S-ar putea să vă placă și
- Metallographic Preparation of Cast Iron: Application NotesDocument6 paginiMetallographic Preparation of Cast Iron: Application NotesmarianaÎncă nu există evaluări
- Weld Like a Pro: Beginning to Advanced TechniquesDe la EverandWeld Like a Pro: Beginning to Advanced TechniquesEvaluare: 4.5 din 5 stele4.5/5 (6)
- 247 DIN EN 13858 Engl PDFDocument15 pagini247 DIN EN 13858 Engl PDFAlejo Leal100% (4)
- Astm A 449Document7 paginiAstm A 449Sasan AbbasiÎncă nu există evaluări
- ASTM A307-2003 Standard Specification For Carbon Steel Bolts and Studs, 60 000 PSI Tensile StrengthDocument6 paginiASTM A307-2003 Standard Specification For Carbon Steel Bolts and Studs, 60 000 PSI Tensile Strengthmasv792512Încă nu există evaluări
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsEvaluare: 4.5 din 5 stele4.5/5 (10)
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- Corrosion and Heat Resistant Nickel AlloysDocument14 paginiCorrosion and Heat Resistant Nickel AlloysWahid Muhamad Furkon RahmatullohÎncă nu există evaluări
- Ferboz Estelli: WORK ExperienceDocument1 paginăFerboz Estelli: WORK Experiencemodulor3dÎncă nu există evaluări
- Astm A-449Document8 paginiAstm A-449Anonymous GhPzn1x100% (2)
- Astm A403Document7 paginiAstm A403mtpiping2572100% (1)
- Carbon Structural Steel: Standard Specification ForDocument3 paginiCarbon Structural Steel: Standard Specification Foralejandro_marín_15100% (1)
- Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersDocument6 paginiQuenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersJennifer TurnerÎncă nu există evaluări
- A307-14 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60000 PSI Tensile StrengthDocument6 paginiA307-14 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60000 PSI Tensile Strengthmasv792512Încă nu există evaluări
- Structural Analysis and Design of Process EquipmentDe la EverandStructural Analysis and Design of Process EquipmentÎncă nu există evaluări
- Astm A 403 / A 403M - 06Document7 paginiAstm A 403 / A 403M - 06negg 348100% (1)
- Astm A307Document6 paginiAstm A307thakrarhits100% (3)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDe la EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceEvaluare: 5 din 5 stele5/5 (1)
- Sae J2484 2002 (En)Document11 paginiSae J2484 2002 (En)Juan David Bolaños AguilarÎncă nu există evaluări
- Astm A 564-A 564M-2004 R2009Document7 paginiAstm A 564-A 564M-2004 R2009yzmouseÎncă nu există evaluări
- Precipitation Reactions BasicDocument2 paginiPrecipitation Reactions BasicRana Hassan TariqÎncă nu există evaluări
- CHEMISTRY - As As-Level Chemistry (New Spec) NotesDocument88 paginiCHEMISTRY - As As-Level Chemistry (New Spec) Notesdankememe91% (11)
- APCO Silent Check PDFDocument8 paginiAPCO Silent Check PDFtanvir04169Încă nu există evaluări
- Astm F436Document5 paginiAstm F436caop217Încă nu există evaluări
- Astm A307 (2000)Document7 paginiAstm A307 (2000)Marcelo Rodriguez FujimotoÎncă nu există evaluări
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseDocument7 paginiA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamÎncă nu există evaluări
- 3 Transformer RoomDocument30 pagini3 Transformer Roomcherif yahyaouiÎncă nu există evaluări
- FE 2200 Spark Resistant Fan ConstructionDocument2 paginiFE 2200 Spark Resistant Fan ConstructionAvery OppegardÎncă nu există evaluări
- A354 PDFDocument7 paginiA354 PDFnighat_fatima_12Încă nu există evaluări
- Astm A36 PDFDocument5 paginiAstm A36 PDFAnindya Aulia Pratiwi67% (3)
- Astm A307Document6 paginiAstm A307Karthik NagendraÎncă nu există evaluări
- Astm A574Document8 paginiAstm A574nmclaughÎncă nu există evaluări
- Astm A36Document4 paginiAstm A36jemorpeÎncă nu există evaluări
- Aashto M-180 PDFDocument11 paginiAashto M-180 PDF48181Încă nu există evaluări
- A307 PDFDocument6 paginiA307 PDFmuthunayakeÎncă nu există evaluări
- Astm A 307Document6 paginiAstm A 307Suneel MatchalaÎncă nu există evaluări
- Effect of Corrosion in StructuresDocument32 paginiEffect of Corrosion in StructuresasvihariÎncă nu există evaluări
- Vertical Pump Repair IssuesDocument53 paginiVertical Pump Repair IssuesAnonymous dq9Cohr100% (1)
- FIU Pedestrian BridgeDocument2 paginiFIU Pedestrian Bridgemodulor3dÎncă nu există evaluări
- Quality ControlDocument3 paginiQuality ControlHarshith Rao Vadnala100% (1)
- Science: Stage 8 Paper 2Document18 paginiScience: Stage 8 Paper 2Esraa M. zanatiÎncă nu există evaluări
- Astm A307 1978 PDFDocument6 paginiAstm A307 1978 PDFalvaedison00Încă nu există evaluări
- Astm A449 1978Document7 paginiAstm A449 1978rensieoviÎncă nu există evaluări
- Indonesia Up Date:: Progress of The NPI Ramp-Up, Barriers To Market Growth and Outlook For Future ProductionDocument26 paginiIndonesia Up Date:: Progress of The NPI Ramp-Up, Barriers To Market Growth and Outlook For Future ProductionDavid Budi SaputraÎncă nu există evaluări
- Asme Section II A Sa-354Document8 paginiAsme Section II A Sa-354Anonymous GhPzn1xÎncă nu există evaluări
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDe la EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyÎncă nu există evaluări
- Sa 307Document8 paginiSa 307Web LogueandoÎncă nu există evaluări
- A 307 - 02 - Qtmwny0wmgDocument6 paginiA 307 - 02 - Qtmwny0wmgvhenriquezmÎncă nu există evaluări
- Astm A 307Document6 paginiAstm A 307Carlos JuárezÎncă nu există evaluări
- Quenched and Tempered Steel Bolts and Studs: Standard Specification ForDocument6 paginiQuenched and Tempered Steel Bolts and Studs: Standard Specification ForJosé Ramón GutierrezÎncă nu există evaluări
- 1993 Designation: F436 Standard Specification For Hardened Steel WashersDocument13 pagini1993 Designation: F436 Standard Specification For Hardened Steel WashersEmelda JulianÎncă nu există evaluări
- Astm A36 1997 PDFDocument5 paginiAstm A36 1997 PDFnicesesha0% (1)
- A 449 - 00 - Qtq0os1sruqDocument8 paginiA 449 - 00 - Qtq0os1sruqAnderson VelandiaÎncă nu există evaluări
- A 574 - 00 - Qtu3naDocument8 paginiA 574 - 00 - Qtu3naOswaldo Leyva RÎncă nu există evaluări
- High-Strength Bolts For Structural Steel Joints (Metric)Document5 paginiHigh-Strength Bolts For Structural Steel Joints (Metric)carlokandiÎncă nu există evaluări
- A 381 - 96 QTM4MS05NGDocument5 paginiA 381 - 96 QTM4MS05NGnica tamÎncă nu există evaluări
- Astm F 435-03Document6 paginiAstm F 435-03Jorge ToribioÎncă nu există evaluări
- Astm A36 2005Document6 paginiAstm A36 2005iaguirre99Încă nu există evaluări
- A 928 - A 928M - 04 Qtkyoc9boti4tqDocument6 paginiA 928 - A 928M - 04 Qtkyoc9boti4tqsachinguptachdÎncă nu există evaluări
- A574Document7 paginiA574KAROLÎncă nu există evaluări
- Sa 307 PDFDocument8 paginiSa 307 PDFAnilÎncă nu există evaluări
- Astm A-1005Document6 paginiAstm A-1005dennis_ugarteÎncă nu există evaluări
- A002 Carbon Steel Girder Rails of Plain, Grooved, and Guard TypesDocument3 paginiA002 Carbon Steel Girder Rails of Plain, Grooved, and Guard TypesDaniel Alonso Flores MezaÎncă nu există evaluări
- High-Strength Low-Alloy Structural Steel With 50 Ksi (345 Mpa) Minimum Yield Point To 4 In. (100 MM) ThickDocument2 paginiHigh-Strength Low-Alloy Structural Steel With 50 Ksi (345 Mpa) Minimum Yield Point To 4 In. (100 MM) ThickSadashiva sahooÎncă nu există evaluări
- Stainless Chromium Steel-Clad Plate: Standard Specification ForDocument5 paginiStainless Chromium Steel-Clad Plate: Standard Specification Forquiensabe0077Încă nu există evaluări
- A325Document8 paginiA325Ramon LiraÎncă nu există evaluări
- A1005Document6 paginiA1005hamidharvardÎncă nu există evaluări
- A 564 - A 564M - 02 Qtu2nc0wmg - PDFDocument7 paginiA 564 - A 564M - 02 Qtu2nc0wmg - PDFHassan FekiÎncă nu există evaluări
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalDocument5 paginiFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalJosé Ramón GutierrezÎncă nu există evaluări
- A1000 PDFDocument5 paginiA1000 PDFManeesh BangaleÎncă nu există evaluări
- A 354 - 03 - Qtm1nc1sruqDocument11 paginiA 354 - 03 - Qtm1nc1sruqJc DimayugaÎncă nu există evaluări
- Asme2a Sa-36Document7 paginiAsme2a Sa-36asjkhjshdjkashdashÎncă nu există evaluări
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- CMAA Highlights PerformanceDocument3 paginiCMAA Highlights Performancemodulor3dÎncă nu există evaluări
- Craine V SectionDocument4 paginiCraine V Sectionmodulor3dÎncă nu există evaluări
- Error - License Checkout Timed Out. Wha..Document5 paginiError - License Checkout Timed Out. Wha..modulor3dÎncă nu există evaluări
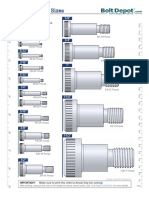
- Shoulder BoltsDocument1 paginăShoulder Boltsmodulor3dÎncă nu există evaluări
- 2018 Ayuda de SOLIDWORKS - Áreas de VisualizaciónDocument4 pagini2018 Ayuda de SOLIDWORKS - Áreas de Visualizaciónmodulor3dÎncă nu există evaluări
- HP Executive Tablet Pen Whitepaper PDFDocument1 paginăHP Executive Tablet Pen Whitepaper PDFmodulor3dÎncă nu există evaluări
- 2018 Ayuda de SOLIDWORKS - Perspectiva General de La Interfaz de UsuarioDocument3 pagini2018 Ayuda de SOLIDWORKS - Perspectiva General de La Interfaz de Usuariomodulor3dÎncă nu există evaluări
- Lenovo N22: User GuideDocument33 paginiLenovo N22: User Guidemodulor3d100% (1)
- HP and Compaq Desktop PCs - BIOS Beep Codes - HP® Customer SupportDocument5 paginiHP and Compaq Desktop PCs - BIOS Beep Codes - HP® Customer Supportmodulor3dÎncă nu există evaluări
- She3555bk 00 Ums Aen Audifonos PhilipsDocument1 paginăShe3555bk 00 Ums Aen Audifonos Philipsmodulor3dÎncă nu există evaluări
- Profile Bar Technical Sheet: 877-840-0881 Carbondale, PA - Elgin, IL - Owensboro, KYDocument2 paginiProfile Bar Technical Sheet: 877-840-0881 Carbondale, PA - Elgin, IL - Owensboro, KYmodulor3dÎncă nu există evaluări
- 40 CFR Appendix A-5 To Part 60Document41 pagini40 CFR Appendix A-5 To Part 60modulor3dÎncă nu există evaluări
- Steel Stud Anchor For Concrete, 1 - 4 - Diameter, 3-1 - 4 - Long - McMaster-CarrDocument2 paginiSteel Stud Anchor For Concrete, 1 - 4 - Diameter, 3-1 - 4 - Long - McMaster-Carrmodulor3dÎncă nu există evaluări
- Gauge and Weight Chart - In-MmDocument7 paginiGauge and Weight Chart - In-Mmmodulor3dÎncă nu există evaluări
- Softwood Lumber - Dimensions: Custom SearchDocument7 paginiSoftwood Lumber - Dimensions: Custom Searchmodulor3dÎncă nu există evaluări
- 316 Stainless Steel Stud Anchor For Concrete, 3 - 8 - Diameter, 3 - Long - McMaster-CarrDocument2 pagini316 Stainless Steel Stud Anchor For Concrete, 3 - 8 - Diameter, 3 - Long - McMaster-Carrmodulor3dÎncă nu există evaluări
- 40 CFR Appendix A-1 To Part 60Document49 pagini40 CFR Appendix A-1 To Part 60modulor3dÎncă nu există evaluări
- Structural Analysis EXAMPLEDocument8 paginiStructural Analysis EXAMPLEmodulor3dÎncă nu există evaluări
- Sizing Patiodoors e Series Gliding Sidelight Transom FrenchDocument6 paginiSizing Patiodoors e Series Gliding Sidelight Transom Frenchmodulor3dÎncă nu există evaluări
- 316 316L 317L Spec SheetDocument9 pagini316 316L 317L Spec SheetbluecreteÎncă nu există evaluări
- Sedimentary PracticalDocument45 paginiSedimentary PracticalRomel PozoÎncă nu există evaluări
- Caesar II App GuideDocument5 paginiCaesar II App GuideVenkat RanganÎncă nu există evaluări
- TIPT Metal and Wood Shop VisitDocument38 paginiTIPT Metal and Wood Shop Visitメルヴリッ クズルエタÎncă nu există evaluări
- Solution Chemistry StudentsDocument4 paginiSolution Chemistry StudentsCiastha Alna C. BarcenaÎncă nu există evaluări
- PVD and CVD Coatings For The Metal Forming IndustryDocument14 paginiPVD and CVD Coatings For The Metal Forming IndustrymeqalomanÎncă nu există evaluări
- Engineering MaterialsDocument7 paginiEngineering MaterialsVinoth MalaikaniÎncă nu există evaluări
- 2018 - Modul Kimia JKD Sains Tulen (Kimia) Mersing18 PDFDocument24 pagini2018 - Modul Kimia JKD Sains Tulen (Kimia) Mersing18 PDFSiti Hajar Abd HamidÎncă nu există evaluări
- Forms of Solid LubricantsDocument3 paginiForms of Solid LubricantsDhanuÎncă nu există evaluări
- Solubility RulesDocument6 paginiSolubility RulesErika Leah ManaloÎncă nu există evaluări
- Flyer Herwig Products FinalDocument2 paginiFlyer Herwig Products Finalkls.thorodinsonÎncă nu există evaluări
- IS 1570 Part 3Document19 paginiIS 1570 Part 3Sheetal JindalÎncă nu există evaluări
- List of Refractive IndicesDocument5 paginiList of Refractive IndicesApril ClarkÎncă nu există evaluări
- Welding Technology WFC 112a-1Document74 paginiWelding Technology WFC 112a-1ibrahim mustaphaÎncă nu există evaluări
- Cambridge IGCSE: Combined Science 0653/42Document24 paginiCambridge IGCSE: Combined Science 0653/42nguyenlucas1301Încă nu există evaluări
- Standard Specification For Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarDocument5 paginiStandard Specification For Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarLorena JimenezÎncă nu există evaluări