S-ar putea să vă placă și
- 1 - 7failure Analysis of Diesel Engine Cylinder LinersDocument23 pagini1 - 7failure Analysis of Diesel Engine Cylinder LinersRohit Om TiwariÎncă nu există evaluări
- AISC - Experience With Use of Heavy W Shapes in TensionDocument15 paginiAISC - Experience With Use of Heavy W Shapes in TensionChris ScheinerÎncă nu există evaluări
- Failures - Lamellar Tearing Overview and Failures CasesDocument4 paginiFailures - Lamellar Tearing Overview and Failures Cases^passwordÎncă nu există evaluări
- Modeling of Ultrasonic Testing For Inspection of Nodular Cast Iron InsertDocument14 paginiModeling of Ultrasonic Testing For Inspection of Nodular Cast Iron InsertCarlos Ortega JonesÎncă nu există evaluări
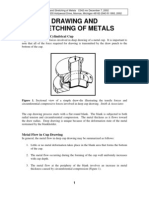
- Drawing and Stretching of MetalsDocument16 paginiDrawing and Stretching of MetalsNavdeep Singh DhakaÎncă nu există evaluări
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 paginiManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhÎncă nu există evaluări
- Failure Analysis of Welded Steam Boiler Flange: November 2015Document11 paginiFailure Analysis of Welded Steam Boiler Flange: November 2015marvyn tacanga mendezÎncă nu există evaluări
- Failure Analysis of A Compressed Natural Gas Storage CylinderDocument7 paginiFailure Analysis of A Compressed Natural Gas Storage CylinderArbab TufailÎncă nu există evaluări
- Weld-Defects A - TWI PDFDocument97 paginiWeld-Defects A - TWI PDFMKPashaPasha100% (2)
- 1961 PDFDocument8 pagini1961 PDFVasanth PrasadÎncă nu există evaluări
- Failure Analysis of A Bridge Crane Shaft-Version Online FinalDocument8 paginiFailure Analysis of A Bridge Crane Shaft-Version Online FinaloazzambranoÎncă nu există evaluări
- Oil Examination of A Failed Boiler TubeDocument14 paginiOil Examination of A Failed Boiler Tubekarimov1924Încă nu există evaluări
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Document14 paginiBolted Conn. With Hot-Dip Galv. Steel Memb.PaulÎncă nu există evaluări
- Analysis of Gas Pipeline FailureDocument3 paginiAnalysis of Gas Pipeline Failuressjuned100% (1)
- 7th Congr Mat TestDocument6 pagini7th Congr Mat TestAlireza KhodabandehÎncă nu există evaluări
- Fretting Fatigue CrackingDocument17 paginiFretting Fatigue CrackingODG_290473Încă nu există evaluări
- Failure Analysis of Friction Weld (FRW) in Truck Axle ApplicationDocument4 paginiFailure Analysis of Friction Weld (FRW) in Truck Axle ApplicationVivekintenseCmÎncă nu există evaluări
- Ultrasonic Testing HandbookDocument29 paginiUltrasonic Testing HandbookP A KumarÎncă nu există evaluări
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesDe la EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesÎncă nu există evaluări
- Concrete CracksDocument54 paginiConcrete CracksMedhat HasanainÎncă nu există evaluări
- CORROSION IN CO2 REMOVAL UnitDocument26 paginiCORROSION IN CO2 REMOVAL UnitAhmed YoussifÎncă nu există evaluări
- Thermocracking of A Mechanical SealDocument16 paginiThermocracking of A Mechanical SealAjla TihicÎncă nu există evaluări
- Pitting CorrosionDocument6 paginiPitting CorrosionKamal JayarajÎncă nu există evaluări
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDe la EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesÎncă nu există evaluări
- Effects of Corrosion in Woodboard IndustriesDocument13 paginiEffects of Corrosion in Woodboard IndustriesTerry NicholsÎncă nu există evaluări
- Causes and Remedies of Blow Holes in SanDocument33 paginiCauses and Remedies of Blow Holes in SanNikhil KumarÎncă nu există evaluări
- A Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat TintDocument23 paginiA Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat Tintsusanweb100% (1)
- Factors To Consider When Evaluating Damage On Pipelines Michael J. Rosenfeld, PE Kiefner & Associates, IncDocument9 paginiFactors To Consider When Evaluating Damage On Pipelines Michael J. Rosenfeld, PE Kiefner & Associates, IncSkazemi7Încă nu există evaluări
- Avoidance of Discontinuities in The Joint HardoxDocument10 paginiAvoidance of Discontinuities in The Joint HardoxfsfunbÎncă nu există evaluări
- Product Defects in Aluminum Extrusion and Its Impact On Operational CostDocument18 paginiProduct Defects in Aluminum Extrusion and Its Impact On Operational CostNatural AlÎncă nu există evaluări
- Failure Analysis of A Stainless Steel Pipeline PDFDocument8 paginiFailure Analysis of A Stainless Steel Pipeline PDFKailas GophaneÎncă nu există evaluări
- Analysis of An Unusual Crankshaft Failure PDFDocument9 paginiAnalysis of An Unusual Crankshaft Failure PDFHector CastelblancoÎncă nu există evaluări
- Casestudy FracturedductilecastironbracketDocument2 paginiCasestudy FracturedductilecastironbracketKhin Aung ShweÎncă nu există evaluări
- Analyses of Superheater Tube From BoilerDocument8 paginiAnalyses of Superheater Tube From Boilerromi_hamdaniÎncă nu există evaluări
- Cast Iron Pipes FailuresDocument11 paginiCast Iron Pipes FailuresZuberYousufÎncă nu există evaluări
- WeldingDocument27 paginiWeldingCleo Elveña100% (1)
- Erosion-Corrosion Failures in Wellhead ChokesDocument11 paginiErosion-Corrosion Failures in Wellhead ChokesramonacoÎncă nu există evaluări
- Forging Lecture NotesDocument11 paginiForging Lecture Notesew6082100% (1)
- Commentary On Highly Restrained Welded ConnectionsDocument13 paginiCommentary On Highly Restrained Welded ConnectionstrabajosicÎncă nu există evaluări
- Design For Analysis of A Welded Hydraulic CylinderDocument3 paginiDesign For Analysis of A Welded Hydraulic CylindertahirÎncă nu există evaluări
- Metallographic Investigation On The Cladding FailureDocument18 paginiMetallographic Investigation On The Cladding FailureAndres_Pastor1987Încă nu există evaluări
- Reformer Tube FailureDocument9 paginiReformer Tube FailureAhmad Riaz KhanÎncă nu există evaluări
- Engineering Failure Analysis: S. Barella, M. Boniardi, S. Cincera, P. Pellin, X. Degive, S. GijbelsDocument8 paginiEngineering Failure Analysis: S. Barella, M. Boniardi, S. Cincera, P. Pellin, X. Degive, S. GijbelsGholamreza MahmoodiÎncă nu există evaluări
- Us3467410 PDFDocument4 paginiUs3467410 PDFNaza GavaputriÎncă nu există evaluări
- Design of Gravity Die CastingsDocument25 paginiDesign of Gravity Die CastingsM PraveenÎncă nu există evaluări
- Forging Defects and Extrusion DefectDocument8 paginiForging Defects and Extrusion DefectVenkat KrishnaÎncă nu există evaluări
- The Use of Serrated Metallic Gaskets On Air CoolersDocument12 paginiThe Use of Serrated Metallic Gaskets On Air Coolerssammar_10Încă nu există evaluări
- Ultrasonic Testing HandbookDocument29 paginiUltrasonic Testing HandbookRafael HernandezÎncă nu există evaluări
- Paper Falla Por FluenciaDocument8 paginiPaper Falla Por FluenciaJuan Diego Ospina FlorezÎncă nu există evaluări
- PerforationsDocument0 paginiPerforationsSikander MushtaqÎncă nu există evaluări
- Steel's Performance in The Northridge EarthquakeDocument5 paginiSteel's Performance in The Northridge Earthquakecal2_uniÎncă nu există evaluări
- LamelerDocument5 paginiLamelerPrasetyaOne NugraHantoeÎncă nu există evaluări
- AssessingDocument3 paginiAssessingJorge Luis SoriaÎncă nu există evaluări
- Chloride ErosionDocument31 paginiChloride ErosionCepi Sindang Kamulan100% (1)
- Casting Defects & CausesDocument15 paginiCasting Defects & CausesAbhinav Pratap MauryaÎncă nu există evaluări
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDe la EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyÎncă nu există evaluări
- Scientific American Supplement, No. 470, January 3, 1885De la EverandScientific American Supplement, No. 470, January 3, 1885Încă nu există evaluări
- All-in-One Manual of Industrial Piping Practice and MaintenanceDe la EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceEvaluare: 5 din 5 stele5/5 (1)
- Batch Dyeing Process, Batch Dyeing Process For Textiles, Process of Batch DyeingDocument3 paginiBatch Dyeing Process, Batch Dyeing Process For Textiles, Process of Batch DyeingVipin Singh KandholÎncă nu există evaluări
- Seamless VS Welded TubesDocument1 paginăSeamless VS Welded Tubeshirenkumar patelÎncă nu există evaluări
- Transmission Towers & Lines: Download Brochure PDFDocument2 paginiTransmission Towers & Lines: Download Brochure PDFGhayas Ud-din DarÎncă nu există evaluări
- New Company ProfileDocument14 paginiNew Company Profileanamika tripathiÎncă nu există evaluări
- Rubber DurabilityDocument19 paginiRubber DurabilityZelzozo Zel ZozoÎncă nu există evaluări
- Research (Edible Cutlery)Document9 paginiResearch (Edible Cutlery)Reylsea MayÎncă nu există evaluări
- 200622-Fcu & Refrigerant Pipe & Insulation SizeDocument1 pagină200622-Fcu & Refrigerant Pipe & Insulation Sizegukan rajÎncă nu există evaluări
- Impact TestDocument5 paginiImpact TestGolden ChanÎncă nu există evaluări
- ACE Hammer CatalogueDocument8 paginiACE Hammer CatalogueAgung NgurahÎncă nu există evaluări
- Base Panther 6x6 Stinger SpecificationDocument61 paginiBase Panther 6x6 Stinger Specificationфранки штэинÎncă nu există evaluări
- Cover Conductor ReportDocument73 paginiCover Conductor ReportCarlosÎncă nu există evaluări
- Expt 3Document5 paginiExpt 3Debmalya1997Încă nu există evaluări
- 30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential BreakthroughsDocument1.167 pagini30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential Breakthroughsknight1729100% (1)
- Zinc and Tin Alloy Wire Used in Thermal Spraying For Electronic ApplicationsDocument4 paginiZinc and Tin Alloy Wire Used in Thermal Spraying For Electronic ApplicationsBang AnÎncă nu există evaluări
- Katalog PDFDocument32 paginiKatalog PDFiinÎncă nu există evaluări
- Catalogue For Sublimation Mugs From Kelsey MecolourDocument92 paginiCatalogue For Sublimation Mugs From Kelsey Mecolourallan salazarÎncă nu există evaluări
- Changing The Pump Seals: (All Pumps Except The G1361A Preparative Pump)Document2 paginiChanging The Pump Seals: (All Pumps Except The G1361A Preparative Pump)sarasaÎncă nu există evaluări
- MASABA Overland ConveyorDocument2 paginiMASABA Overland ConveyoraswarÎncă nu există evaluări
- Chapter 1Document16 paginiChapter 1Robeam SolomonÎncă nu există evaluări
- Typical Exchanger & Reboiler Piping-BNDocument12 paginiTypical Exchanger & Reboiler Piping-BNManan100% (2)
- Boge Up To 300kw - PDFDocument12 paginiBoge Up To 300kw - PDFparsmessengerÎncă nu există evaluări
- Mobil Type 8000 Turbine OilDocument4 paginiMobil Type 8000 Turbine OilJJÎncă nu există evaluări
- WeldingDocument27 paginiWeldingankit4565Încă nu există evaluări
- Workshop Manual - Daihatsu 3 Cyl 993cc Wiring DiagramDocument41 paginiWorkshop Manual - Daihatsu 3 Cyl 993cc Wiring Diagramโจ้ สแปร์แร็ค80% (5)
- Design and Control of CONCRETE MIX PDFDocument459 paginiDesign and Control of CONCRETE MIX PDFCRISTIAN RAMIREZ75% (8)
- API 600 Trim No.Document19 paginiAPI 600 Trim No.SUBHASISH BHATTACHARYYAÎncă nu există evaluări
- DDC SVC Man 0189Document180 paginiDDC SVC Man 0189gicuÎncă nu există evaluări
- Voltaic Cell - Yale UniversityDocument4 paginiVoltaic Cell - Yale UniversityBelenÎncă nu există evaluări
- Cabin Pressure:: ExampleDocument47 paginiCabin Pressure:: ExamplePrasanth ViratÎncă nu există evaluări
- Pharm. LinimentsDocument38 paginiPharm. LinimentsDr-Md Abul BarkatÎncă nu există evaluări