101 Ebook-1Document33 paginiPIM 101 Ebook-1agniflameÎncă nu există evaluări
- Pulley CatalogDocument36 paginiPulley CatalogTito FuentesÎncă nu există evaluări
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocument2 paginiUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiÎncă nu există evaluări
- Microsystem - Presentation - MICRO MOULDINGDocument70 paginiMicrosystem - Presentation - MICRO MOULDINGrameshÎncă nu există evaluări
- Plastic Injection Molding TERMS and GLOSSARYDocument9 paginiPlastic Injection Molding TERMS and GLOSSARYDanny Martinez100% (1)
- Layout and Design: Hot Runner GuideDocument15 paginiLayout and Design: Hot Runner Guidenam0% (1)
- Injection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologyDocument4 paginiInjection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologySandeep LeeÎncă nu există evaluări
- Pptim 170504095620 PDFDocument31 paginiPptim 170504095620 PDFashoku24007Încă nu există evaluări
- Manually and Mechanically Actuated Directional Control Valves Sturdy and Reliable!Document66 paginiManually and Mechanically Actuated Directional Control Valves Sturdy and Reliable!lojzemulec5966Încă nu există evaluări
- Threaded Fasteners For PlasticsDocument44 paginiThreaded Fasteners For Plasticsgajendran444Încă nu există evaluări
- Arburg370&420C PDFDocument8 paginiArburg370&420C PDFMatoa Papeda0% (1)
- Technology Working For You.: Approved PrecisionDocument11 paginiTechnology Working For You.: Approved PrecisionDavid Alejandro TellezÎncă nu există evaluări
- Overmolding GuidelinesDocument18 paginiOvermolding GuidelinesRJCIIIÎncă nu există evaluări
- TPU Drying GuideDocument16 paginiTPU Drying GuideBang QuachÎncă nu există evaluări
- LSR PDFDocument31 paginiLSR PDFkfaravÎncă nu există evaluări
- Olaf Zöllner - ChupagemDocument41 paginiOlaf Zöllner - Chupagemkishxcx100% (1)
- Mar 2017Document76 paginiMar 2017deshmukhdpraveenÎncă nu există evaluări
- Method Statement For HVAC Ductwork Insulation and Acoustic LiningDocument4 paginiMethod Statement For HVAC Ductwork Insulation and Acoustic Liningamg00750% (4)
- InTech-Modelling and Simulation For Micro Injection Molding ProcessDocument16 paginiInTech-Modelling and Simulation For Micro Injection Molding ProcessPankaj SattawatÎncă nu există evaluări
- Hetron Fabrication Process PDFDocument57 paginiHetron Fabrication Process PDFDyah AyuÎncă nu există evaluări
- Collapsible CoreDocument100 paginiCollapsible Coremail2saravanaÎncă nu există evaluări
- Ultradur PDFDocument44 paginiUltradur PDFkfaravÎncă nu există evaluări
- 165-495-1-PB Hal 75-85Document48 pagini165-495-1-PB Hal 75-85Tia AdrianyputriÎncă nu există evaluări
- Injection Molded Part Problems & Solutions With: SkillbuilderDocument2 paginiInjection Molded Part Problems & Solutions With: SkillbuilderradzÎncă nu există evaluări
- From Rotation To Swiveling: Injection MoldingDocument4 paginiFrom Rotation To Swiveling: Injection Moldingweb312_twÎncă nu există evaluări
- Demag Liquid Silicone Rubber Inj Moulding PDFDocument8 paginiDemag Liquid Silicone Rubber Inj Moulding PDFMed AliÎncă nu există evaluări
- How Are Bottles MadeDocument3 paginiHow Are Bottles MadelumineurÎncă nu există evaluări
- Battenfeld Multicomponet PDFDocument44 paginiBattenfeld Multicomponet PDFkfaravÎncă nu există evaluări
- Setting Process ConditionsDocument10 paginiSetting Process ConditionszaldsonÎncă nu există evaluări
- Crosslinking Elastomers and Thermoplastics: Organic Peroxides and AuxiliariesDocument15 paginiCrosslinking Elastomers and Thermoplastics: Organic Peroxides and AuxiliariesGrzegorz WierzbaÎncă nu există evaluări
- Catalogo Inyectoras ENGELDocument15 paginiCatalogo Inyectoras ENGELMarcWorldÎncă nu există evaluări
- Sigmasoft LSRDocument6 paginiSigmasoft LSRMarta PalenzonaÎncă nu există evaluări
- Rubber Product Failure-R, P Brown Rapra Review Reports 2002Document120 paginiRubber Product Failure-R, P Brown Rapra Review Reports 2002Arvin Arvini67% (3)
- Different Types of Blow MoldingDocument11 paginiDifferent Types of Blow MoldingParvateshÎncă nu există evaluări
- Issue #9 Printing and Graphics Science Group NewsletterDe la EverandIssue #9 Printing and Graphics Science Group NewsletterÎncă nu există evaluări
- Cold Runner eDocument7 paginiCold Runner eKodhansÎncă nu există evaluări
- IMM BR IR enDocument13 paginiIMM BR IR enwatnaÎncă nu există evaluări
- Lim 6061Document3 paginiLim 606163ragtopÎncă nu există evaluări
- eSW-1200 eSW-1200s: Mechanical Edition For RobotDocument44 paginieSW-1200 eSW-1200s: Mechanical Edition For Robothung nguyenÎncă nu există evaluări
- Cy 600 800gii PDFDocument92 paginiCy 600 800gii PDFArmando Rivera100% (1)
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 paginiMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorÎncă nu există evaluări
- ENGEL Plastifizieren en PDFDocument15 paginiENGEL Plastifizieren en PDFDídia RamosÎncă nu există evaluări
- Design and Development of Plastic Parts For Car Interior: Project TitleDocument56 paginiDesign and Development of Plastic Parts For Car Interior: Project TitleJyoti KaleÎncă nu există evaluări
- Wittmann IMLDocument41 paginiWittmann IMLAbdulRafehIqbalÎncă nu există evaluări
- Liquid Slilcone Rubber For Mould Making Tse 3455tDocument4 paginiLiquid Slilcone Rubber For Mould Making Tse 3455tsumit1022Încă nu există evaluări
- Manufacturing Processes: International Islamic University IslamabadDocument44 paginiManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidÎncă nu există evaluări
- Dow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFDocument50 paginiDow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFLin NiuÎncă nu există evaluări
- Plastic Vacuum Conveying AccessoriesDocument24 paginiPlastic Vacuum Conveying AccessoriesTony Cresicbene100% (1)
- Uddeholm Pocket Book E2Document76 paginiUddeholm Pocket Book E2sunilÎncă nu există evaluări
- Opportunities and Limits of 2k Injection MouldingDocument22 paginiOpportunities and Limits of 2k Injection Mouldingsa_arunkumarÎncă nu există evaluări
- 01Document53 pagini01Kaliya PerumalÎncă nu există evaluări
- ENGEL E-Training enDocument7 paginiENGEL E-Training ensaporrito100% (1)
- One CAM System, No Limits: Standardizing On NX CAM Saves Time, Lowers Costs and Improves QualityDocument2 paginiOne CAM System, No Limits: Standardizing On NX CAM Saves Time, Lowers Costs and Improves QualityrasgeetsinghÎncă nu există evaluări
- Injection MouldingDocument4 paginiInjection MouldinganipcatalyzerÎncă nu există evaluări
- shinEtsuRubber PDFDocument12 paginishinEtsuRubber PDFAmier FaudziÎncă nu există evaluări
- Types of PlasticsDocument26 paginiTypes of PlasticsPRANJAL KUMARÎncă nu există evaluări
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentDe la EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Plasblak Masterbatches: Product Selection Guide For Asia PacificDocument8 paginiPlasblak Masterbatches: Product Selection Guide For Asia PacificSiddharthBhasneyÎncă nu există evaluări
- Laminating Techniques For Converters of Laminating AdhesivesDocument6 paginiLaminating Techniques For Converters of Laminating Adhesivescmmswim67Încă nu există evaluări
- Appendix A - AbbreviationsDocument13 paginiAppendix A - AbbreviationsMani PillaiÎncă nu există evaluări
- Conectores para CableDocument64 paginiConectores para CablejorgecastleÎncă nu există evaluări
- Cepsa Fundicol Synt Ehc: Lubricants For Industrial UseDocument2 paginiCepsa Fundicol Synt Ehc: Lubricants For Industrial UseVladislav TrempoletsÎncă nu există evaluări
- 9765 Rubber Hydraulic Seals and WaterstopsDocument20 pagini9765 Rubber Hydraulic Seals and WaterstopsStephenÎncă nu există evaluări
- Elton Manufacturing CatalogDocument37 paginiElton Manufacturing CatalogDavid LÎncă nu există evaluări
- Pipe Wrap Tape BrochureDocument8 paginiPipe Wrap Tape BrochureRamadon BernalÎncă nu există evaluări
- TQM AssignmentDocument13 paginiTQM Assignmentapi-477659838Încă nu există evaluări
- Polyalk FixoprimeDocument2 paginiPolyalk FixoprimeAjay Kumar AgrawalÎncă nu există evaluări
- ASTM D-5668 Materia VolatilDocument3 paginiASTM D-5668 Materia VolatilRomina MÎncă nu există evaluări
- QDP:24 Mechanical Seals Product RangeDocument16 paginiQDP:24 Mechanical Seals Product Rangeyogeshjain38Încă nu există evaluări
- Belts Mishuboshi (Industrial Power Transmission Products)Document90 paginiBelts Mishuboshi (Industrial Power Transmission Products)dangdinhthyÎncă nu există evaluări
- For Plastic PartsDocument30 paginiFor Plastic PartsBheemeshwer Singh MouryaÎncă nu există evaluări
- Adaptors & Reducers Brochure (TCS02-Feb2013)Document20 paginiAdaptors & Reducers Brochure (TCS02-Feb2013)Abdul SamiÎncă nu există evaluări
- Rexnord Tabletop Mattop English 02Document215 paginiRexnord Tabletop Mattop English 02ozgurturunc4Încă nu există evaluări
- CTRA-20-TM-006-Lagoon Cleaning-R1Document5 paginiCTRA-20-TM-006-Lagoon Cleaning-R1Mohamed RizwanÎncă nu există evaluări
- Plano Catalogue Airsoft23 ENEuro EndDocument32 paginiPlano Catalogue Airsoft23 ENEuro EndGUILLERMO MUÑOZ TRONCOSOÎncă nu există evaluări
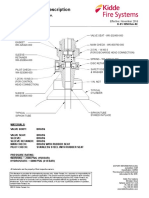
- CO Component Description: Type "I" Cylinder Valve, 5/8-In. With Typical Cylinder P/N: WK-840253-000Document1 paginăCO Component Description: Type "I" Cylinder Valve, 5/8-In. With Typical Cylinder P/N: WK-840253-000RAFAEL NASCIMENTO DA SILVAÎncă nu există evaluări
- SMT DatasheetDocument4 paginiSMT DatasheetCarlo ColloÎncă nu există evaluări
- The Tragic Story of Wallace Hume CarothersDocument16 paginiThe Tragic Story of Wallace Hume Carothersalisha setianiÎncă nu există evaluări
- RTB 442Document1 paginăRTB 442ahmsalÎncă nu există evaluări
- Butterfly DamperDocument2 paginiButterfly Damperdeion29Încă nu există evaluări
- Elastron Brochure 2018Document20 paginiElastron Brochure 2018gurkan arif yalcinkayaÎncă nu există evaluări
- SOAL Pilihan Ganda 100Document2 paginiSOAL Pilihan Ganda 100budiwilaksono o0% (1)