FFA # 23
GENERAL FORMULAS FOR SPOT WELDING
ELECTRODE FORCE = 6000 x (T1 +T2) 6000 = constant T1 = thickness of first sheet T2 = thickness of second sheet Example: two pieces of .050* 6000 x (.050 + .050) = 600 600 = necessary electrode force in lbs. WELD TIME = 100 x (T1 +T2) 100 = constant Example: two pieces of .050* 100 x (.050 + .050) = 10 10 = necessary weld time in cycles WELD CURRENT = 100,000 x (T1 +T2) 100,000 = constant Example: two pieces of .050* 100,000 x (.050 + .050) = 10,000 10,000 = necessary secondary current In amperes.
TIP FACE DIA. = 0.1 + (T1 +T2) 0.1 = constant Example: two pieces of .050* .1 + (.050 + .050) = .2 .2 = tip face diameter in inches
*For thickness above .080, the calculated value for the welding current becomes somewhat exaggerated. A reduction of 20% becomes necessary.
W R O N G W R O
FIG.2
SPOT WELDING IF UNEQUAL THICKNESS
Resistance Welding Equipment & Supply Co.
2045 East 46th Street Indianapolis, IN 46205-1472 Phone: (317) 251-9406 Fax: (317) 251-9407 e-mail: rwesco@iquest.net Visit us on the World Wide Web at: www.spotweldequip.com
FFA # 23
FFA # 23
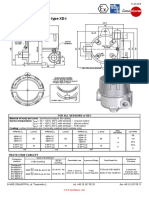
RELATIVE RESISTANCE VALUES OF SPOT WELD ZONES.
ELECTRODE
R R R R R
ELECTRODE
CONTACT MATERIAL INTERFACE
MATERIAL
CONTACT
R
FFA # 23
HIGHEST HEAT IS PRODUCED AT HIGHEST RESISTANCE POINT! SHOULD BE AT...WELD INTERFACE
S-ar putea să vă placă și
- Introduction of Spot Welding (040706)Document24 paginiIntroduction of Spot Welding (040706)fadz8050% (2)
- Spot Welding Strength CalculationDocument14 paginiSpot Welding Strength CalculationVenkateswaran venkateswaranÎncă nu există evaluări
- Sheet Metal Per Stroke Cost CalculationDocument1 paginăSheet Metal Per Stroke Cost CalculationBharat100% (2)
- The Role of Tip DressingDocument4 paginiThe Role of Tip DressingLutfi Ismail100% (1)
- Handbook For Resistance Spot WeldingDocument20 paginiHandbook For Resistance Spot WeldingsatebekicotÎncă nu există evaluări
- Costing Format - Press ToolDocument6 paginiCosting Format - Press ToolVineet Pandey Vlogs67% (3)
- Presstool Design Tutorial - MisumiDocument166 paginiPresstool Design Tutorial - Misumiazadsingh1Încă nu există evaluări
- JIS-standard G3113 PDFDocument11 paginiJIS-standard G3113 PDFMahesh KumarÎncă nu există evaluări
- Resistance Projection Welding Design, Calculation, Process AssuranceDocument20 paginiResistance Projection Welding Design, Calculation, Process AssuranceHemant75% (4)
- Tool Design Data Book PDFDocument124 paginiTool Design Data Book PDFbmvinay74% (19)
- BSK 46 Materials - For - Automobiles11Document62 paginiBSK 46 Materials - For - Automobiles11shuklahouse100% (1)
- Ford Spot Weld SpecDocument12 paginiFord Spot Weld SpecJonathan Davies0% (1)
- Formulas For Designing Press ToolsDocument21 paginiFormulas For Designing Press ToolsKarthik Gopal86% (35)
- Spot Welding ParametersDocument12 paginiSpot Welding ParametersGabriel Rojas ValenzuelaÎncă nu există evaluări
- Formula For Press Tool DesignDocument2 paginiFormula For Press Tool DesignJimmy Clavel100% (2)
- Press Tool PDFDocument5 paginiPress Tool PDFElaine Johnson50% (6)
- Strip LayoutDocument29 paginiStrip LayoutAnishMendis100% (3)
- FormingSuite Training PDFDocument90 paginiFormingSuite Training PDFNarendra ThippeswamyÎncă nu există evaluări
- StandardDocument65 paginiStandardavinashchauhan2695100% (1)
- Press Tool: Calculation For Die & Punch SizeDocument4 paginiPress Tool: Calculation For Die & Punch Sizemayank12379% (19)
- Resistance Welding Manual (RWMA)Document27 paginiResistance Welding Manual (RWMA)Ahmadreza Aminian83% (6)
- FES MTG Welding Fixture F7222910Document11 paginiFES MTG Welding Fixture F7222910Sekar NaikÎncă nu există evaluări
- Lab10 Final Progressive Die PDFDocument7 paginiLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Design of Spot WeldDocument15 paginiDesign of Spot Weldkaustubh girgasÎncă nu există evaluări
- Cutting ParametersDocument12 paginiCutting ParametersИлияИванов50% (8)
- Skill Matrix WeldersDocument1 paginăSkill Matrix WeldersRavikant Pandey100% (1)
- Spot Welding Manual PDFDocument50 paginiSpot Welding Manual PDFVanderli AlvesÎncă nu există evaluări
- One-Dimensional Assembly Tolerance Stack-UpDocument26 paginiOne-Dimensional Assembly Tolerance Stack-UpKakoDa100% (2)
- 2 Piles Pilecap DesignDocument4 pagini2 Piles Pilecap Designwun chwenÎncă nu există evaluări
- Design of Const Dia RCC ChimneyDocument16 paginiDesign of Const Dia RCC ChimneyVadirajNHalgeri100% (3)
- 50 Kva Distibution Transformer DesignDocument11 pagini50 Kva Distibution Transformer DesignJemal MusaÎncă nu există evaluări
- Design of BeamsDocument19 paginiDesign of BeamssnsatyanarayanaÎncă nu există evaluări
- Thermal StrainDocument14 paginiThermal StrainMavrix AgustinÎncă nu există evaluări
- DPT Numericals For Production EngineeringDocument8 paginiDPT Numericals For Production Engineeringprithvi shettyÎncă nu există evaluări
- Butterfly Valve Chamber Design - 300 - 700mm DIDocument6 paginiButterfly Valve Chamber Design - 300 - 700mm DIRamakanth Putty100% (1)
- Base Plate DesignDocument8 paginiBase Plate DesignANANDA D SÎncă nu există evaluări
- Reinforced ConcreteDocument12 paginiReinforced ConcreteluckywaysÎncă nu există evaluări
- Irrigation Division Chunar, Mirzapur: Design of BeamDocument3 paginiIrrigation Division Chunar, Mirzapur: Design of Beamgovind narayan ShuklaÎncă nu există evaluări
- Design of BeamsDocument14 paginiDesign of BeamsNoor MohdÎncă nu există evaluări
- Slab Design 3BHKDocument14 paginiSlab Design 3BHKharshÎncă nu există evaluări
- Case 9: Four Edges DiscontinuousDocument2 paginiCase 9: Four Edges DiscontinuousEvonne LeeÎncă nu există evaluări
- Liquid Retaining Reinforced Concrete Section To BS 8007& BS 8110Document15 paginiLiquid Retaining Reinforced Concrete Section To BS 8007& BS 8110tttmm100% (1)
- Design Calculation - OhtDocument11 paginiDesign Calculation - OhtINNOVATIVE ENGINEER100% (1)
- Design of GLSRDocument263 paginiDesign of GLSRBattula Sridhar100% (2)
- Steel DesDocument5 paginiSteel DesJhan SeenÎncă nu există evaluări
- At Very Low Cutting SpeedsDocument40 paginiAt Very Low Cutting SpeedsThulasi Ram100% (1)
- Bus Cal - 2500aDocument11 paginiBus Cal - 2500aPCE PROJECTS PVT. LTD.Încă nu există evaluări
- One Way Slab and Standard HooksDocument21 paginiOne Way Slab and Standard Hooksmuhammad rid100% (1)
- Steel1 (26pages)Document26 paginiSteel1 (26pages)Kristin Brienne Leander-Renomeron50% (2)
- Canal Trough DesignDocument27 paginiCanal Trough DesignVenkatarathnam PulipatiÎncă nu există evaluări
- Design: Rigid Solutions - Final CoachingDocument11 paginiDesign: Rigid Solutions - Final CoachingEugene Ralph TimoteoÎncă nu există evaluări
- CorbelDocument4 paginiCorbelAnand SoniÎncă nu există evaluări
- Canal Trough DesignDocument33 paginiCanal Trough DesignNageswar Pattem100% (10)
- Example1 1-StraightsupportedDocument7 paginiExample1 1-StraightsupportedOmar BayouÎncă nu există evaluări
- Cable Trench DesignDocument24 paginiCable Trench DesignIrshad Khan100% (1)
- Unit 3 32,33,34,35Document3 paginiUnit 3 32,33,34,35Deepanshu VermaÎncă nu există evaluări
- Detail Design of Secondary BeamDocument5 paginiDetail Design of Secondary BeamAmit TharuÎncă nu există evaluări
- Calculation of Detailing of PileDocument2 paginiCalculation of Detailing of PileAsif Mostafa AnikÎncă nu există evaluări
- Canal DesignDocument35 paginiCanal DesignFranca-sp FrançaÎncă nu există evaluări
- Penulangan Dimensi - Manhole 1200x1800Document1 paginăPenulangan Dimensi - Manhole 1200x1800CDI EngineeringÎncă nu există evaluări
- Thirukkural PDFDocument138 paginiThirukkural PDFSelvakumaran DhandapaniÎncă nu există evaluări
- Autobiography of A SufiDocument130 paginiAutobiography of A SufispiralwavesÎncă nu există evaluări
- Daajis Address and QA To AAPI - Jan 5th 2022Document10 paginiDaajis Address and QA To AAPI - Jan 5th 2022Selvakumaran DhandapaniÎncă nu există evaluări
- Process Fmea: Table 6 Suggested Pfmea Severity Evaluation CriteriaDocument4 paginiProcess Fmea: Table 6 Suggested Pfmea Severity Evaluation CriteriaSelvakumaran Dhandapani100% (1)
- Industry 4.0Document38 paginiIndustry 4.0Selvakumaran DhandapaniÎncă nu există evaluări
- Basics of Heat TreatmentDocument29 paginiBasics of Heat TreatmentSelvakumaran DhandapaniÎncă nu există evaluări
- Welding SymbolsDocument1 paginăWelding SymbolsSelvakumaran DhandapaniÎncă nu există evaluări
- SubmergedDocument32 paginiSubmergedSelvakumaran DhandapaniÎncă nu există evaluări
- Industry 4.0Document38 paginiIndustry 4.0Selvakumaran DhandapaniÎncă nu există evaluări
- Mmaw & GmawDocument54 paginiMmaw & GmawSelvakumaran DhandapaniÎncă nu există evaluări
- Close Your MouthDocument144 paginiClose Your MouthSelvakumaran Dhandapani100% (13)
- Weld DefectsDocument18 paginiWeld Defectsisaacthib100% (2)
- Mechatronics - Basics and Applications in RailwaysDocument25 paginiMechatronics - Basics and Applications in RailwaysSelvakumaran DhandapaniÎncă nu există evaluări
- With Grateful Thanks of Ms. Jyothsna Kethireddy: Presented By: Prof. V. ViswanadhamDocument17 paginiWith Grateful Thanks of Ms. Jyothsna Kethireddy: Presented By: Prof. V. ViswanadhamSelvakumaran DhandapaniÎncă nu există evaluări
- 5 S PRINCIPLESDocument14 pagini5 S PRINCIPLESSelvakumaran DhandapaniÎncă nu există evaluări
- With Grateful Thanks of Ms. Jyothsna Kethireddy: Presented By: Prof. V. ViswanadhamDocument17 paginiWith Grateful Thanks of Ms. Jyothsna Kethireddy: Presented By: Prof. V. ViswanadhamSelvakumaran DhandapaniÎncă nu există evaluări
- MM212 New Manual - FinalDocument30 paginiMM212 New Manual - FinalAbhishek KumarÎncă nu există evaluări
- Inventaa Hollow WallsDocument6 paginiInventaa Hollow WallsSumedh GuptaÎncă nu există evaluări
- Construction Cost Estimate: By: Engr. Erniel Dave A. GuyoDocument29 paginiConstruction Cost Estimate: By: Engr. Erniel Dave A. GuyoMica Joice FernandezÎncă nu există evaluări
- Aci Code ListDocument5 paginiAci Code ListM HAFEEZ RAJA100% (8)
- The Problem and Its BackgroundDocument4 paginiThe Problem and Its BackgroundSuzaku KururugiÎncă nu există evaluări
- DPL DripPanElbowDocument1 paginăDPL DripPanElbowPartha Sarathi SadhukhanÎncă nu există evaluări
- AITECH-Accredited Technology Nov. 2019Document12 paginiAITECH-Accredited Technology Nov. 2019Jesus Villaflor Jr.100% (1)
- Vci-Anticorrosion Paper: Characteristics Ferrogard/Multiguard TypesDocument2 paginiVci-Anticorrosion Paper: Characteristics Ferrogard/Multiguard TypesJaya RidwantoÎncă nu există evaluări
- Piping QC Inspector Resume 2020Document5 paginiPiping QC Inspector Resume 2020Omprakash Yadav100% (1)
- Minfm66645 Astm A312 Grade s32615Document4 paginiMinfm66645 Astm A312 Grade s32615Oleg ShkolnikÎncă nu există evaluări
- Logbook CEBDocument36 paginiLogbook CEBAnonymous ICo9rpfVt0Încă nu există evaluări
- Pipe ChartDocument2 paginiPipe ChartabdulÎncă nu există evaluări
- SERVICE MANUAL Whirlpool Front Load Drum WasherDocument27 paginiSERVICE MANUAL Whirlpool Front Load Drum Washerronald christian mendiguarin50% (2)
- Poon 2001Document10 paginiPoon 2001Al CaponeÎncă nu există evaluări
- PlasticsDocument15 paginiPlasticsKunalKumarSinghÎncă nu există evaluări
- Anaconda, Fatflot & Sludgeway Toro Wastewater EquipmentDocument16 paginiAnaconda, Fatflot & Sludgeway Toro Wastewater EquipmentDavidQueridoÎncă nu există evaluări
- Fdocuments - in - Automatic Ingot Feeder For BoundaryDocument5 paginiFdocuments - in - Automatic Ingot Feeder For BoundaryPooja BanÎncă nu există evaluări
- Data Sheet - IECExDocument3 paginiData Sheet - IECExAndreas PalalanganÎncă nu există evaluări
- Teflon Ptfe NXT 85 Product InfoDocument2 paginiTeflon Ptfe NXT 85 Product InfocvfÎncă nu există evaluări
- Whirlpool Energy Smart Electric ManualDocument15 paginiWhirlpool Energy Smart Electric Manualgiovannycarlos2Încă nu există evaluări
- Prince Product Catalogue 26-08-2021Document44 paginiPrince Product Catalogue 26-08-2021Abhi LyngdohÎncă nu există evaluări
- Post Tensioned SlabsDocument25 paginiPost Tensioned SlabsTolu AdegbenjoÎncă nu există evaluări
- European Steel and Alloy Grades: 50crmov13-15 (1.2355)Document2 paginiEuropean Steel and Alloy Grades: 50crmov13-15 (1.2355)farshid KarpasandÎncă nu există evaluări
- RRS Full NotesDocument164 paginiRRS Full NotesAzhar KhanÎncă nu există evaluări
- MP 0024Document4 paginiMP 0024Loren Viejay100% (1)
- Clearance For Plaster by MEPDocument63 paginiClearance For Plaster by MEPAnonymous LnJVtahyRÎncă nu există evaluări
- Ghu PDFDocument28 paginiGhu PDFGautam ChaudhuryÎncă nu există evaluări
- Vinyl Floor InstallDocument10 paginiVinyl Floor InstallMoose112Încă nu există evaluări
- Fronius Cold Metal TransferDocument16 paginiFronius Cold Metal Transferbonmarche28Încă nu există evaluări
- Encofrado Meva Alufix AvaDocument42 paginiEncofrado Meva Alufix AvapablopelaÎncă nu există evaluări