S-ar putea să vă placă și
- Unit 1Document36 paginiUnit 1mantana11Încă nu există evaluări
- Quality ToolsDocument49 paginiQuality Toolsmantana11Încă nu există evaluări
- Unit 6Document23 paginiUnit 6mantana11Încă nu există evaluări
- BroachDocument6 paginiBroachmantana11Încă nu există evaluări
- Computer Numerical ControlDocument13 paginiComputer Numerical Controlmantana11Încă nu există evaluări
- Classification of Grinding ProcessDocument3 paginiClassification of Grinding Processmantana11Încă nu există evaluări
- AC and DC WeldingDocument18 paginiAC and DC WeldingSds Mani SÎncă nu există evaluări
- Tom SyllabusDocument3 paginiTom Syllabusmantana11Încă nu există evaluări
- Metal CastingDocument36 paginiMetal Castingmantana11Încă nu există evaluări
- Shaping and PlaningDocument30 paginiShaping and Planingmantana11Încă nu există evaluări
- SEMECH Question Bank1Document11 paginiSEMECH Question Bank1mantana11Încă nu există evaluări
- UNIT-1 Management ScienceDocument16 paginiUNIT-1 Management Sciencemantana11Încă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Fastener Weight ChartDocument9 paginiFastener Weight ChartTricolor C AÎncă nu există evaluări
- Machine Tool Engineering SyllabusDocument2 paginiMachine Tool Engineering SyllabussahasanÎncă nu există evaluări
- The Book of The UnimatDocument66 paginiThe Book of The Unimatkriskee1395% (22)
- CNC ProgrammingDocument529 paginiCNC Programmingbroll_undomiel93% (30)
- Un NecessaryDocument86 paginiUn NecessaryAbdul AhadÎncă nu există evaluări
- Threads FastenersDocument81 paginiThreads FastenersДмитрий РыбаковÎncă nu există evaluări
- MILLING LAB EXPERIMENTDocument12 paginiMILLING LAB EXPERIMENTLuqman HakimÎncă nu există evaluări
- Synthes ScrewsDocument4 paginiSynthes ScrewsviolentmidnightÎncă nu există evaluări
- 4002 Series - Grommets - InstallationDocument4 pagini4002 Series - Grommets - InstallationAnonymous mq0U43UsPÎncă nu există evaluări
- Machining Line Quote-NewDocument1 paginăMachining Line Quote-NewJimmyÎncă nu există evaluări
- Addendum Screw Thread TypesDocument3 paginiAddendum Screw Thread Typeskanha15102003Încă nu există evaluări
- Hand Taps & Proper Tapping Techniques - The Tool CornerDocument6 paginiHand Taps & Proper Tapping Techniques - The Tool CornerfotickÎncă nu există evaluări
- Surface Grinding Process ExplainedDocument4 paginiSurface Grinding Process ExplainedyowiskieÎncă nu există evaluări
- Types of Machine Tools and their SpecificationsDocument57 paginiTypes of Machine Tools and their Specificationsnikhil tiwariÎncă nu există evaluări
- Lathe MachineDocument11 paginiLathe MachineFaisal KhanÎncă nu există evaluări
- Measuring InstrumentsDocument55 paginiMeasuring InstrumentsNicolas SotoÎncă nu există evaluări
- Maryland Metrics - Thread Data ChartsDocument4 paginiMaryland Metrics - Thread Data ChartsAnonymous VC68Xndnu9Încă nu există evaluări
- Daily Production Report CNC & VMC (25.2)Document4 paginiDaily Production Report CNC & VMC (25.2)Gujju S.p.100% (1)
- Metal LatheDocument25 paginiMetal Lathebogesz68Încă nu există evaluări
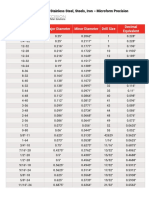
- TapDrill Chart Stainless Steel Iron Steel Microform PrecisionDocument2 paginiTapDrill Chart Stainless Steel Iron Steel Microform PrecisionOdanasÎncă nu există evaluări
- RV Drilling TechnologiesDocument15 paginiRV Drilling TechnologiesSANATHÎncă nu există evaluări
- Bench Drilling: Button BitDocument2 paginiBench Drilling: Button BitDijana Zojceska - SmokvarskaÎncă nu există evaluări
- Grinding & DrillingDocument11 paginiGrinding & DrillingRifki YolandÎncă nu există evaluări
- Dremel Bit PosterDocument1 paginăDremel Bit PosterPhil BooeÎncă nu există evaluări
- Quorn: Tool and Cutter GrinderDocument5 paginiQuorn: Tool and Cutter GrinderDan HendersonÎncă nu există evaluări
- Machinery and production details for Thali making unitDocument3 paginiMachinery and production details for Thali making unitVikas ShuklaÎncă nu există evaluări
- Tool Holder CatalogDocument1.691 paginiTool Holder CatalogVladÎncă nu există evaluări
- Walter Milling eDocument287 paginiWalter Milling eAbdulrahman Al-sÎncă nu există evaluări
- Tabella 6÷17B Asme B1.1 2003Document15 paginiTabella 6÷17B Asme B1.1 2003Ru MonÎncă nu există evaluări
- 47932329Document11 pagini47932329ahilej55Încă nu există evaluări