S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
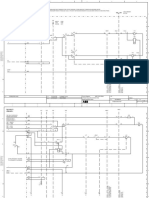
- Service Manual Mastertig MLS 2300 ACDC: Downloaded From Manuals Search EngineDocument35 paginiService Manual Mastertig MLS 2300 ACDC: Downloaded From Manuals Search EngineCesar ObesoÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Technical Specification - MCCDocument14 paginiTechnical Specification - MCCKunik Swaroop0% (1)
- Sor 2022Document124 paginiSor 2022Sagar MittaÎncă nu există evaluări
- Electronics: Electronic SymbolsDocument24 paginiElectronics: Electronic SymbolsMin Ddeonuu100% (2)
- Reconectador GVRDocument16 paginiReconectador GVRjuanete29100% (1)
- Manual Lithium Iron Phosphate (LiFePO4) Battery en NL FR de ES A5Document43 paginiManual Lithium Iron Phosphate (LiFePO4) Battery en NL FR de ES A5costelchelariu100% (1)
- Prysmian ADSS InstallationDocument15 paginiPrysmian ADSS InstallationcostelchelariuÎncă nu există evaluări
- TM Inverter Systems and MotorsDocument632 paginiTM Inverter Systems and MotorsEdimilson Rodrigues0% (1)
- Installation Manual - Crystalline Photovoltaic Module - : NU-JD540Document6 paginiInstallation Manual - Crystalline Photovoltaic Module - : NU-JD540costelchelariuÎncă nu există evaluări
- Humidity Senzor AR252Document2 paginiHumidity Senzor AR252costelchelariuÎncă nu există evaluări
- Ats-S User Manual 8. 7Document2 paginiAts-S User Manual 8. 7costelchelariuÎncă nu există evaluări
- Sunny Tripower 5000tlDocument122 paginiSunny Tripower 5000tlcostelchelariuÎncă nu există evaluări
- Fronius InstallationDocument30 paginiFronius InstallationcostelchelariuÎncă nu există evaluări
- Installation Manual SMA STP 3.0 3AV 40Document100 paginiInstallation Manual SMA STP 3.0 3AV 40costelchelariuÎncă nu există evaluări
- CED252 Electronic Control Unit: Working Conditions General Features CED252Document4 paginiCED252 Electronic Control Unit: Working Conditions General Features CED252costelchelariuÎncă nu există evaluări
- Control Unit CED160 - ENGDocument3 paginiControl Unit CED160 - ENGcostelchelariuÎncă nu există evaluări
- NU-JD540: 540 W The Project SolutionDocument2 paginiNU-JD540: 540 W The Project SolutioncostelchelariuÎncă nu există evaluări
- Ecu1000 Electronic Control UnitDocument8 paginiEcu1000 Electronic Control UnitcostelchelariuÎncă nu există evaluări
- 1.certificat Anti InsularizareDocument1 pagină1.certificat Anti InsularizarecostelchelariuÎncă nu există evaluări
- Trina 390-405m 120 TSM De09-08 Vertex SDocument2 paginiTrina 390-405m 120 TSM De09-08 Vertex ScostelchelariuÎncă nu există evaluări
- Datasheet Trina TSM De06m-08iiDocument2 paginiDatasheet Trina TSM De06m-08iicostelchelariuÎncă nu există evaluări
- Sistem de Fixare Panouri Fotovoltaice k2 GermaniaDocument28 paginiSistem de Fixare Panouri Fotovoltaice k2 GermaniacostelchelariuÎncă nu există evaluări
- Operating Smart Meter 63A-3Document20 paginiOperating Smart Meter 63A-3costelchelariuÎncă nu există evaluări
- High Power Mono Perc ModuleDocument2 paginiHigh Power Mono Perc ModulecostelchelariuÎncă nu există evaluări
- AS3000 Flyer E PDFDocument2 paginiAS3000 Flyer E PDFcostelchelariuÎncă nu există evaluări
- Technical Data Fronius Smart Meter 63A 1Document2 paginiTechnical Data Fronius Smart Meter 63A 1costelchelariuÎncă nu există evaluări
- SE TEA Quick Guide How To Set Up Export Limiting Using The Fronius Smart Meter en AUDocument10 paginiSE TEA Quick Guide How To Set Up Export Limiting Using The Fronius Smart Meter en AUcostelchelariuÎncă nu există evaluări
- Descriere Program AARDocument2 paginiDescriere Program AARcostelchelariu100% (1)
- Proiect 2p 230v 12v20aDocument10 paginiProiect 2p 230v 12v20acostelchelariuÎncă nu există evaluări
- NautiliusDocument30 paginiNautiliuscostelchelariuÎncă nu există evaluări
- Mosa 15921-gb - 03-14Document36 paginiMosa 15921-gb - 03-14costelchelariuÎncă nu există evaluări
- Eds460-490 D00085 M XxenDocument100 paginiEds460-490 D00085 M XxencostelchelariuÎncă nu există evaluări
- Coelme CM113Document4 paginiCoelme CM113costelchelariuÎncă nu există evaluări
- 1HSB543260-ABT Sc. El.Document9 pagini1HSB543260-ABT Sc. El.costelchelariuÎncă nu există evaluări
- MCCB Range: With Thermal - Magnetic ReleaseDocument2 paginiMCCB Range: With Thermal - Magnetic Releasevishal V PÎncă nu există evaluări
- BP5151HCDocument2 paginiBP5151HCClear PassÎncă nu există evaluări
- Rectifier Half WaveDocument15 paginiRectifier Half WaveFahrizaÎncă nu există evaluări
- Powtran Pi9000 ManualDocument244 paginiPowtran Pi9000 ManualMuthurathinamÎncă nu există evaluări
- IEC 60364 Standards Index (For Overview)Document2 paginiIEC 60364 Standards Index (For Overview)syed_abrar30Încă nu există evaluări
- Datasheet MIN TL-XDocument2 paginiDatasheet MIN TL-XJM COPAÎncă nu există evaluări
- Service Manual Service Manual: SKS-HT540 (B)Document19 paginiService Manual Service Manual: SKS-HT540 (B)Carlos DalsinÎncă nu există evaluări
- 2.1.1 VSD Soft Troubleshooting Rev 2017Document20 pagini2.1.1 VSD Soft Troubleshooting Rev 2017Novan WPÎncă nu există evaluări
- Schneider Interpact INS 63Document91 paginiSchneider Interpact INS 63Brain Alexis Bastias HernandezÎncă nu există evaluări
- Frank Trade Project.Document24 paginiFrank Trade Project.Chalo NdikoÎncă nu există evaluări
- Control SMEDocument203 paginiControl SMEDinh Thuong Cao100% (3)
- Stereo Hi-Fi Tube Amp:: Remake of The Dynaco ST-70Document16 paginiStereo Hi-Fi Tube Amp:: Remake of The Dynaco ST-70wellingtonÎncă nu există evaluări
- Bega 7508Document1 paginăBega 7508Hussam HarbÎncă nu există evaluări
- UPS Easy 3s Tehnical SpecDocument46 paginiUPS Easy 3s Tehnical Specacodr83Încă nu există evaluări
- NGEF Technical FlyerDocument2 paginiNGEF Technical FlyerRanderson MoraisÎncă nu există evaluări
- Crate BV-60H, BV-120H User ManualDocument12 paginiCrate BV-60H, BV-120H User ManualinnoxfrostÎncă nu există evaluări
- Auto Reset Over or Under Voltage Cutout: Electronics & Communication EngineeringDocument66 paginiAuto Reset Over or Under Voltage Cutout: Electronics & Communication EngineeringSai Krishna KodaliÎncă nu există evaluări
- Servo BiasDocument3 paginiServo Biasdcastrelos2000Încă nu există evaluări
- Grundfosliterature 1073143 PDFDocument48 paginiGrundfosliterature 1073143 PDFIbnu HanafiÎncă nu există evaluări
- LAB 9 EE NewDocument9 paginiLAB 9 EE NewtengyanÎncă nu există evaluări
- 1-C AL 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105.specDocument2 pagini1-C AL 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105.specFrancisco Zanin FernandesÎncă nu există evaluări
- TCI-ANSI Composite InsulatorsDocument18 paginiTCI-ANSI Composite InsulatorsDaniel Tapia MarcosÎncă nu există evaluări
- Thesis Book - Abhijit Das (1501083)Document60 paginiThesis Book - Abhijit Das (1501083)kazi ahadÎncă nu există evaluări
- ATV12 Getting Started Annex S1A58684 03Document2 paginiATV12 Getting Started Annex S1A58684 03vince acusÎncă nu există evaluări