S-ar putea să vă placă și
- Extrusion Technology in Food ProcessingDocument36 paginiExtrusion Technology in Food Processingsoumen bhattacharya86% (7)
- Guide To ExtrusionDocument26 paginiGuide To ExtrusionchevypickupÎncă nu există evaluări
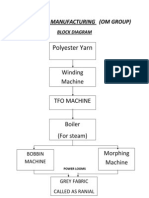
- Grey Cloth Manufacturing ProcessDocument8 paginiGrey Cloth Manufacturing ProcessPriya JainÎncă nu există evaluări
- Qualty Audit in Engro FoodsDocument34 paginiQualty Audit in Engro FoodsFerial AfzalÎncă nu există evaluări
- Project of Sitara ChemicalDocument37 paginiProject of Sitara Chemicalsea waterÎncă nu există evaluări
- Proposal Model For Master FranchiseDocument26 paginiProposal Model For Master FranchiseNawab's Nawab's Kitchen100% (1)
- AquafeedDocument4 paginiAquafeedChristophe JaguelinÎncă nu există evaluări
- Apllication Manual en Production of Meat SubstituteDocument13 paginiApllication Manual en Production of Meat SubstituteStephane JournouxÎncă nu există evaluări
- 1-2 ExtrusionDocument31 pagini1-2 ExtrusionYacine Er-rbahÎncă nu există evaluări
- Data Sheet Sw30hrle-400Document2 paginiData Sheet Sw30hrle-400Alexis Antonio Jara VidalÎncă nu există evaluări
- Dow Filmtec BW30XFR 400 34iDocument2 paginiDow Filmtec BW30XFR 400 34iJuan Camilo HenaoÎncă nu există evaluări
- 03.15 BW30-400-FR enDocument2 pagini03.15 BW30-400-FR enRobby Agam PahlavanÎncă nu există evaluări
- Extrusion For AquafeedDocument4 paginiExtrusion For AquafeedInternational Aquafeed magazineÎncă nu există evaluări
- Desalting Opportunity CrudesDocument8 paginiDesalting Opportunity CrudesTheophile MegueptchieÎncă nu există evaluări
- Filmtec BW 30-400 PDFDocument2 paginiFilmtec BW 30-400 PDFAnonymous qzPNpf100% (1)
- 10 - Filmtech MembraneDocument2 pagini10 - Filmtech MembraneAnonymous XbmoAFtIÎncă nu există evaluări
- Envasadora 1Document191 paginiEnvasadora 1Alicia Del Rocío SaniÎncă nu există evaluări
- Stock and Water Systems of The Paper MachineDocument64 paginiStock and Water Systems of The Paper MachineEnrico75% (4)
- Culligan HiFlo2 - SpecsDocument12 paginiCulligan HiFlo2 - SpecsintermountainwaterÎncă nu există evaluări
- Batch Distillation: Practical Aspects of Design and ControlDocument16 paginiBatch Distillation: Practical Aspects of Design and Controlchemsac2Încă nu există evaluări
- Distillation PDFDocument16 paginiDistillation PDFPARTHIBANÎncă nu există evaluări
- Ecosafe Ro Membrane CatalogDocument11 paginiEcosafe Ro Membrane CatalogecosafeÎncă nu există evaluări
- ExtrusionDocument6 paginiExtrusionfazalÎncă nu există evaluări
- Stackable Potato Chips TechnologyDocument3 paginiStackable Potato Chips Technologyruanruanb100% (1)
- R Upton BirdsallDocument14 paginiR Upton BirdsallArpit PatelÎncă nu există evaluări
- Final PDFDocument12 paginiFinal PDFAshish AroraÎncă nu există evaluări
- Guide To ExtrusionDocument26 paginiGuide To ExtrusionThong Kin MunÎncă nu există evaluări
- Reverse Osmosis Model #R44 Installation InstructionsDocument40 paginiReverse Osmosis Model #R44 Installation InstructionsWatts100% (1)
- My Part in ProcessDocument8 paginiMy Part in ProcessSyafiyatulMunawarahÎncă nu există evaluări
- Feed Manufacturing Technology - Issues and ChallengesDocument8 paginiFeed Manufacturing Technology - Issues and ChallengesOnur DemirelÎncă nu există evaluări
- L 18UF 215 Manual R1Document33 paginiL 18UF 215 Manual R1Martin Bangueses100% (1)
- Tablet Machine ManualDocument27 paginiTablet Machine ManualRafeek Shaikh100% (1)
- Tesis de Grado: Escuela Superior Politécnica de Chimborazo Facultad de Mecánica Escuela de Ingeniería MecánicaDocument35 paginiTesis de Grado: Escuela Superior Politécnica de Chimborazo Facultad de Mecánica Escuela de Ingeniería Mecánicaraul rocha mejiaÎncă nu există evaluări
- Revised LHB Manual Vol II Chapter VII Toilet DraftDocument21 paginiRevised LHB Manual Vol II Chapter VII Toilet DraftvarghsÎncă nu există evaluări
- Eurostar HS - Llenadora Mecánica Por Nivel PDFDocument12 paginiEurostar HS - Llenadora Mecánica Por Nivel PDFMarcelo Martinez CajigasÎncă nu există evaluări
- Reverse Osmosis R14-SERIES Installation InstructionsDocument44 paginiReverse Osmosis R14-SERIES Installation InstructionsWattsÎncă nu există evaluări
- Differentiation Between Strand Pellet Is Ing & Die Phase Pellet Is IngDocument22 paginiDifferentiation Between Strand Pellet Is Ing & Die Phase Pellet Is IngJohn Mathew100% (1)
- Scholars Research Library: A Review: On Scale-Up Factor Determination of Rapid Mixer GranulatorDocument16 paginiScholars Research Library: A Review: On Scale-Up Factor Determination of Rapid Mixer GranulatorSartha KumarÎncă nu există evaluări
- Approaches To Debottlenecking and Process Optimization: TechnicalDocument6 paginiApproaches To Debottlenecking and Process Optimization: TechnicalChirag DobariyaÎncă nu există evaluări
- Buhler Aqua Feed SolutionDocument8 paginiBuhler Aqua Feed SolutionmamunÎncă nu există evaluări
- Reverse Osmosis R12-Wall Mount Installation InstructionsDocument15 paginiReverse Osmosis R12-Wall Mount Installation InstructionsWattsÎncă nu există evaluări
- P-Usg: Underwater Strand Pelletizing Systems For Cost-Eff Ective ProductionDocument8 paginiP-Usg: Underwater Strand Pelletizing Systems For Cost-Eff Ective Productionruk1921Încă nu există evaluări
- FBG Fluid Bed GranulatorDocument1 paginăFBG Fluid Bed GranulatorJUANÎncă nu există evaluări
- FBG Fluid Bed GranulatorDocument1 paginăFBG Fluid Bed GranulatorJUANÎncă nu există evaluări
- Double Shaft Paddle MixerDocument4 paginiDouble Shaft Paddle MixerAntonio ReisÎncă nu există evaluări
- Penwalt Super Centrifuge Brochure - EMDDocument8 paginiPenwalt Super Centrifuge Brochure - EMDGustavoÎncă nu există evaluări
- BUHLER Single Extruder BrochureDocument8 paginiBUHLER Single Extruder BrochureYi HanÎncă nu există evaluări
- Extrusion: C C C CDocument8 paginiExtrusion: C C C CPradip SangleÎncă nu există evaluări
- Pharmaceutical ManufacturingDocument4 paginiPharmaceutical Manufacturingnevelle4667Încă nu există evaluări
- 580ehx Manual GB WoodwardDocument34 pagini580ehx Manual GB Woodwardshanmugam17Încă nu există evaluări
- Reverse Osmosis R24-SERIES Installation InstructionsDocument44 paginiReverse Osmosis R24-SERIES Installation InstructionsWattsÎncă nu există evaluări
- 3A - Extruder ComponentsDocument26 pagini3A - Extruder ComponentsMuhd Khairul Amri100% (1)
- Fermentation Technology CBB 20203: ASSIGNMENT 2: The Functions and Specification of Agitation SystemDocument6 paginiFermentation Technology CBB 20203: ASSIGNMENT 2: The Functions and Specification of Agitation SystemIzzat EmranÎncă nu există evaluări
- Packaged Mineral Water PlantDocument12 paginiPackaged Mineral Water PlantAmjad Pervaz100% (1)
- DOW FILMTEC™ Membranes: Product Data SheetDocument3 paginiDOW FILMTEC™ Membranes: Product Data SheetPT Purione MegatamaÎncă nu există evaluări
- Global Milling Advances August 2013 IssueDocument20 paginiGlobal Milling Advances August 2013 IssueGlobal Milling AdvancesÎncă nu există evaluări
- Executive Summary: 80:19:67:CF:B3:FCDocument10 paginiExecutive Summary: 80:19:67:CF:B3:FCChisom IkengwuÎncă nu există evaluări
- Gs Coating Equipment: For Tablet Film and Sugar Coating, Pellets and MicrogranulesDocument8 paginiGs Coating Equipment: For Tablet Film and Sugar Coating, Pellets and MicrogranulesPaqui Miranda Gualda100% (1)
- Reverse Osmosis Model # R48 Installation InstructionsDocument30 paginiReverse Osmosis Model # R48 Installation InstructionsWatts0% (1)
- Extrusion: An OverviewDocument4 paginiExtrusion: An OverviewMilling and Grain magazine0% (1)
- Ultrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesDocument13 paginiUltrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesböhmitÎncă nu există evaluări
- Blown Film CoexDocument4 paginiBlown Film CoexTaeng SoshiÎncă nu există evaluări
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlDe la EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlÎncă nu există evaluări
- LogisticsDocument6 paginiLogisticsp2atikÎncă nu există evaluări
- Puertos Brazil PDFDocument12 paginiPuertos Brazil PDFwilkiprcÎncă nu există evaluări
- Haciendo Negocios VenezuelaDocument101 paginiHaciendo Negocios VenezuelawilkiprcÎncă nu există evaluări
- Biodiesel Pre - OdpDocument64 paginiBiodiesel Pre - OdpwilkiprcÎncă nu există evaluări
- 12-11 Process Parameters Affecting Performance Download PDFDocument4 pagini12-11 Process Parameters Affecting Performance Download PDFwilkiprcÎncă nu există evaluări
- Feedinternational20121112 DL PDFDocument44 paginiFeedinternational20121112 DL PDFwilkiprcÎncă nu există evaluări
- Piginternational20130102 1 DL PDFDocument36 paginiPiginternational20130102 1 DL PDFwilkiprcÎncă nu există evaluări
- Feedmanagement20121112 DL PDFDocument40 paginiFeedmanagement20121112 DL PDFwilkiprcÎncă nu există evaluări
- Piginternational20120708 1 DL PDFDocument36 paginiPiginternational20120708 1 DL PDFwilkiprcÎncă nu există evaluări
- Piginternational20130102 1 DL PDFDocument36 paginiPiginternational20130102 1 DL PDFwilkiprcÎncă nu există evaluări
- Research & Results: Safety Issues of Fat/Oil Application in Animal FeedDocument5 paginiResearch & Results: Safety Issues of Fat/Oil Application in Animal FeedwilkiprcÎncă nu există evaluări
- DryingDocument3 paginiDryingwilkiprcÎncă nu există evaluări
- Piginternational20120102 1 DL PDFDocument32 paginiPiginternational20120102 1 DL PDFwilkiprcÎncă nu există evaluări
- Food Process Engineering An Introduction by Alan Friis & Jørgen RisumDocument79 paginiFood Process Engineering An Introduction by Alan Friis & Jørgen RisumwilkiprcÎncă nu există evaluări
- China AlimentosDocument34 paginiChina AlimentoswilkiprcÎncă nu există evaluări
- Adv High Strength 70-90 PDFDocument1 paginăAdv High Strength 70-90 PDFsarah ahmedÎncă nu există evaluări
- EagleBurgmann - Araflon 6426 - ENDocument2 paginiEagleBurgmann - Araflon 6426 - ENsf wÎncă nu există evaluări
- Sales PromotionDocument7 paginiSales PromotionSharifMahmudÎncă nu există evaluări
- Term Paper OF Operation MANAGEMENT: TopicDocument39 paginiTerm Paper OF Operation MANAGEMENT: Topicshilpygoyal10Încă nu există evaluări
- Catering Quality Assurance Programme PDFDocument44 paginiCatering Quality Assurance Programme PDFAhmedElSayedÎncă nu există evaluări
- PriyadarshiniDocument10 paginiPriyadarshinigadde bharatÎncă nu există evaluări
- Sustainability 11 02422Document17 paginiSustainability 11 02422HarikrishnaÎncă nu există evaluări
- Jamba Investor Presentation PDFDocument29 paginiJamba Investor Presentation PDFviscount_zeugma100% (1)
- PackagingDocument75 paginiPackagingnavya111Încă nu există evaluări
- Mkt501 TestDocument4 paginiMkt501 TestSandip KumarÎncă nu există evaluări
- Excellence Series - Favorite: The IndustryDocument7 paginiExcellence Series - Favorite: The IndustryAqeel AhmedÎncă nu există evaluări
- Jewel UpdateDocument5 paginiJewel UpdateImtiaz JewelÎncă nu există evaluări
- ProposalDocument3 paginiProposalAnonymous hzr2fbc1zMÎncă nu există evaluări
- F&B Management Assignment-3: Submitted To - Taru Saxena Submitted by - Prince Anand ROLL NO: - 1741102156Document6 paginiF&B Management Assignment-3: Submitted To - Taru Saxena Submitted by - Prince Anand ROLL NO: - 1741102156Prince AnandÎncă nu există evaluări
- Productivity Improvement Through Lean Manufacturing ToolsDocument23 paginiProductivity Improvement Through Lean Manufacturing ToolsSatadeep Datta0% (1)
- Agric Value Chain ProposalDocument14 paginiAgric Value Chain ProposalChike ChukudebeluÎncă nu există evaluări
- Objective of Textile TestingDocument5 paginiObjective of Textile TestingSada NaiduÎncă nu există evaluări
- Anupriya N. R Department of Pharmaceutical Quality Assurance Ngsmips, Nitte Deemed To Be University MangaloreDocument25 paginiAnupriya N. R Department of Pharmaceutical Quality Assurance Ngsmips, Nitte Deemed To Be University MangaloreFatima VessaliusÎncă nu există evaluări
- Cotton, Polyester & Cotton Polyester BlendDocument4 paginiCotton, Polyester & Cotton Polyester BlendTanaji Santra100% (1)
- Amit Jha (SIP) Kara WipesDocument66 paginiAmit Jha (SIP) Kara Wipesamitjhaime0% (1)
- Warehousing and Inventory Management PDFDocument99 paginiWarehousing and Inventory Management PDFStaff Das CoresÎncă nu există evaluări
- Written Works For Reporting - Culminating ActivityDocument3 paginiWritten Works For Reporting - Culminating ActivityALMA MORENAÎncă nu există evaluări
- Home - Style Cookies CaseDocument6 paginiHome - Style Cookies CaseKarthikeya PrathipatiÎncă nu există evaluări
- PPM & Technical Review Meeting PDFDocument3 paginiPPM & Technical Review Meeting PDFTarun PariharÎncă nu există evaluări
- EJB, Style C Model M82 Series Junction Boxes IF 931: Installation & Maintenance InformationDocument12 paginiEJB, Style C Model M82 Series Junction Boxes IF 931: Installation & Maintenance InformationAriel Paniagua VillenuevaÎncă nu există evaluări
- Milk FibreDocument9 paginiMilk FibreRamjee SubramaniÎncă nu există evaluări