S-ar putea să vă placă și
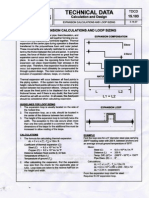
- Expansion Calculation and Loop Sizing001Document2 paginiExpansion Calculation and Loop Sizing001Joseph R. F. DavidÎncă nu există evaluări
- Heat Exchanger Piping DesignDocument24 paginiHeat Exchanger Piping DesignManan100% (2)
- Expansion Loop DesignDocument61 paginiExpansion Loop DesignTauqueerAhmadÎncă nu există evaluări
- PlotplanDocument19 paginiPlotplanmsriref9333Încă nu există evaluări
- Column Piping Study Layout NoDocument21 paginiColumn Piping Study Layout NoTAMIZHKARTHIKÎncă nu există evaluări
- Rack Piping For A Piping Stress EngineerDocument4 paginiRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Column Piping - Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 paginiColumn Piping - Study Layout, Nozzle Orientation & Platforms Requirementsarfat nadaf100% (1)
- Distillation Column Nozzle Location Guidelines PDFDocument21 paginiDistillation Column Nozzle Location Guidelines PDFShyam MurugesanÎncă nu există evaluări
- Principles of Process Plant layout-RIL PDFDocument16 paginiPrinciples of Process Plant layout-RIL PDFPedro DiazÎncă nu există evaluări
- Quick Check On Piping FlexibilityDocument8 paginiQuick Check On Piping Flexibilitysateesh chandÎncă nu există evaluări
- An Article For Piping Design Guide of Reactors - What Is Piping PDFDocument19 paginiAn Article For Piping Design Guide of Reactors - What Is Piping PDFsyedahmad39Încă nu există evaluări
- Piping Design Guide-Vertical DrumsDocument9 paginiPiping Design Guide-Vertical DrumsTejas PatelÎncă nu există evaluări
- PVE Piping Layout Presentation - Part 1Document68 paginiPVE Piping Layout Presentation - Part 1Nguyen Quang NghiaÎncă nu există evaluări
- Piping Input and OutputDocument7 paginiPiping Input and OutputpraneshÎncă nu există evaluări
- Basics of Pipe For Oil & Gas EngineerDocument12 paginiBasics of Pipe For Oil & Gas EngineerMannuddin KhanÎncă nu există evaluări
- Overview of GRP PipesDocument14 paginiOverview of GRP PipesMD IBRARÎncă nu există evaluări
- A Brief Description of Sway Brace, Strut and Snubber (Dynamic Restraints) For Pipe Supporting For Process IndustriesDocument7 paginiA Brief Description of Sway Brace, Strut and Snubber (Dynamic Restraints) For Pipe Supporting For Process IndustriesiaftÎncă nu există evaluări
- Piping Stress QuestionDocument9 paginiPiping Stress Questionzafarbadal100% (1)
- Chapter 12 - Pipe Ra - 2018 - The Engineer S Guide To Plant Layout and Piping deDocument21 paginiChapter 12 - Pipe Ra - 2018 - The Engineer S Guide To Plant Layout and Piping deezeabrilÎncă nu există evaluări
- 436 Piping Course DescriptionDocument2 pagini436 Piping Course DescriptionAnonymous q9eCZHMuS100% (1)
- Form A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Document2 paginiForm A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Emma DÎncă nu există evaluări
- Design Practice General PipeDocument8 paginiDesign Practice General PipedevÎncă nu există evaluări
- 2-Plant Layout - Pipeway DesignDocument25 pagini2-Plant Layout - Pipeway DesignLaxmikant SawleshwarkarÎncă nu există evaluări
- Basics On Piping LayoutDocument11 paginiBasics On Piping Layoutpuru55980Încă nu există evaluări
- Supporting of Piping SystemsDocument3 paginiSupporting of Piping Systemsaap150% (2)
- Rack PipingDocument6 paginiRack PipingMayank Sethi100% (1)
- Introduction To Piping Material ActivitiesDocument23 paginiIntroduction To Piping Material Activitiesvikas2510100% (1)
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDocument19 paginiAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- Jacketed PipesDocument11 paginiJacketed PipesvuongÎncă nu există evaluări
- Jacketed Ball Valves LeafletDocument2 paginiJacketed Ball Valves LeafletSherif EltoukhiÎncă nu există evaluări
- 11.plant Layout PumpsDocument16 pagini11.plant Layout Pumpshalder_kalyan9216Încă nu există evaluări
- PVE Piping Layout Presentation - Part 2Document117 paginiPVE Piping Layout Presentation - Part 2Nguyen Quang NghiaÎncă nu există evaluări
- Piping Designers Vessel OrientationDocument13 paginiPiping Designers Vessel OrientationkazishidotaÎncă nu există evaluări
- Caesar II Load CaseDocument2 paginiCaesar II Load CasevikramacbÎncă nu există evaluări
- Presentation On: Internal Attachments - ABSORBERDocument14 paginiPresentation On: Internal Attachments - ABSORBERmuraliÎncă nu există evaluări
- Process Plant Layout and Piping Design: Fundamentals ofDocument4 paginiProcess Plant Layout and Piping Design: Fundamentals ofSolakhudin Al Ayubi100% (1)
- Chapter 8 Steam PipingDocument14 paginiChapter 8 Steam PipingChen WsÎncă nu există evaluări
- Secondary Pipe Support Devices: Secondary Pipe Support DevicesDocument34 paginiSecondary Pipe Support Devices: Secondary Pipe Support DeviceszebmechÎncă nu există evaluări
- Pipe Stress Analysis & Design Services - Openso EngineeringDocument2 paginiPipe Stress Analysis & Design Services - Openso EngineeringAmit Sharma100% (1)
- ASME Piping Code 2007 ANSI CodeDocument162 paginiASME Piping Code 2007 ANSI CodeKhyle Laurenz DuroÎncă nu există evaluări
- Piping IsometricDocument19 paginiPiping IsometricdeepakÎncă nu există evaluări
- 1722 Piping Drafting Instruc GuideDocument26 pagini1722 Piping Drafting Instruc GuideRizwan Ashraf100% (2)
- Material Selection and SpecificationDocument50 paginiMaterial Selection and SpecificationbashirÎncă nu există evaluări
- Pipeline Stress Analysis With Caesar IIDocument16 paginiPipeline Stress Analysis With Caesar IIPugel YeremiasÎncă nu există evaluări
- Flange Pipe SupportDocument1 paginăFlange Pipe SupportindeskeyÎncă nu există evaluări
- 1 PipelineDocument69 pagini1 PipelineEhab MohammedÎncă nu există evaluări
- Design Detailed Stress Analysis of Double Walled PipingDocument12 paginiDesign Detailed Stress Analysis of Double Walled PipingpritamÎncă nu există evaluări
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDe la EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryÎncă nu există evaluări
- Pipe Expansion and Support - DeterminationDocument23 paginiPipe Expansion and Support - DeterminationGodwinÎncă nu există evaluări
- Pipe Expansion and Support - International Site For Spirax SarcoDocument8 paginiPipe Expansion and Support - International Site For Spirax SarcoSandi ApriandiÎncă nu există evaluări
- Pipe Expansion and Support - International Site For Spirax SarcoDocument8 paginiPipe Expansion and Support - International Site For Spirax SarcoVenkatesh NatlaÎncă nu există evaluări
- WWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Document12 paginiWWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Mashudi FikriÎncă nu există evaluări
- Pipe Expansion and SupportDocument11 paginiPipe Expansion and SupportLorenzoÎncă nu există evaluări
- Span CalculationDocument2 paginiSpan CalculationMohit BauskarÎncă nu există evaluări
- Steam-Engineering-Tutorial R1Document6 paginiSteam-Engineering-Tutorial R1Teeranai ThaiteamsingÎncă nu există evaluări
- Above Ground Pipeline DesignDocument15 paginiAbove Ground Pipeline DesigndilimgeÎncă nu există evaluări
- Parte 3.-Piping Design Carrier HandBookDocument122 paginiParte 3.-Piping Design Carrier HandBookNestor Sanchez Villasmil100% (8)
- Piping DesignDocument122 paginiPiping Designfacebookshop100% (9)
- HVAC Handbook Part 3 Piping DesignDocument122 paginiHVAC Handbook Part 3 Piping DesignTanveer100% (7)
- Piping Flexibility - Thermal Expansion in PipingDocument6 paginiPiping Flexibility - Thermal Expansion in PipingMohamed Al-OdatÎncă nu există evaluări
- Norsok L-CR-003Document41 paginiNorsok L-CR-003asoka.pwÎncă nu există evaluări
- Materials - and Impact of - : Effects Economic CorrosionDocument5 paginiMaterials - and Impact of - : Effects Economic CorrosiondasubhaiÎncă nu există evaluări
- Pipe DesignDocument6 paginiPipe DesignmaneeshmsanjagiriÎncă nu există evaluări
- Steam Pipeline SizingDocument25 paginiSteam Pipeline SizingniteshchouhanÎncă nu există evaluări
- Pipe Wall Thickness CalculationDocument17 paginiPipe Wall Thickness CalculationdasubhaiÎncă nu există evaluări
- Calculation Pressure DropDocument9 paginiCalculation Pressure DropdasubhaiÎncă nu există evaluări
- Instrument Installation Hook Up DrawingsDocument0 paginiInstrument Installation Hook Up DrawingsHicoolguy Riq33% (3)
- Piping InfoDocument13 paginiPiping InfodasubhaiÎncă nu există evaluări
- 190 SpagesDocument4 pagini190 SpagesIván López Pavez100% (1)
- Piping Arrangement System PDFDocument129 paginiPiping Arrangement System PDFdasubhaiÎncă nu există evaluări
- Project Standards and Specifications Layout and Spacing Rev1.0Document17 paginiProject Standards and Specifications Layout and Spacing Rev1.0Mert EfeÎncă nu există evaluări
- Approval Process Handbook 2015 16Document193 paginiApproval Process Handbook 2015 16AakashParanÎncă nu există evaluări
- Piping Drawing Checking ProcedureDocument2 paginiPiping Drawing Checking Proceduredasubhai100% (1)
- Types of Fluid Flow MetersDocument10 paginiTypes of Fluid Flow MetersdasubhaiÎncă nu există evaluări
- Plot PlanDocument5 paginiPlot PlandasubhaiÎncă nu există evaluări
- Piping Layout: Philosophy of Yard PipingDocument11 paginiPiping Layout: Philosophy of Yard PipingdasubhaiÎncă nu există evaluări
- Electrical Works 2003Document15 paginiElectrical Works 2003dasubhaiÎncă nu există evaluări
- Technical 694 Cable - 1Document21 paginiTechnical 694 Cable - 1santoshcutyÎncă nu există evaluări
- Plot PlanDocument5 paginiPlot PlandasubhaiÎncă nu există evaluări
- Equpment LayoutDocument6 paginiEqupment LayoutdasubhaiÎncă nu există evaluări
- Pipe Flow CalculatorsDocument7 paginiPipe Flow CalculatorsdasubhaiÎncă nu există evaluări
- Calculations For TankDocument6 paginiCalculations For TankdasubhaiÎncă nu există evaluări
- Alzheimer's Disease: Unraveling The Mystery: To Get The Most Out of This BookDocument2 paginiAlzheimer's Disease: Unraveling The Mystery: To Get The Most Out of This BookdasubhaiÎncă nu există evaluări
- P&id - 1Document5 paginiP&id - 1dasubhai100% (1)
- Fundamentals of Welding TechDocument29 paginiFundamentals of Welding TechAshwani DograÎncă nu există evaluări
- RCC Thumb RuleDocument7 paginiRCC Thumb RuleRahat ullah100% (6)
- ACI - 318 - 05 Design of Slab PDFDocument24 paginiACI - 318 - 05 Design of Slab PDFtaz_taz3Încă nu există evaluări
- Nalytical Ethod Evelopment ND Ethod Alidation F PH Ndependent Torvastatin Alcium Y - Isible Pectroscopic EthodDocument8 paginiNalytical Ethod Evelopment ND Ethod Alidation F PH Ndependent Torvastatin Alcium Y - Isible Pectroscopic EthoddasubhaiÎncă nu există evaluări
- Thumb Rules For Designing A Column Layout - Civil Engineering - Civil Engineering ProjectsDocument6 paginiThumb Rules For Designing A Column Layout - Civil Engineering - Civil Engineering ProjectsThulasi Raman Kowsigan0% (1)
- Arijit IndexDocument1 paginăArijit IndexdasubhaiÎncă nu există evaluări
- Significance of The Ratio of Tensile StrengthDocument6 paginiSignificance of The Ratio of Tensile StrengthPaul Pinos-anÎncă nu există evaluări
- Hardie Plank Installation GuideDocument1 paginăHardie Plank Installation GuideBrandon VieceliÎncă nu există evaluări
- Di H2O Supply: External Calibration Gas PortDocument2 paginiDi H2O Supply: External Calibration Gas Portanwar sadatÎncă nu există evaluări
- Service Cabinet and Transformer Breaker Sizing 1082004Document49 paginiService Cabinet and Transformer Breaker Sizing 1082004Hazem HassanÎncă nu există evaluări
- Dumbwaiter Installation PDFDocument20 paginiDumbwaiter Installation PDFAgnelo FernandesÎncă nu există evaluări
- Dws Info Sheet Braided Well Services Strands FormedDocument1 paginăDws Info Sheet Braided Well Services Strands Formederwin atmadjaÎncă nu există evaluări
- Original Material "S" Green: Technical InformationDocument1 paginăOriginal Material "S" Green: Technical InformationPedro Henriques RamosÎncă nu există evaluări
- N4000-6 FC N4000-6 FC LD: Fast-Cure, High-Tg Multifunctional EpoxyDocument2 paginiN4000-6 FC N4000-6 FC LD: Fast-Cure, High-Tg Multifunctional EpoxyRafael CastroÎncă nu există evaluări
- Ac Dur Sba G PDFDocument2 paginiAc Dur Sba G PDFbhagwatpatilÎncă nu există evaluări
- Building PlanDocument1 paginăBuilding Planshaik moizÎncă nu există evaluări
- b1 Structure 1st Edition Amendment 15Document92 paginib1 Structure 1st Edition Amendment 15marceti961Încă nu există evaluări
- Deluxe Test Probe Kit Assembly Instruction by KK4HXJ - RevisedDocument6 paginiDeluxe Test Probe Kit Assembly Instruction by KK4HXJ - ReviseddonsterthemonsterÎncă nu există evaluări
- Analysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With Alumina and Sic IJERTV6IS030506Document6 paginiAnalysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With Alumina and Sic IJERTV6IS030506Gona sunil kumar reddyÎncă nu există evaluări
- DVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDocument2 paginiDVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDavid AlmeidaÎncă nu există evaluări
- Review ArticleDocument16 paginiReview ArticleAnteneh GeremewÎncă nu există evaluări
- Ball Valve TFP600ADocument1 paginăBall Valve TFP600AGustavo J. RafaelÎncă nu există evaluări
- PCM-Based Building Envelope Systems: Benjamin DurakovićDocument201 paginiPCM-Based Building Envelope Systems: Benjamin DurakovićLam DesmondÎncă nu există evaluări
- A Guide To Fall Protection in Industry R1Document51 paginiA Guide To Fall Protection in Industry R1Nitish GunessÎncă nu există evaluări
- Fibre Reinforced Post PDFDocument2 paginiFibre Reinforced Post PDFAnneÎncă nu există evaluări
- Lubricated Plug Valves: Price List #3119 - Effective: 3/1/19Document16 paginiLubricated Plug Valves: Price List #3119 - Effective: 3/1/19nurhadiÎncă nu există evaluări
- Fittings & Flanges For Pipe Series 2410 and 3410 Using The TaperTaper Adhesive-Bonded Joint FP657-10 0898Document40 paginiFittings & Flanges For Pipe Series 2410 and 3410 Using The TaperTaper Adhesive-Bonded Joint FP657-10 0898nidhinÎncă nu există evaluări
- Inspection and Test Plan For Piping (PP/FRP Piping)Document2 paginiInspection and Test Plan For Piping (PP/FRP Piping)Anonymous EyK4vt6Y100% (1)
- Steel Design 7 Nov 2020Document2 paginiSteel Design 7 Nov 2020Justine Ejay MoscosaÎncă nu există evaluări
- Avalon Astoria Service Manual PDFDocument106 paginiAvalon Astoria Service Manual PDFexchangenriÎncă nu există evaluări
- Nippon Company Profile-Unlocked PDFDocument30 paginiNippon Company Profile-Unlocked PDFAthul T.NÎncă nu există evaluări
- Lifting Lug Design B 01Document22 paginiLifting Lug Design B 01bakellyÎncă nu există evaluări
- Home Construction Cost Calculator - UltratechDocument7 paginiHome Construction Cost Calculator - UltratechAkshayÎncă nu există evaluări
- Wan Mohammad 2017 IOP Conf. Ser.3A Mater. Sci. Eng. 271 012059 PDFDocument8 paginiWan Mohammad 2017 IOP Conf. Ser.3A Mater. Sci. Eng. 271 012059 PDFCess IshaÎncă nu există evaluări
- Avtl 104 Instructions For UseDocument72 paginiAvtl 104 Instructions For Usechirayus_3Încă nu există evaluări
- DOWSIL™ 2-9034 Emulsion: Features & BenefitsDocument5 paginiDOWSIL™ 2-9034 Emulsion: Features & BenefitsLaban KantorÎncă nu există evaluări