S-ar putea să vă placă și
- Chapitre 1 Grafcet PDFDocument22 paginiChapitre 1 Grafcet PDFTko ToolÎncă nu există evaluări
- Automatismes IndustrielsDocument98 paginiAutomatismes Industrielsriahi maherÎncă nu există evaluări
- Cours API GEDocument40 paginiCours API GEAbdou AbdesÎncă nu există evaluări
- APIDocument19 paginiAPIhalim otmaneÎncă nu există evaluări
- 05 LadderDocument12 pagini05 LadderIslam Chakour0% (1)
- Automatisme Et SystèmeDocument2 paginiAutomatisme Et SystèmeGeraud Russel Goune ChenguiÎncă nu există evaluări
- Tp5 Commande Atv18 Et CnaDocument4 paginiTp5 Commande Atv18 Et Cnajmroussel100% (1)
- Le GrafcetDocument47 paginiLe GrafcetHamed AssanÎncă nu există evaluări
- Programmation Des API CoursDocument10 paginiProgrammation Des API Coursalime772712100% (1)
- Initiation 2 TIA Portal MS1Document24 paginiInitiation 2 TIA Portal MS1Anbari MehdiÎncă nu există evaluări
- 6 GemmaDocument5 pagini6 GemmaSerge RINAUDOÎncă nu există evaluări
- Cours CompletDocument162 paginiCours CompletMohamed Ferchichi100% (1)
- Banc D'essai API PDFDocument69 paginiBanc D'essai API PDFMed ChetÎncă nu există evaluări
- SiemensDocument13 paginiSiemensanisonfireÎncă nu există evaluări
- Traduction GRAFCET-LADDER (Suite)Document9 paginiTraduction GRAFCET-LADDER (Suite)Yassine Ramli100% (1)
- Cours Automgen 7Document28 paginiCours Automgen 7scribidoÎncă nu există evaluări
- Les Automates Vrais ProgrammablesDocument73 paginiLes Automates Vrais ProgrammablesAhmed MsfÎncă nu există evaluări
- Projet 4. L AscenseurDocument6 paginiProjet 4. L AscenseurTheopatre MrÎncă nu există evaluări
- 1 Programmation LADDERDocument6 pagini1 Programmation LADDERYoussef100% (1)
- Armoire TGBTDocument4 paginiArmoire TGBTmohamed_amri100Încă nu există evaluări
- 2 ApiDocument34 pagini2 ApiFogape Titi100% (1)
- TD9 Auto Le Gemma 2 EleveDocument27 paginiTD9 Auto Le Gemma 2 EleveElMorsliJaouad100% (1)
- Presentation Ascenseur M340Document16 paginiPresentation Ascenseur M340Leo KralÎncă nu există evaluări
- 01 Cours AutomateDocument27 pagini01 Cours AutomateaddoudazaidÎncă nu există evaluări
- 3-Principe de Programmation AnalogiqueDocument13 pagini3-Principe de Programmation AnalogiqueKhalil BelghiyatiÎncă nu există evaluări
- Memoire Benchikh Lehocine 2016 PDFDocument82 paginiMemoire Benchikh Lehocine 2016 PDFMehdi BoussehabaÎncă nu există evaluări
- 1-Principe de Programmation LadderDocument14 pagini1-Principe de Programmation LadderkAMELÎncă nu există evaluări
- CoursIndEtite1 DP - Demarreur Progressif PDFDocument6 paginiCoursIndEtite1 DP - Demarreur Progressif PDFAnas MalikiÎncă nu există evaluări
- Initiation 3 TIA Portal MS1Document31 paginiInitiation 3 TIA Portal MS1Chakib AutomationÎncă nu există evaluări
- Cours ListDocument17 paginiCours ListWa ILÎncă nu există evaluări
- Brochure Simatic-Et200 FR PDFDocument60 paginiBrochure Simatic-Et200 FR PDFdziyatÎncă nu există evaluări
- Regulation IndustrielDocument83 paginiRegulation IndustrielAdel JamilaÎncă nu există evaluări
- Cours API - GRAFCETDocument31 paginiCours API - GRAFCETAnas YassineÎncă nu există evaluări
- Ch3 Systemes Sequentiels GrafcetDocument24 paginiCh3 Systemes Sequentiels GrafcetAnas TounsiÎncă nu există evaluări
- API - Cours RésuméDocument32 paginiAPI - Cours RésuméalmahfoudelfadiliÎncă nu există evaluări
- Support Automatisme PihDocument90 paginiSupport Automatisme PihSizer FlexÎncă nu există evaluări
- TP 4 ApiDocument2 paginiTP 4 Apiayoub belaidiÎncă nu există evaluări
- TPno2 ConfigurationmaterielledesAPISiemensS7 300avecSTEP7Document2 paginiTPno2 ConfigurationmaterielledesAPISiemensS7 300avecSTEP7imad0% (1)
- 2-Système Automatisé-GrafcetDocument13 pagini2-Système Automatisé-GrafcetMohamed SomaiÎncă nu există evaluări
- TP Api1-A1 - Step7 MicroWinDocument10 paginiTP Api1-A1 - Step7 MicroWinKhaled Ouni100% (1)
- L'automate ProgrammableDocument10 paginiL'automate ProgrammableRadouan ManÎncă nu există evaluări
- Les Automates Programmables Industriels: I-IntroductionDocument18 paginiLes Automates Programmables Industriels: I-IntroductionAlibi helaÎncă nu există evaluări
- 10 - API Cours CHAPITRE 5 PROGRAMMATIONDocument14 pagini10 - API Cours CHAPITRE 5 PROGRAMMATIONAYMAN COUKI100% (1)
- Automate Programmable IndustrielDocument6 paginiAutomate Programmable IndustrielAbdessamad HajjiÎncă nu există evaluări
- Chapitre 03 Description Des API Et Les Logiciels STEP7 Et WINCCDocument22 paginiChapitre 03 Description Des API Et Les Logiciels STEP7 Et WINCCMohammed Amdjed DjebliÎncă nu există evaluări
- TP de Prise en Main Du S7-1200Document36 paginiTP de Prise en Main Du S7-1200Мхамед Аит АбдерахманÎncă nu există evaluări
- Automate Tsx37Document23 paginiAutomate Tsx37walidjafÎncă nu există evaluări
- GRAFCETDocument19 paginiGRAFCETМхамед Аит Абдерахман100% (2)
- Exercice Automate Programmable PDFDocument2 paginiExercice Automate Programmable PDFDre33% (12)
- GE-S2-M8.1-Automatismes Logiques Industriels-CRS-El HammoumiDocument17 paginiGE-S2-M8.1-Automatismes Logiques Industriels-CRS-El HammoumiElkhalil Ounarhi100% (1)
- TP Automate ProgrammableDocument8 paginiTP Automate ProgrammableSamba SallÎncă nu există evaluări
- IstpDocument139 paginiIstpbabiliontoÎncă nu există evaluări
- Cours - Régulation Automatique AnalogiqueDocument276 paginiCours - Régulation Automatique Analogiqueautsi100% (1)
- Projet AUTODocument14 paginiProjet AUTOAmir Na DzÎncă nu există evaluări
- GrafcetDocument18 paginiGrafcetABAHI100% (1)
- Projet Pneumatique 1Document14 paginiProjet Pneumatique 1Amir Na Dz100% (1)
- Etat de L'artDocument9 paginiEtat de L'artAbdoul Bagui YaoubaÎncă nu există evaluări
- Chap 1 VVCCDocument11 paginiChap 1 VVCCsamisamata4Încă nu există evaluări
- GF 7Document43 paginiGF 7Chaima Ouenzar100% (4)
- Cours D'automates Programmables Industrels LPU GEII 2020-2021Document70 paginiCours D'automates Programmables Industrels LPU GEII 2020-2021Mehdi AmchaouriÎncă nu există evaluări
- Controle 1 - 4 S1 PC 1bac FRDocument3 paginiControle 1 - 4 S1 PC 1bac FRbrinimed06gmail.comÎncă nu există evaluări
- ParetoDocument13 paginiParetoIkram El GhazouaniÎncă nu există evaluări
- SALOMÉ Test Management FrameworkDocument101 paginiSALOMÉ Test Management FrameworkPharell William BaldorÎncă nu există evaluări
- Ifr AttDocument9 paginiIfr AttpatrouilledeafranceÎncă nu există evaluări
- PLE CoursDocument95 paginiPLE CoursFranck-Olivier KassouÎncă nu există evaluări
- cm2 Exercices SymetrieDocument4 paginicm2 Exercices Symetriegjx7qcfwmyÎncă nu există evaluări
- Mem Corr AndriantavyDocument66 paginiMem Corr AndriantavyWael TrabelsiÎncă nu există evaluări
- QCM 5Document2 paginiQCM 5HAPMRIÎncă nu există evaluări
- Beer - Méthode de Clarinette (1891)Document60 paginiBeer - Méthode de Clarinette (1891)fabri21Încă nu există evaluări
- TP 2 InstrumentationDocument6 paginiTP 2 Instrumentationrami kafiÎncă nu există evaluări
- Top Ten 50Document35 paginiTop Ten 50Beppe SorboÎncă nu există evaluări
- Cours Systemes de Transmission de MouvementDocument5 paginiCours Systemes de Transmission de MouvementdjalikadjouÎncă nu există evaluări
- MathématiquesDocument393 paginiMathématiquesSaido Medjout100% (1)
- Composition de 3ètrim MathsDocument2 paginiComposition de 3ètrim Mathsnaababaongo052Încă nu există evaluări
- Matematica În Egipul Antic FR 3Document3 paginiMatematica În Egipul Antic FR 3Valeriu TurcanuÎncă nu există evaluări
- Bascules SynchronesDocument7 paginiBascules SynchronesMohamed Ben FredjÎncă nu există evaluări
- Macro ImportDocument29 paginiMacro ImportKamil ChamÎncă nu există evaluări
- TP E P RedresseurDocument5 paginiTP E P RedresseurRafik BouhennacheÎncă nu există evaluări
- LC 22-001Document7 paginiLC 22-001Simon Houde100% (2)
- TP BDV 2016Document17 paginiTP BDV 2016Khabtane AbdelhamidÎncă nu există evaluări
- Examen National Du BTS - Maintenance Industrielle - Session de Mai 2015Document4 paginiExamen National Du BTS - Maintenance Industrielle - Session de Mai 2015enjy top1Încă nu există evaluări
- 1-html CssDocument88 pagini1-html CssSouleymane TraoreÎncă nu există evaluări
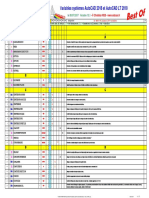
- Variables Systemes AutoCAD 2Mxx-BEST of VARIABLESDocument7 paginiVariables Systemes AutoCAD 2Mxx-BEST of VARIABLESazeÎncă nu există evaluări
- Pvsyst Evaluation: Pvsyst - Rapport de SimulationDocument7 paginiPvsyst Evaluation: Pvsyst - Rapport de Simulationidriss habibiÎncă nu există evaluări
- Cours Probabilités (Chapitre 1 - Analyse Combinatoire)Document41 paginiCours Probabilités (Chapitre 1 - Analyse Combinatoire)Khadija Dia100% (1)
- NPS - VPN Sous Windows2012 ServerDocument19 paginiNPS - VPN Sous Windows2012 ServerAKUEÎncă nu există evaluări
- Examen1+Solution Microcontrà Leurs Et Microprocesseurs - PDF  Version 1Document4 paginiExamen1+Solution Microcontrà Leurs Et Microprocesseurs - PDF  Version 1Chaima BellatÎncă nu există evaluări
- Techniques de ClimatisationDocument27 paginiTechniques de ClimatisationMohamud Lhaf100% (1)
- Cours Matlab 2020Document55 paginiCours Matlab 2020soufianealjahid523Încă nu există evaluări
- Joyeux Anniversaire Tab F - Partition Et PartiesDocument2 paginiJoyeux Anniversaire Tab F - Partition Et PartiesMartinÎncă nu există evaluări