S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Prestressing ProductsDocument40 paginiPrestressing ProductsSakshi Sana100% (1)
- Chaman Lal Setia Exports Ltd fundamentals remain intactDocument18 paginiChaman Lal Setia Exports Ltd fundamentals remain intactbharat005Încă nu există evaluări
- Proposed Delivery For PAU/AHU Method Statement SEC/MS/3-25Document4 paginiProposed Delivery For PAU/AHU Method Statement SEC/MS/3-25Zin Ko NaingÎncă nu există evaluări
- Gps Anti Jammer Gpsdome - Effective Protection Against JammingDocument2 paginiGps Anti Jammer Gpsdome - Effective Protection Against JammingCarlos VillegasÎncă nu există evaluări
- Applicants at Huye Campus SiteDocument4 paginiApplicants at Huye Campus SiteHIRWA Cyuzuzo CedricÎncă nu există evaluări
- ITS America's 2009 Annual Meeting & Exposition: Preliminary ProgramDocument36 paginiITS America's 2009 Annual Meeting & Exposition: Preliminary ProgramITS AmericaÎncă nu există evaluări
- Information Pack For Indonesian Candidate 23.06.2023Document6 paginiInformation Pack For Indonesian Candidate 23.06.2023Serevinna DewitaÎncă nu există evaluări
- MATH2070 Computer Project: Organise Porject FoldDocument4 paginiMATH2070 Computer Project: Organise Porject FoldAbdul Muqsait KenyeÎncă nu există evaluări
- EWAIRDocument1 paginăEWAIRKissy AndarzaÎncă nu există evaluări
- Project The Ant Ranch Ponzi Scheme JDDocument7 paginiProject The Ant Ranch Ponzi Scheme JDmorraz360Încă nu există evaluări
- GS Ep Cor 356Document7 paginiGS Ep Cor 356SangaranÎncă nu există evaluări
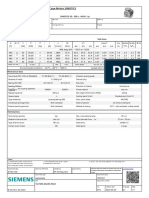
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 pagină1LE1503-2AA43-4AA4 Datasheet enAndrei LupuÎncă nu există evaluări
- Server LogDocument5 paginiServer LogVlad CiubotariuÎncă nu există evaluări
- Max 761 CsaDocument12 paginiMax 761 CsabmhoangtmaÎncă nu există evaluări
- Emperger's pioneering composite columnsDocument11 paginiEmperger's pioneering composite columnsDishant PrajapatiÎncă nu există evaluări
- Mba Assignment SampleDocument5 paginiMba Assignment Sampleabdallah abdÎncă nu există evaluări
- ABBBADocument151 paginiABBBAJeremy MaraveÎncă nu există evaluări
- Digital Booklet - Bach ConcertosDocument14 paginiDigital Booklet - Bach Concertosppopgod33% (3)
- Analyze Oil Wear DebrisDocument2 paginiAnalyze Oil Wear Debristhoma111sÎncă nu există evaluări
- MCDO of Diesel Shed, AndalDocument12 paginiMCDO of Diesel Shed, AndalUpendra ChoudharyÎncă nu există evaluări
- CASE DigeSTDocument2 paginiCASE DigeSTZepht BadillaÎncă nu există evaluări
- ZOOLOGY INTRODUCTIONDocument37 paginiZOOLOGY INTRODUCTIONIneshÎncă nu există evaluări
- Battery Impedance Test Equipment: Biddle Bite 2PDocument4 paginiBattery Impedance Test Equipment: Biddle Bite 2PJorge PinzonÎncă nu există evaluări
- Civil Aeronautics BoardDocument2 paginiCivil Aeronautics BoardJayson AlvaÎncă nu există evaluări
- De Thi Chuyen Hai Duong 2014 2015 Tieng AnhDocument4 paginiDe Thi Chuyen Hai Duong 2014 2015 Tieng AnhHuong NguyenÎncă nu există evaluări
- For Mail Purpose Performa For Reg of SupplierDocument4 paginiFor Mail Purpose Performa For Reg of SupplierAkshya ShreeÎncă nu există evaluări
- NAC Case Study AnalysisDocument25 paginiNAC Case Study AnalysisSushma chhetriÎncă nu există evaluări
- Deed of Sale - Motor VehicleDocument4 paginiDeed of Sale - Motor Vehiclekyle domingoÎncă nu există evaluări
- Resume Ajeet KumarDocument2 paginiResume Ajeet KumarEr Suraj KumarÎncă nu există evaluări
- 7458-PM Putting The Pieces TogetherDocument11 pagini7458-PM Putting The Pieces Togethermello06Încă nu există evaluări