S-ar putea să vă placă și
- 508 PerkinsDocument8 pagini508 PerkinstawfeeqsylanÎncă nu există evaluări
- Stanadyne de Pump Timing InstructionsDocument1 paginăStanadyne de Pump Timing Instructionskonstantin chekan100% (1)
- Perkins 1100 SeriesDocument48 paginiPerkins 1100 Seriesjrodríguez_658168100% (4)
- Kubota L345 - Engine & ComponentsDocument7 paginiKubota L345 - Engine & ComponentsOve Aigner Haukenes100% (1)
- 100 Series WMDocument144 pagini100 Series WMAsif Mehmood100% (2)
- Service Manual - 6198135m2gb Pre h100 1 3904Document652 paginiService Manual - 6198135m2gb Pre h100 1 3904abip201556% (9)
- Kenr6225 01Document68 paginiKenr6225 01Boris BabicÎncă nu există evaluări
- Delphi Katalog Duesen PDFDocument373 paginiDelphi Katalog Duesen PDFDavid Lincoln83% (6)
- Bosch Distributor Pump VeDocument8 paginiBosch Distributor Pump Vegire_3pich2005Încă nu există evaluări
- Alpha Series Workshop Manual: Lpa, LPW, LPWT, Lpws and LPWGDocument109 paginiAlpha Series Workshop Manual: Lpa, LPW, LPWT, Lpws and LPWGAndres Huertas100% (1)
- Fuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Document9 paginiFuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Hammam al HammamÎncă nu există evaluări
- Hatz Workshop Data 2011Document2 paginiHatz Workshop Data 2011Will Watson100% (1)
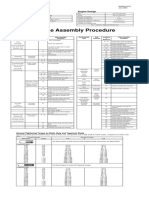
- 3406 Engine Assem ProcedureDocument2 pagini3406 Engine Assem ProcedureOli MijanaÎncă nu există evaluări
- 1206E-E70TTA SGBU8601-01enDocument134 pagini1206E-E70TTA SGBU8601-01enMichael WildÎncă nu există evaluări
- Спецификации PERKINS 1104 электронный ТНВДDocument40 paginiСпецификации PERKINS 1104 электронный ТНВДgolf1991100% (1)
- EDocument34 paginiEEdinson Ariel Chavarro Quintero100% (1)
- ToberasDocument12 paginiToberasbugyman_02100% (1)
- ZX200-3 操作手冊Document407 paginiZX200-3 操作手冊TommyÎncă nu există evaluări
- Fuel InjectorsDocument4 paginiFuel InjectorsJorgelinas FariasÎncă nu există evaluări
- Perkins Service Data Booklet Part 2Document72 paginiPerkins Service Data Booklet Part 2Patrick StivénÎncă nu există evaluări
- Delphi NozzlesDocument16 paginiDelphi Nozzlesanshel100% (1)
- Mefin PompyDocument5 paginiMefin PompyPawełOsadaÎncă nu există evaluări
- 2015 Mercedes Benz Sprinter Fuse Allocation Supplement PDFDocument22 pagini2015 Mercedes Benz Sprinter Fuse Allocation Supplement PDFbatman2054Încă nu există evaluări
- MF6200 Series SM 015110Document1.511 paginiMF6200 Series SM 015110Dalibor Sopina Duc100% (1)
- Fiat 8065 Iveco UseMaintanceManual 8060series Industrial L31022019E Jan05Document41 paginiFiat 8065 Iveco UseMaintanceManual 8060series Industrial L31022019E Jan05Dedy Cj100% (1)
- All Injector Pump List PDFDocument13 paginiAll Injector Pump List PDFLakbirÎncă nu există evaluări
- Perkins 1100 (VK)Document128 paginiPerkins 1100 (VK)jads30117967% (3)
- PFRDocument646 paginiPFREdinson Ariel Chavarro Quintero75% (4)
- Compressor PartsDocument7 paginiCompressor PartsinamÎncă nu există evaluări
- 110 PDFDocument41 pagini110 PDFSoeAye100% (1)
- Nozzles Catalogue 2014-09Document110 paginiNozzles Catalogue 2014-09Johmir Torres100% (1)
- Literature Review 1Document10 paginiLiterature Review 1Sri KratosÎncă nu există evaluări
- MF8200 Series SM 019640Document1.964 paginiMF8200 Series SM 019640Dalibor Sopina Duc67% (3)
- 12 PDFDocument35 pagini12 PDFED JO Menmar100% (1)
- Iveco Nef (SM)Document180 paginiIveco Nef (SM)Anonymous yjK3peI7100% (2)
- Nozzle ListDocument44 paginiNozzle ListЕкатерина КалашниковаÎncă nu există evaluări
- Pompe Perkins 3340f261t PDFDocument2 paginiPompe Perkins 3340f261t PDFKamel BelhibaÎncă nu există evaluări
- Stanadyne 05001Document4 paginiStanadyne 05001José O TelloÎncă nu există evaluări
- Caterpillar Perkins Cross Reference PDFDocument2 paginiCaterpillar Perkins Cross Reference PDFJusril Hidayat100% (1)
- DPA Injection PumpsDocument1 paginăDPA Injection Pumpsisland14Încă nu există evaluări
- Belarus English 90-92Document222 paginiBelarus English 90-92njudit850% (2)
- Perkins Engine Identification GuideDocument2 paginiPerkins Engine Identification GuideTyler GoodwinÎncă nu există evaluări
- O&mm 8060 Series Iveco MotorsDocument41 paginiO&mm 8060 Series Iveco Motorsferrerick80% (10)
- Especificaciones Boomer l2dDocument4 paginiEspecificaciones Boomer l2dJuan RodriguezÎncă nu există evaluări
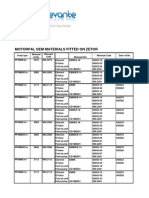
- ZETORDocument5 paginiZETORZeeshan Ahmad100% (1)
- 001-04 Merlin Equipment and Accessories Catalogue 0810 - On Web 0211Document173 pagini001-04 Merlin Equipment and Accessories Catalogue 0810 - On Web 0211kampeeÎncă nu există evaluări
- Stanadyne 2010Document16 paginiStanadyne 2010ILIASPO100% (1)
- MHPS Large Frame F Series Gas Turbine PDFDocument8 paginiMHPS Large Frame F Series Gas Turbine PDFI Wayan Arimbawa100% (1)
- Worshop Manual DPS Fuel Injection Pum PDFDocument139 paginiWorshop Manual DPS Fuel Injection Pum PDFDaniel Falcones100% (1)
- RotodieselDocument235 paginiRotodieselRadek Caver Johánek100% (1)
- Cat Sleeve Metering - April 2010 PDFDocument32 paginiCat Sleeve Metering - April 2010 PDFMas Inyeccion Electronica100% (1)
- RepairStats NEF67 MechEngines Mar05 PDFDocument20 paginiRepairStats NEF67 MechEngines Mar05 PDFpckey100% (1)
- Diesel e in Spritz UngDocument82 paginiDiesel e in Spritz Ungrectificacionesvera100% (1)
- 08 - Sisu Tier 4i Tier 3b MF76 86 2012 NjgcolourDocument64 pagini08 - Sisu Tier 4i Tier 3b MF76 86 2012 NjgcolourFlorin Petri100% (2)
- Tad1642ge PDFDocument16 paginiTad1642ge PDFWallace Ferreira100% (1)
- Catalog Stand Pompa Web - 110 - enDocument15 paginiCatalog Stand Pompa Web - 110 - enGrig Radu100% (1)
- Catalog 2019 Jyhy DieselDocument10 paginiCatalog 2019 Jyhy DieselAndre vatar andreÎncă nu există evaluări
- E100 GuidelineDocument20 paginiE100 Guidelinesamson5eÎncă nu există evaluări
- Fire Safety in BuildingsDocument40 paginiFire Safety in Buildingskashmiri_3175172100% (1)
- Nozzles - Catalogue - 2013-03 - Updates PDFDocument96 paginiNozzles - Catalogue - 2013-03 - Updates PDFanshel100% (1)
- Injector Yan MarDocument12 paginiInjector Yan Marคุณชายธวัชชัย เจริญสุข80% (5)
- S. No. Name of The Company Address Contact Person: Pradeep KauraDocument23 paginiS. No. Name of The Company Address Contact Person: Pradeep KauraPankaj YadavÎncă nu există evaluări
- Sisu 634Document52 paginiSisu 634Dalibor Sopina Duc100% (1)
- 09c01 Fuel Injection Pump (Rotor)Document6 pagini09c01 Fuel Injection Pump (Rotor)hbpate3Încă nu există evaluări
- Bomba de Inyeccion Roosa MasterDocument149 paginiBomba de Inyeccion Roosa MasterDarrinel Perez Ccordova100% (1)
- Lister PHManualDocument137 paginiLister PHManualSigurd HessÎncă nu există evaluări
- Simms Cav Cat.26id.126Document3 paginiSimms Cav Cat.26id.126David LincolnÎncă nu există evaluări
- lt1000d6 PDFDocument3 paginilt1000d6 PDFJo Ferry0% (1)
- 200h-917121-Chapter Eight-Engine Timing Part 1 PDFDocument3 pagini200h-917121-Chapter Eight-Engine Timing Part 1 PDFFauan SÎncă nu există evaluări
- Diesel Engine and Components: Series Paragraphs 51-53Document9 paginiDiesel Engine and Components: Series Paragraphs 51-53Branko MikulinjakÎncă nu există evaluări
- 18SP607 - Series 60 Egr Ddec V Fuel Pump, Combination Pressure Regulator / Check Valve, and N3 Injector O-Ring and Washer KitDocument7 pagini18SP607 - Series 60 Egr Ddec V Fuel Pump, Combination Pressure Regulator / Check Valve, and N3 Injector O-Ring and Washer KitaraceliluciojimenezÎncă nu există evaluări
- CCW Two Cylinder ModelsDocument6 paginiCCW Two Cylinder ModelsPaul MartinÎncă nu există evaluări
- Calibracion de ValvulasDocument3 paginiCalibracion de ValvulasJose FavaÎncă nu există evaluări
- NT 855Document14 paginiNT 855Leonardo CoronadoÎncă nu există evaluări
- Manual For End Users Biodom 27 MicronovaDocument27 paginiManual For End Users Biodom 27 MicronovaPanagiotis Georgellis100% (4)
- Description of Parameters, Engine Control Module (ECM)Document19 paginiDescription of Parameters, Engine Control Module (ECM)rahmat sanusiÎncă nu există evaluări
- RT-flex60C R DemmerleDocument69 paginiRT-flex60C R DemmerlerafaelÎncă nu există evaluări
- Industrial Diesel Generator Set - 50 HZ: KOHLER SDMO Premium QualityDocument7 paginiIndustrial Diesel Generator Set - 50 HZ: KOHLER SDMO Premium QualityJoko SusiloÎncă nu există evaluări
- Elevations Heights DatumsDocument18 paginiElevations Heights DatumsJeffGreenÎncă nu există evaluări
- KapasitorDocument31 paginiKapasitorokandenizerÎncă nu există evaluări
- AspenIcarusV7 1 RefDocument918 paginiAspenIcarusV7 1 RefdavinciÎncă nu există evaluări
- The Gen Engine. 250 - 263 KW at 1500/1800 RPMDocument4 paginiThe Gen Engine. 250 - 263 KW at 1500/1800 RPMY.EbadiÎncă nu există evaluări
- Igc Power Plant For Biomass UtilizationDocument7 paginiIgc Power Plant For Biomass UtilizationPelita HidupÎncă nu există evaluări
- 2022-03-08-FRECA-Technical Regulation PDFDocument81 pagini2022-03-08-FRECA-Technical Regulation PDFDiederik KindsÎncă nu există evaluări
- Service and Maintenance 5L - 8L IndustryDocument82 paginiService and Maintenance 5L - 8L IndustrymbpajaÎncă nu există evaluări
- Divya Tandon and Nivedita SharmaDocument13 paginiDivya Tandon and Nivedita SharmaDianaElenaÎncă nu există evaluări
- Crude OilDocument154 paginiCrude OilOscar Ramirez100% (1)
- Genset ManualDocument15 paginiGenset ManualR. Mega MahmudiaÎncă nu există evaluări
- Mahle GrafalDocument273 paginiMahle GrafalErnesto CruzaltaÎncă nu există evaluări
- Combined Cycle Power PlantDocument5 paginiCombined Cycle Power PlantarhamÎncă nu există evaluări
- 001 - Manuel Utilisation Moteur TradDocument32 pagini001 - Manuel Utilisation Moteur Tradjpn222Încă nu există evaluări
- StartDocument17 paginiStartJesus Ocaña CalderónÎncă nu există evaluări
- Project Report: Submitted To: Submitted byDocument31 paginiProject Report: Submitted To: Submitted byKunwar PrinceÎncă nu există evaluări
- Bombas - para Uso QuimicosDocument2 paginiBombas - para Uso QuimicosmatallanaparedesÎncă nu există evaluări