S-ar putea să vă placă și
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe la EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosEvaluare: 4 din 5 stele4/5 (16)
- Resumen de La Unidad de Aprendizaje Manufactura Esbelta (Lean Manufacturing)Document30 paginiResumen de La Unidad de Aprendizaje Manufactura Esbelta (Lean Manufacturing)AntonioLinkEzeroÎncă nu există evaluări
- Resumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisDe la EverandResumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisÎncă nu există evaluări
- 4) Gonzalez, F. (PP 85-112) (2007)Document14 pagini4) Gonzalez, F. (PP 85-112) (2007)Miguel Angel Castro SandovalÎncă nu există evaluări
- Scrum: Cómo utilizar el esquema llamado Scrum para obtener mayor producción mientras aumenta la calidadDe la EverandScrum: Cómo utilizar el esquema llamado Scrum para obtener mayor producción mientras aumenta la calidadEvaluare: 4 din 5 stele4/5 (3)
- Filosofía EsbeltaDocument14 paginiFilosofía EsbeltaYordi Gamboa LopezÎncă nu există evaluări
- Lean Manufacturing (En Español)Document10 paginiLean Manufacturing (En Español)Karla LpÎncă nu există evaluări
- Producción FlexibleDocument3 paginiProducción FlexibleKatty HurtadoÎncă nu există evaluări
- Just in TimeDocument12 paginiJust in TimeGress Almeyda100% (1)
- Just in TimeDocument27 paginiJust in TimeDianita SánchezÎncă nu există evaluări
- Justo a Tiempo (JIT): Origen, características y pilares del sistema productivoDocument11 paginiJusto a Tiempo (JIT): Origen, características y pilares del sistema productivoJaciel Fielder Jimenez50% (2)
- Sistema ToyotaDocument16 paginiSistema ToyotaAlejoHerrera9404Încă nu există evaluări
- La Manufactura de Clase Mundial Se Encuentra Integrada Por Cuatro Estrategias Básicas Que SonDocument9 paginiLa Manufactura de Clase Mundial Se Encuentra Integrada Por Cuatro Estrategias Básicas Que SonTeresa Abaunza TapiaÎncă nu există evaluări
- Las ideas clave del sistema Toyota de producciónDocument2 paginiLas ideas clave del sistema Toyota de producciónAisha ArmendarizÎncă nu există evaluări
- S09.s1 - MaterialDocument101 paginiS09.s1 - MaterialKeLly Jasmin Nery MacedoÎncă nu există evaluări
- Filosofias Administrativas para Reducir CostosDocument30 paginiFilosofias Administrativas para Reducir CostosIrving AndradeÎncă nu există evaluări
- Sistemas Producción EsbeltaDocument20 paginiSistemas Producción Esbeltajose daniel capos herediaÎncă nu există evaluări
- JIT: Justo a tiempo, una innovación para reducir costesDocument98 paginiJIT: Justo a tiempo, una innovación para reducir costesM Iván López100% (1)
- JIT y Operaciones EsbeltasDocument25 paginiJIT y Operaciones EsbeltasBernardo WilliamsÎncă nu există evaluări
- Lean Manufacturing y Linea de TiempoDocument5 paginiLean Manufacturing y Linea de TiempoYuzzÎncă nu există evaluări
- Administación de La Producción 1Document10 paginiAdministación de La Producción 1Sebastian Vega HernandezÎncă nu există evaluări
- Informe de Exposicion JIT Grupo 1Document27 paginiInforme de Exposicion JIT Grupo 1Dstuavid NekotemoÎncă nu există evaluări
- Taylorismo, Fordismo, Toyotismo, OpexDocument5 paginiTaylorismo, Fordismo, Toyotismo, OpexLesly Leonor Moctezuma Velez100% (1)
- Caracteristicas de Sistemas de ManufacturaDocument16 paginiCaracteristicas de Sistemas de ManufacturaLuis Parra Jr.Încă nu există evaluări
- Implementación de Lean ManufacturingDocument4 paginiImplementación de Lean Manufacturingnico davidÎncă nu există evaluări
- Ensayo Caracteristicas y Origen de JitDocument7 paginiEnsayo Caracteristicas y Origen de JitAbraham Clemente100% (1)
- Gestión de producción II - Sistemas avanzados JIT y LeanDocument6 paginiGestión de producción II - Sistemas avanzados JIT y LeanOmar Aldana PiñaÎncă nu există evaluări
- The Toyota WayDocument11 paginiThe Toyota WayJuan Miguel75% (8)
- Justo A Tiempo JatDocument10 paginiJusto A Tiempo JatMaría D Jesús Cruz GÎncă nu există evaluări
- Nuevo Presentación de Microsoft PowerPoint Gerencia 1 PDFDocument44 paginiNuevo Presentación de Microsoft PowerPoint Gerencia 1 PDFAlejandra ColindresÎncă nu există evaluări
- Justo A Tiempo 2Document29 paginiJusto A Tiempo 2nosoyvacaÎncă nu există evaluări
- Manufatura Esbelta PDFDocument20 paginiManufatura Esbelta PDFMrf ReyesÎncă nu există evaluări
- Introducción al método Just In Time (JITDocument15 paginiIntroducción al método Just In Time (JITcatts15Încă nu există evaluări
- Exito de Toyota+Document6 paginiExito de Toyota+Paz Espinosa MardonesÎncă nu există evaluări
- Sistema de Producción de Toyota TpsDocument15 paginiSistema de Producción de Toyota TpsPATRICIO CHAVEZ100% (1)
- Introducción a Lean ConstructionDocument26 paginiIntroducción a Lean ConstructionVictor MezaÎncă nu există evaluări
- La Cadena de SuministroDocument27 paginiLa Cadena de SuministroMartinvertizÎncă nu există evaluări
- Just in TimeDocument69 paginiJust in TimeLuis Felipe Chumpitaz CruzadoÎncă nu există evaluări
- Resumen Libro JatDocument9 paginiResumen Libro JatJennifer Villamil GranadosÎncă nu există evaluări
- Los 14 Principios Del Toyota WayDocument12 paginiLos 14 Principios Del Toyota WayLeandro Jose100% (1)
- Historia del JITDocument3 paginiHistoria del JITJesusAbrahamFernandezLlecllishÎncă nu există evaluări
- Modelo Japonés de AdministraciónDocument6 paginiModelo Japonés de AdministraciónIVANA VIVASÎncă nu există evaluări
- Las 7 Mudas o Los 7 DesperdiciosDocument4 paginiLas 7 Mudas o Los 7 DesperdiciosAngmirez100% (1)
- Resumen Justo A TiempoDocument22 paginiResumen Justo A TiempoCesar RamirezÎncă nu există evaluări
- Justo A Tiempo en La Pequeña EmpresaDocument44 paginiJusto A Tiempo en La Pequeña Empresawarrior_2008Încă nu există evaluări
- Los 14 Principios de Gestión de ToyotaDocument6 paginiLos 14 Principios de Gestión de ToyotaYenifer RamosÎncă nu există evaluări
- Lectura - Just in TimeDocument18 paginiLectura - Just in TimeJavier RomeroÎncă nu există evaluări
- Trabajo Final Contabilidad de Costos Lean ManufacturingDocument22 paginiTrabajo Final Contabilidad de Costos Lean ManufacturingJenniffer SolanoÎncă nu există evaluări
- Just in TimeDocument24 paginiJust in TimeGonzalo Vega Vigo100% (1)
- Antecedentes Del JitDocument31 paginiAntecedentes Del JitLeon Almeida de Moreno100% (1)
- Toyotismo RLOPEZ METALMECÁNICA INSUTECDocument4 paginiToyotismo RLOPEZ METALMECÁNICA INSUTECMatias Ariel HerreraÎncă nu există evaluări
- Ensayo Justo A TiempoDocument6 paginiEnsayo Justo A TiempoLEIDY NAYELI HERNANDEZ LABASTIDA100% (1)
- Orígenes y Características Principales Del Sistema JitDocument7 paginiOrígenes y Características Principales Del Sistema JitAnalilia RomeroÎncă nu există evaluări
- Ing. Oscar Mauricio Martinez MarcaDocument45 paginiIng. Oscar Mauricio Martinez MarcaRuben Segovia MendezÎncă nu există evaluări
- Sistema de Producción ToyotaDocument6 paginiSistema de Producción Toyotakory shaskaÎncă nu există evaluări
- Lectura - Jit & KanbanDocument18 paginiLectura - Jit & KanbanMadeline Siccha RuizÎncă nu există evaluări
- 7 MudasDocument3 pagini7 MudasMiguel Castro SilvainÎncă nu există evaluări
- Exposición Lean ManagementDocument12 paginiExposición Lean ManagementJuan Alfieri Montoya AdriazolaÎncă nu există evaluări
- Sistema ToyotaDocument13 paginiSistema Toyotalarry100% (1)
- Diez Mandamientos para Una Vejez Feliz 1Document1 paginăDiez Mandamientos para Una Vejez Feliz 1jfca1967Încă nu există evaluări
- Critic AsDocument4 paginiCritic AsbettygeÎncă nu există evaluări
- Schor, Juliet - Nacidos para ComprarDocument182 paginiSchor, Juliet - Nacidos para Comprarbettyge100% (3)
- Qué Es FlashDocument10 paginiQué Es FlashbettygeÎncă nu există evaluări
- Enfermedad de Parkinson. El Cuidado y La Adaptación Necesaria - Susan ImkeDocument36 paginiEnfermedad de Parkinson. El Cuidado y La Adaptación Necesaria - Susan ImkeAnonymous x82e9Nb0Încă nu există evaluări
- Administración Vías Restricciones TOCDocument3 paginiAdministración Vías Restricciones TOCbettygeÎncă nu există evaluări
- PARKINSON Consejos PracticosDocument22 paginiPARKINSON Consejos PracticosbettygeÎncă nu există evaluări
- Técnicas de VisualizaciónDocument7 paginiTécnicas de VisualizaciónbettygeÎncă nu există evaluări
- Diseño Gráfico de Páginas WebDocument1 paginăDiseño Gráfico de Páginas WebbettygeÎncă nu există evaluări
- .Ar-Al Rico Helado de PiaDocument4 pagini.Ar-Al Rico Helado de PiabettygeÎncă nu există evaluări
- Schor, Juliet - Nacidos para ComprarDocument182 paginiSchor, Juliet - Nacidos para Comprarbettyge100% (3)
- Curso de Talla en MaderaDocument45 paginiCurso de Talla en Maderakhaisser0% (1)
- ArgentinaDocument12 paginiArgentinabettygeÎncă nu există evaluări
- Dificultades Con El Habla y La DeglucionDocument37 paginiDificultades Con El Habla y La DeglucionbettygeÎncă nu există evaluări
- 13 Frases para VivirDocument15 pagini13 Frases para VivirSebast GnzÎncă nu există evaluări
- Australia VerdadDocument14 paginiAustralia VerdadbettygeÎncă nu există evaluări
- Amigo BorgesDocument12 paginiAmigo Borgesapi-3719186100% (1)
- Carrera Deca No AsDocument15 paginiCarrera Deca No AsbettygeÎncă nu există evaluări
- Actitud JaponesaDocument32 paginiActitud Japonesaseomago100% (21)
- Argentina Desde El CieloDocument12 paginiArgentina Desde El CielobettygeÎncă nu există evaluări
- Anon - 100 Cepilladas Antes de Ir A Dormir (Doc)Document48 paginiAnon - 100 Cepilladas Antes de Ir A Dormir (Doc)Denisse QmtzÎncă nu există evaluări
- A EinsteinDocument29 paginiA EinsteinSergio GeniadieffÎncă nu există evaluări
- Galletas DecoradasDocument2 paginiGalletas DecoradasbettygeÎncă nu există evaluări
- Nacionalidad Uruguaya para HijosDocument3 paginiNacionalidad Uruguaya para HijosbettygeÎncă nu există evaluări
- Escuela de Padres - DEFINITIVADocument21 paginiEscuela de Padres - DEFINITIVAbettygeÎncă nu există evaluări
- Emanuela de Dampierre-Begoña ArangurenDocument364 paginiEmanuela de Dampierre-Begoña Arangurenbettyge83% (6)
- Guía para El Uso de GoogleDocument15 paginiGuía para El Uso de GooglebettygeÎncă nu există evaluări
- Manual de Redacción y Escritura ProfesionalDocument60 paginiManual de Redacción y Escritura ProfesionalbettygeÎncă nu există evaluări
- Lo Mejor de La Comida ÁrabeDocument84 paginiLo Mejor de La Comida ÁrabebettygeÎncă nu există evaluări
- BudinNaranja3IngDocument5 paginiBudinNaranja3IngbettygeÎncă nu există evaluări
- Folleto IPADE Talento-Humano 21AGO23Document17 paginiFolleto IPADE Talento-Humano 21AGO23Edna HernandezÎncă nu există evaluări
- Universidad Popular Autónoma VeracruzanaDocument4 paginiUniversidad Popular Autónoma VeracruzanaRoge CigarÎncă nu există evaluări
- Presupuesto Fiestas Adultos 2016Document1 paginăPresupuesto Fiestas Adultos 2016van04vanÎncă nu există evaluări
- Unidad 1 de WordDocument12 paginiUnidad 1 de WordSantiago Gomez TijaroÎncă nu există evaluări
- _AFPB05_tareaDocument3 pagini_AFPB05_tareamarimorepaÎncă nu există evaluări
- Plan de Accion para El PlátanoDocument29 paginiPlan de Accion para El PlátanoCesar SiguenzaÎncă nu există evaluări
- Analgesia Epidural ObstetricaDocument61 paginiAnalgesia Epidural ObstetricaAngelo GarridoÎncă nu există evaluări
- UntitledDocument2 paginiUntitledadrianaÎncă nu există evaluări
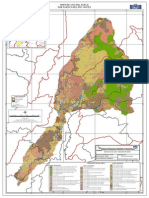
- Rio Vinces Uso Del SueloDocument1 paginăRio Vinces Uso Del SuelocrematorioÎncă nu există evaluări
- Postulados de La Teoría Atómica de DaltonDocument8 paginiPostulados de La Teoría Atómica de DaltonAlexanderFerrariÎncă nu există evaluări
- Thomas Boston Es Necesario Nacer de Nuevo PDFDocument2 paginiThomas Boston Es Necesario Nacer de Nuevo PDFVictorSaldañaÎncă nu există evaluări
- Ejemplo Propuesta 5Document14 paginiEjemplo Propuesta 5Mia PerezÎncă nu există evaluări
- Trabajo Cientifico PracticaDocument29 paginiTrabajo Cientifico Practicayelitze gomezÎncă nu există evaluări
- 4.tiempos en Proceso de RySDocument7 pagini4.tiempos en Proceso de RySRRHH PLENITUDÎncă nu există evaluări
- Generación de Contenido 2Document22 paginiGeneración de Contenido 2Jenny VillarrealÎncă nu există evaluări
- Flotación de mineralesDocument82 paginiFlotación de mineralesSonia Liset Mamani HuamaniÎncă nu există evaluări
- Folleto NeoclasicismoDocument2 paginiFolleto NeoclasicismoJarman Silence67% (6)
- Variación de medida de coerciónDocument6 paginiVariación de medida de coerciónEdrijk Urib321Încă nu există evaluări
- Comete Abuso de Autoridad La Jueza Que Habría Autorizado Demoler Un Área Que No Era Parte Del ProcesoDocument10 paginiComete Abuso de Autoridad La Jueza Que Habría Autorizado Demoler Un Área Que No Era Parte Del ProcesoRolando Roger Aguilar PachecoÎncă nu există evaluări
- Cotización cableado estructurado 62 puestos INJUDocument8 paginiCotización cableado estructurado 62 puestos INJUJse AyalaÎncă nu există evaluări
- Actitudes PositivasDocument19 paginiActitudes Positivasvanessa zavaletaÎncă nu există evaluări
- Curvas de PesoDocument3 paginiCurvas de PesoveguetaÎncă nu există evaluări
- Mapa Conceptual Del Teatro Español Del Siglo XXDocument1 paginăMapa Conceptual Del Teatro Español Del Siglo XXRachel Durand FuentesÎncă nu există evaluări
- Interés compuesto: conceptos y fórmula claveDocument9 paginiInterés compuesto: conceptos y fórmula claveAleanni AzuajeÎncă nu există evaluări
- Trabajo AndersonDocument19 paginiTrabajo AndersonDiego Andres Mercado SuárezÎncă nu există evaluări
- Flujo de Caja Básico Semana 14Document18 paginiFlujo de Caja Básico Semana 14FRANK ANTONY MAZUELOS CULQUIÎncă nu există evaluări
- Psicología de La Salud y Adherencia Al TratamientoDocument6 paginiPsicología de La Salud y Adherencia Al Tratamientocorinaflores608486Încă nu există evaluări
- Día del Logro promueve aprendizaje ambientalDocument8 paginiDía del Logro promueve aprendizaje ambientalCarlos E Martínez Tomás100% (1)
- Cuestionamientos contables y estados financieros del Jugo SanoDocument8 paginiCuestionamientos contables y estados financieros del Jugo Sanomario cifuentesÎncă nu există evaluări
- La Organización Social y Política Del México Antiguo Historia 3Document11 paginiLa Organización Social y Política Del México Antiguo Historia 3Luis Antonio Linares CruzÎncă nu există evaluări