S-ar putea să vă placă și
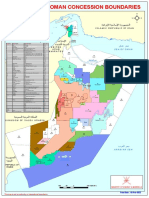
- Oman Concession Map 2023Document1 paginăOman Concession Map 2023wellengineer50% (2)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDe la EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopEvaluare: 4.5 din 5 stele4.5/5 (2)
- AISI 440 Martensit PDFDocument4 paginiAISI 440 Martensit PDFJimmyVargasÎncă nu există evaluări
- Drilling String InspectionDocument7 paginiDrilling String Inspectionrais ridha100% (2)
- Critical Sour H2S Under Balanced Drilling IRP Enform 6-2004Document244 paginiCritical Sour H2S Under Balanced Drilling IRP Enform 6-2004wellengineerÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesDe la EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesEvaluare: 4 din 5 stele4/5 (1)
- AISI 1020 Low Carbon/Low Tensile Steel: Element ContentDocument4 paginiAISI 1020 Low Carbon/Low Tensile Steel: Element ContentRatno WijayaÎncă nu există evaluări
- Alloy SteelDocument7 paginiAlloy SteelRavinJohnÎncă nu există evaluări
- Interlloy 440C MartensiticDocument4 paginiInterlloy 440C MartensiticGuillaume BoyerÎncă nu există evaluări
- 4140 High Tensile SteelDocument3 pagini4140 High Tensile SteelJean Paulo SalvatiÎncă nu există evaluări
- 4140 High Tensile Steel PDFDocument3 pagini4140 High Tensile Steel PDFFikri SiplhoÎncă nu există evaluări
- High Tensile Steel - Aisi 4140Document2 paginiHigh Tensile Steel - Aisi 4140tetirichieÎncă nu există evaluări
- High Tensile Steel 4340Document2 paginiHigh Tensile Steel 4340Arun KumarÎncă nu există evaluări
- High Tensile Steel 4340Document2 paginiHigh Tensile Steel 4340CarmenJuliaÎncă nu există evaluări
- High Tensile Steel 4140Document2 paginiHigh Tensile Steel 4140Sadullah TaşkınÎncă nu există evaluări
- MeduimTens AISI1045Document2 paginiMeduimTens AISI1045Rajesh R RajeshÎncă nu există evaluări
- High Tensile Steel 4140Document2 paginiHigh Tensile Steel 4140Lazzarus Az GunawanÎncă nu există evaluări
- Medium Tensile Steel A Is I 1045Document2 paginiMedium Tensile Steel A Is I 1045Madhav RajpurohitÎncă nu există evaluări
- HighTens EN25Document2 paginiHighTens EN25Annamali Thiayagarajan0% (1)
- EN26Document3 paginiEN26Moldoveanu TeodorÎncă nu există evaluări
- CaseHard BS970-1955EN36ADocument2 paginiCaseHard BS970-1955EN36AtechzonesÎncă nu există evaluări
- AISI 8620 Case HardeningDocument2 paginiAISI 8620 Case HardeningjarnebergÎncă nu există evaluări
- (17CrNiMo6) 4317 Case Hardening SteelDocument3 pagini(17CrNiMo6) 4317 Case Hardening Steelazhar mohammedÎncă nu există evaluări
- 1018 Mechanical PropertiesDocument2 pagini1018 Mechanical PropertiesjangaswathiÎncă nu există evaluări
- 8620 Case Hardening SteelDocument3 pagini8620 Case Hardening Steelkumarsathish2009Încă nu există evaluări
- 1.4006 en PDFDocument2 pagini1.4006 en PDFdiego.peinado8856Încă nu există evaluări
- CaseHard AISI8620Document2 paginiCaseHard AISI8620Anonymous B3I6zYNhqdÎncă nu există evaluări
- Duplex Stainless Steel EN 1.4460 PDFDocument2 paginiDuplex Stainless Steel EN 1.4460 PDFtienÎncă nu există evaluări
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 paginiHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261Încă nu există evaluări
- Sus 306 - Aisi 306Document24 paginiSus 306 - Aisi 306Jacob StrifeÎncă nu există evaluări
- Case Hardening Steel 18 CR Ni Mo 7Document2 paginiCase Hardening Steel 18 CR Ni Mo 7anu swamiÎncă nu există evaluări
- Hoja de Especificaciones Del Acero T-410Document2 paginiHoja de Especificaciones Del Acero T-410cristobal_tl2277Încă nu există evaluări
- Chemical CompositionDocument6 paginiChemical CompositionAkbar DarmawansyahÎncă nu există evaluări
- SS 1.4122Document2 paginiSS 1.4122Bipin Sadasivan100% (2)
- 431 Stainless SteelDocument2 pagini431 Stainless Steeldeden ibnuÎncă nu există evaluări
- AISI 1020 Low CarbonLow Tensile SteelDocument3 paginiAISI 1020 Low CarbonLow Tensile SteelNaman TanejaÎncă nu există evaluări
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Document3 pagini1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelÎncă nu există evaluări
- AISI 1040: Typical AnalysisDocument2 paginiAISI 1040: Typical Analysisho_chauhanÎncă nu există evaluări
- Fti Vhssm50 InglesDocument2 paginiFti Vhssm50 InglesAntonio Melgaço da SilvaÎncă nu există evaluări
- 1 4122Document1 pagină1 4122Zeeshan AnwarÎncă nu există evaluări
- Case Hardening Steel A Is I 8620Document2 paginiCase Hardening Steel A Is I 8620fahriÎncă nu există evaluări
- Stainless Steel Bar 431 Atlas 431: Colour Code: Signal RedDocument3 paginiStainless Steel Bar 431 Atlas 431: Colour Code: Signal RedNitin AggarwalÎncă nu există evaluări
- 817m40 PDFDocument4 pagini817m40 PDFjeyakumarÎncă nu există evaluări
- 1 4021 PDFDocument2 pagini1 4021 PDFSarah FitzgeraldÎncă nu există evaluări
- MildSteel AISI 1018Document2 paginiMildSteel AISI 1018ramanamurtytv7176Încă nu există evaluări
- 420 Martensitic Stainless Steel BarDocument4 pagini420 Martensitic Stainless Steel BarAHMED FATHIÎncă nu există evaluări
- Datasheet Sandvik 12c27 enDocument4 paginiDatasheet Sandvik 12c27 enRizqi D. KurniantoÎncă nu există evaluări
- Werkstoff 1.5217 (20MnV6)Document2 paginiWerkstoff 1.5217 (20MnV6)alextentwentyÎncă nu există evaluări
- 1020 Bright Carbon Steel Bar 2Document3 pagini1020 Bright Carbon Steel Bar 2thyskieÎncă nu există evaluări
- Uns s32760Document3 paginiUns s32760NitinÎncă nu există evaluări
- PK2SPDocument3 paginiPK2SPEmanuelValenciaHenaoÎncă nu există evaluări
- Caracteristicas Do Aço 40CrMnMo7Document2 paginiCaracteristicas Do Aço 40CrMnMo7Gabriel GonçalvesÎncă nu există evaluări
- Alloy SteelDocument4 paginiAlloy SteelDalibor CetojevicÎncă nu există evaluări
- 316l Austenitic Stainless Steel BarDocument3 pagini316l Austenitic Stainless Steel Barதமிழன் இராமசாமிÎncă nu există evaluări
- Carpenter Stainless Custom 630 PDFDocument9 paginiCarpenter Stainless Custom 630 PDFGrafton MontgomeryÎncă nu există evaluări
- Fiche z38cdv5Document1 paginăFiche z38cdv5Emmanuel LAIZETÎncă nu există evaluări
- 253 MA-NF AC/DC: Covered ElectrodesDocument1 pagină253 MA-NF AC/DC: Covered ElectrodesElMacheteDelHuesoÎncă nu există evaluări
- Alloy 330 Spec SheetDocument2 paginiAlloy 330 Spec SheetAA.KarandishÎncă nu există evaluări
- Remanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La CarteDocument36 paginiRemanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La Cartepipedown456Încă nu există evaluări
- AISI 4130 Alloy SteelDocument2 paginiAISI 4130 Alloy SteelKandeepanÎncă nu există evaluări
- 27 Sentences To Transform Your Writing: (Better Than Your English Teacher Could)Document29 pagini27 Sentences To Transform Your Writing: (Better Than Your English Teacher Could)wellengineerÎncă nu există evaluări
- 27 Sentences To Transform Your Writing: (Better Than Your English Teacher Could)Document29 pagini27 Sentences To Transform Your Writing: (Better Than Your English Teacher Could)wellengineerÎncă nu există evaluări
- Driving Organisational Change With Internal Coaching ProgramsDocument38 paginiDriving Organisational Change With Internal Coaching ProgramsfmaquiaveliÎncă nu există evaluări
- 9625in TSH 535ppfDocument2 pagini9625in TSH 535ppfwellengineerÎncă nu există evaluări
- Special - Non STD Product TorquesDocument16 paginiSpecial - Non STD Product TorqueswellengineerÎncă nu există evaluări
- 350xt Data Sheet EnglishDocument1 pagină350xt Data Sheet EnglishwellengineerÎncă nu există evaluări
- الخطوة الأولى نحو الضوءDocument29 paginiالخطوة الأولى نحو الضوءAhmed Nasr100% (2)