S-ar putea să vă placă și
- Introduction To Primary CementingDocument30 paginiIntroduction To Primary CementingLazharÎncă nu există evaluări
- Steady State Temperature HumidityDocument12 paginiSteady State Temperature HumidityMirnaÎncă nu există evaluări
- ESD Basics: From Semiconductor Manufacturing to Product UseDe la EverandESD Basics: From Semiconductor Manufacturing to Product UseÎncă nu există evaluări
- Jesd22 A114dDocument20 paginiJesd22 A114dSathish Kumar YallampalliÎncă nu există evaluări
- EIA Standard: TP-09C Durability Test Procedure For Electrical Connectors and ContactsDocument18 paginiEIA Standard: TP-09C Durability Test Procedure For Electrical Connectors and Contactstrebeard100% (1)
- Ipc Policies and Procedures Cis General Module Rev 2 4-2016Document47 paginiIpc Policies and Procedures Cis General Module Rev 2 4-2016kddjjdi100% (1)
- Reliability Bde0128g Chap03Document40 paginiReliability Bde0128g Chap03Anonymous kKYg8kcÎncă nu există evaluări
- International Standard: Soft Solder Alloys - Chemical Compositions and FormsDocument20 paginiInternational Standard: Soft Solder Alloys - Chemical Compositions and FormsVictor100% (1)
- High Temperature Storage LifeDocument12 paginiHigh Temperature Storage LifeMirnaÎncă nu există evaluări
- Mil-Std 750Document685 paginiMil-Std 750sshaffer_9Încă nu există evaluări
- JEDEC 22A122 - Power Cycling Test - PCTDocument18 paginiJEDEC 22A122 - Power Cycling Test - PCTDaus Villa Jr.Încă nu există evaluări
- Lesson Plan Water CycleDocument5 paginiLesson Plan Water CycleSyaf MuhamadÎncă nu există evaluări
- Houston Impact of J-STD-001F and IPC-A-610F ChangesDocument36 paginiHouston Impact of J-STD-001F and IPC-A-610F Changeswayneseal1Încă nu există evaluări
- A Guide To Validating Purified WaterDocument4 paginiA Guide To Validating Purified WaterDonig Fermanian100% (1)
- Solder Paste Stencil Design R. 00Document17 paginiSolder Paste Stencil Design R. 00edwin100% (1)
- Esds TutorialDocument51 paginiEsds TutorialpontooÎncă nu există evaluări
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument4 paginiIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesAngus CHUÎncă nu există evaluări
- SPCC Blue BrochDocument10 paginiSPCC Blue BrochDylan RamasamyÎncă nu există evaluări
- Hydraulic and Water Resources EngineeringDocument11 paginiHydraulic and Water Resources EngineeringMaureen GarridoÎncă nu există evaluări
- 402050A - Quality & Reliability Engg-sYLLABUSDocument2 pagini402050A - Quality & Reliability Engg-sYLLABUSashish RautÎncă nu există evaluări
- Ground Water SystemDocument8 paginiGround Water SystemVignesh RajendranÎncă nu există evaluări
- International Standard: Norme InternationaleDocument10 paginiInternational Standard: Norme InternationaleCông QuýÎncă nu există evaluări
- Water Supply Problems and SolutionsDocument8 paginiWater Supply Problems and SolutionsNobody100% (2)
- IPC-TM-650 Test Methods ManualDocument4 paginiIPC-TM-650 Test Methods Manualamal gainÎncă nu există evaluări
- PDD, MSDS, Battery, Leoch, 2015-01, Lead Acid Battery - Huse2015 - Aaen - Msds Battery - LeochDocument7 paginiPDD, MSDS, Battery, Leoch, 2015-01, Lead Acid Battery - Huse2015 - Aaen - Msds Battery - LeochMarco Antonio Valdez RojasÎncă nu există evaluări
- Edec Standard: CoretronicDocument14 paginiEdec Standard: Coretronic彭以和Încă nu există evaluări
- 22B116A - Ball Shear TestDocument18 pagini22B116A - Ball Shear TestAnonymous PJbXnB1TzÎncă nu există evaluări
- JESD22 B110A Sub Assembly ShockDocument16 paginiJESD22 B110A Sub Assembly ShockTan Long BinÎncă nu există evaluări
- Low Temperature Storage LifeDocument10 paginiLow Temperature Storage LifeMirna0% (1)
- Information Requirements For Manufacturing Printed Boards and Other Electronic AssembliesDocument3 paginiInformation Requirements For Manufacturing Printed Boards and Other Electronic AssembliesEmmanuel Mariano Gómez0% (1)
- Cycled Temperature Humidity BiasDocument12 paginiCycled Temperature Humidity BiasMirnaÎncă nu există evaluări
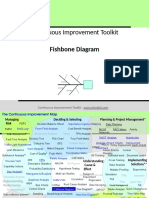
- Continuous Improvement Toolkit: Fishbone DiagramDocument21 paginiContinuous Improvement Toolkit: Fishbone DiagramnandaÎncă nu există evaluări
- 8D Report: Issue/concern???: D4: Finding The Root Cause (Problem Analysis)Document2 pagini8D Report: Issue/concern???: D4: Finding The Root Cause (Problem Analysis)Bự BụngÎncă nu există evaluări
- Nasa STD 8739 2 PDFDocument84 paginiNasa STD 8739 2 PDFRanjitha BÎncă nu există evaluări
- MAXXI 6 Sales Presentation 04-2016Document33 paginiMAXXI 6 Sales Presentation 04-2016Marty SchreckÎncă nu există evaluări
- Jedec Standard: Els ServiçosDocument30 paginiJedec Standard: Els ServiçosEverton LuizÎncă nu există evaluări
- Five (5) Step Packaging DevelopmentDocument16 paginiFive (5) Step Packaging DevelopmentMirela NastaÎncă nu există evaluări
- Fishbone DaigramDocument13 paginiFishbone DaigramAnkit KapoorÎncă nu există evaluări
- Short Circuit Withstand Time TestDocument12 paginiShort Circuit Withstand Time TestMirnaÎncă nu există evaluări
- Jep 113 BDocument10 paginiJep 113 BCezaryCezasÎncă nu există evaluări
- JEDEC Power Mosfet StandardDocument56 paginiJEDEC Power Mosfet StandarddanielzanÎncă nu există evaluări
- 2 5 5 7aDocument23 pagini2 5 5 7aadnan_rama100% (1)
- Surface Texture Measurement Fundamentals For Metrology Center Open HouseDocument54 paginiSurface Texture Measurement Fundamentals For Metrology Center Open HouseSushant VashisthaÎncă nu există evaluări
- Bal ScorecardDocument29 paginiBal ScorecardVarun AgarwalÎncă nu există evaluări
- Project Report On Taguchi Method 9tqm Project) by Sudeshna DashDocument17 paginiProject Report On Taguchi Method 9tqm Project) by Sudeshna DashODISHA FOOD ZONE & LIFE STYLEÎncă nu există evaluări
- Attribute Gage R & R EffectivenessDocument9 paginiAttribute Gage R & R Effectivenesschteo1976Încă nu există evaluări
- Workmanship Standards QE SeminarDocument73 paginiWorkmanship Standards QE SeminarJuanPabloJimenezÎncă nu există evaluări
- Test Report Submission WD ProgramsDocument1 paginăTest Report Submission WD ProgramsBự BụngÎncă nu există evaluări
- HERMETICITYDocument8 paginiHERMETICITYMirnaÎncă nu există evaluări
- J STD 00XDocument31 paginiJ STD 00XXucoSongÎncă nu există evaluări
- Houston Impact of J-STD-001F and IPC-A-610F ChangesDocument36 paginiHouston Impact of J-STD-001F and IPC-A-610F Changes安靖Încă nu există evaluări
- IPC-TM-650 Test Methods Manual 2.4.42.3Document3 paginiIPC-TM-650 Test Methods Manual 2.4.42.3Harold GillÎncă nu există evaluări
- Intro To SMTDocument38 paginiIntro To SMTShelly NandalÎncă nu există evaluări
- Ed 4702a PDFDocument49 paginiEd 4702a PDFGerald See TohÎncă nu există evaluări
- The Institute For: Introduction To Surface Mount AssemblyDocument246 paginiThe Institute For: Introduction To Surface Mount AssemblyryanÎncă nu există evaluări
- Capacitor MKPDocument29 paginiCapacitor MKPMartina KÎncă nu există evaluări
- Eia 364 32d FinalDocument17 paginiEia 364 32d FinalMetinÎncă nu există evaluări
- SCS Final S20.20 2015Document37 paginiSCS Final S20.20 2015loncoihaynguÎncă nu există evaluări
- JEP174 Understanding Electrical Overstress - EOSDocument174 paginiJEP174 Understanding Electrical Overstress - EOSWu HLÎncă nu există evaluări
- GHTF Sg3 n19 2012 Nonconformity Grading 121102Document16 paginiGHTF Sg3 n19 2012 Nonconformity Grading 121102depardieu1973Încă nu există evaluări
- IPC TM 650 Solder Ball TestDocument3 paginiIPC TM 650 Solder Ball TestJonas Ricafrente MojicaÎncă nu există evaluări
- Asq 2012Document2 paginiAsq 2012baniruther7746Încă nu există evaluări
- IPC-TM-650 Test Methods Manual: Contact Tool Contact ToolDocument2 paginiIPC-TM-650 Test Methods Manual: Contact Tool Contact ToolKaja PrelovsekÎncă nu există evaluări
- 610E Training Material List For CIT CDDocument1 pagină610E Training Material List For CIT CDdruids2000Încă nu există evaluări
- Ionic Contamination Process ControlDocument26 paginiIonic Contamination Process Controltimeforever aymenÎncă nu există evaluări
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument4 paginiIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesVenkateswaran venkateswaranÎncă nu există evaluări
- Activity 3 Project Proposal Direction: Based On The Assessment You Made From Your Own Barangay Make or Choose ADocument2 paginiActivity 3 Project Proposal Direction: Based On The Assessment You Made From Your Own Barangay Make or Choose ALapitan, Frances Kyle T. - BSN1CÎncă nu există evaluări
- EF Final Sept 15Document170 paginiEF Final Sept 15Bobby MccormickÎncă nu există evaluări
- Wind Tunnel Experiments 10 11Document4 paginiWind Tunnel Experiments 10 11Kaashyap SarmaÎncă nu există evaluări
- Akun Mini LegendDocument8 paginiAkun Mini Legendnova kurniawanÎncă nu există evaluări
- Astm D1394Document7 paginiAstm D1394Jereny AntuanetÎncă nu există evaluări
- Tib 640M PDFDocument207 paginiTib 640M PDFjuricic2Încă nu există evaluări
- HOROLITH - 617 - 62 - English SDSDocument10 paginiHOROLITH - 617 - 62 - English SDStaherbatubaraÎncă nu există evaluări
- Sikalastic 853 R AP Part B SDS en - MYDocument9 paginiSikalastic 853 R AP Part B SDS en - MYSBW ReportingÎncă nu există evaluări
- Ultragel II Safety Data Sheet English PDFDocument5 paginiUltragel II Safety Data Sheet English PDFrulyredÎncă nu există evaluări
- Water Act 54 of 1956Document5 paginiWater Act 54 of 1956Sizwe MadikaneÎncă nu există evaluări
- PNB HeadofficeDocument1 paginăPNB HeadofficeTejesh NanawareÎncă nu există evaluări
- Manila WaterDocument154 paginiManila WaterErwin JasarenoÎncă nu există evaluări
- Design ReportDocument37 paginiDesign ReportHesham ElbanaÎncă nu există evaluări
- Unearthed - Environmental History of Independent IndiaDocument234 paginiUnearthed - Environmental History of Independent IndiaAbhinav GuptaÎncă nu există evaluări
- Soal Prediksi UN Bahasa Inggris SMP 2013Document19 paginiSoal Prediksi UN Bahasa Inggris SMP 2013Airazzahra Pelangi100% (3)
- Plumbing Code of The Philippines ChapterDocument5 paginiPlumbing Code of The Philippines ChapterNaga AlabÎncă nu există evaluări
- Acceptability of Alternative Materials in Road Construction SETRRADocument32 paginiAcceptability of Alternative Materials in Road Construction SETRRAbob_rocksÎncă nu există evaluări
- The Earth's LayersDocument5 paginiThe Earth's LayersShiella Mae Baltazar BulauitanÎncă nu există evaluări
- Yes Dishwash MSDSDocument2 paginiYes Dishwash MSDSNishant_s123Încă nu există evaluări
- ApacheHVAC Part A - Overview and FundamentalsDocument108 paginiApacheHVAC Part A - Overview and FundamentalsAnand GkÎncă nu există evaluări
- 2 - Conservation and The Use of Secondary and Recycled Materials PDFDocument16 pagini2 - Conservation and The Use of Secondary and Recycled Materials PDFfa_fa67Încă nu există evaluări
- Care Sheet - Golden GeckoDocument2 paginiCare Sheet - Golden GeckoJohn GamesbyÎncă nu există evaluări