S-ar putea să vă placă și
- Processo de Estampagem de ChapasDocument10 paginiProcesso de Estampagem de ChapasBrenda AmandaÎncă nu există evaluări
- Fabricação mecânica estampagemDocument9 paginiFabricação mecânica estampagemcharlesfranklinÎncă nu există evaluări
- Introdução à EstampagemDocument61 paginiIntrodução à EstampagemedpsousaÎncă nu există evaluări
- Processos de Fabricação EstampagemDocument25 paginiProcessos de Fabricação Estampagemrafaelescobar92Încă nu există evaluări
- Conformação de ChapasDocument16 paginiConformação de ChapasNícolas BrandãoÎncă nu există evaluări
- Estampagem: introdução e operações básicasDocument20 paginiEstampagem: introdução e operações básicasVictor Oliveira MirandaÎncă nu există evaluări
- EstampagemDocument9 paginiEstampagemTheodore BellÎncă nu există evaluări
- INCOMPLETE EstampagemDocument0 paginiINCOMPLETE EstampagemDouglas SilvaÎncă nu există evaluări
- Aulas 8 e 9 Estampagem PDFDocument62 paginiAulas 8 e 9 Estampagem PDFArnaldoeCrisPrimaveraÎncă nu există evaluări
- Estampagem e Conformação de ChapaDocument76 paginiEstampagem e Conformação de ChapaMarceloPintoRibeiroFilhoÎncă nu există evaluări
- Estudo de Caso - EstampagemDocument9 paginiEstudo de Caso - EstampagemLeticia HelalÎncă nu există evaluări
- ESTAMPAGEM Rev.01 (Modo de Compatibilidade)Document88 paginiESTAMPAGEM Rev.01 (Modo de Compatibilidade)Aldo CarvalhoÎncă nu există evaluări
- Processo de Estampagem FinalDocument74 paginiProcesso de Estampagem FinalhamiltonnovaisÎncă nu există evaluări
- EstampagemDocument19 paginiEstampagemmecanica2000Încă nu există evaluări
- Estampagem - Conformação Plastica Dos MetaisDocument31 paginiEstampagem - Conformação Plastica Dos MetaisNosgam SilvaÎncă nu există evaluări
- EstampagemDocument27 paginiEstampagemRodrigo Eduardo GomesÎncă nu există evaluări
- CPF P2 PDFDocument10 paginiCPF P2 PDFVinicius BolognaÎncă nu există evaluări
- Trabalho de EstampagemDocument17 paginiTrabalho de EstampagemLAURO AUGUSTOÎncă nu există evaluări
- Aula 04 - Estampagem Por Corte1Document56 paginiAula 04 - Estampagem Por Corte1Paulo Schmitz JuniorÎncă nu există evaluări
- EstampagemDocument38 paginiEstampagemCláudio QuinteiroÎncă nu există evaluări
- FORJAMENTODocument54 paginiFORJAMENTOMonize Garcia100% (2)
- Estampagem de Chapas11Document10 paginiEstampagem de Chapas11Borge MachocoÎncă nu există evaluări
- 10 PF EstampagemDocument14 pagini10 PF Estampagempablopinto290Încă nu există evaluări
- Conformação A FrioDocument6 paginiConformação A FrioGonçalo CostaÎncă nu există evaluări
- Aula 4-5Document9 paginiAula 4-5Richard RicardoÎncă nu există evaluări
- Conformação chapas finasDocument29 paginiConformação chapas finasAnselmo FabrisÎncă nu există evaluări
- Trabalho de RepuxoDocument7 paginiTrabalho de RepuxoTiomaneuÎncă nu există evaluări
- Quina GemDocument8 paginiQuina GemGerman Gomes Azevedo100% (1)
- Estampagem de Chapas FinasDocument5 paginiEstampagem de Chapas FinasZeca Boaventura NhachungueÎncă nu există evaluări
- EstampagemDocument51 paginiEstampagemFrederico Oliveira50% (2)
- Tudo sobre estampagem de chapasDocument20 paginiTudo sobre estampagem de chapasEduardo Ribeiro de AraujoÎncă nu există evaluări
- Ferramentas para conformação mecânica de chapasDocument25 paginiFerramentas para conformação mecânica de chapasandressa2276010Încă nu există evaluări
- 05 Aula - Processos de FabricaçãoDocument52 pagini05 Aula - Processos de FabricaçãoVinicius FonsecaÎncă nu există evaluări
- Repuxo: processo de fabricação de peças oco-volumétricasDocument9 paginiRepuxo: processo de fabricação de peças oco-volumétricasDenis NegraoÎncă nu există evaluări
- Aula 04 - Estampagem Por Dobramento1Document75 paginiAula 04 - Estampagem Por Dobramento1Paulo Schmitz JuniorÎncă nu există evaluări
- ForjamentodemoDocument35 paginiForjamentodemoitaloscarpattiÎncă nu există evaluări
- Estampagem: processos de corte, conformação e dobragemDocument20 paginiEstampagem: processos de corte, conformação e dobragemEliane Fabio MoreiraÎncă nu există evaluări
- Processos Fabrico 02Document21 paginiProcessos Fabrico 02gracaconceicaosobralÎncă nu există evaluări
- Estampagem de MetaisDocument37 paginiEstampagem de MetaisFabianoÎncă nu există evaluări
- Repuxo: processos e ferramentasDocument10 paginiRepuxo: processos e ferramentasStephanie MooreÎncă nu există evaluări
- Conformação Mecânica Aula 2Document53 paginiConformação Mecânica Aula 2Daniel De Oliveira FilhoÎncă nu există evaluări
- Projeto de Ferramentas de EstampagemDocument18 paginiProjeto de Ferramentas de EstampagemGabriel OcanhaÎncă nu există evaluări
- Conformação de chapas emDocument13 paginiConformação de chapas emEdgar GonzalezÎncă nu există evaluări
- Processo de Conformação MecânicaDocument36 paginiProcesso de Conformação MecânicaVitor Bruno GarciaÎncă nu există evaluări
- NOTAS DE AULA SOBRE FORJAMENTO E SUAS CLASSIFICAÇÕESDocument9 paginiNOTAS DE AULA SOBRE FORJAMENTO E SUAS CLASSIFICAÇÕESAnne FrancielleÎncă nu există evaluări
- Processo de conformação por estampagem: principais conceitos e aplicaçõesDocument5 paginiProcesso de conformação por estampagem: principais conceitos e aplicaçõesCarolai Fabris100% (1)
- Processos de Conformação de ChapasDocument37 paginiProcessos de Conformação de ChapasgiokniessÎncă nu există evaluări
- Processos de dobragem e calandragem na UERJDocument38 paginiProcessos de dobragem e calandragem na UERJneralregoneÎncă nu există evaluări
- MARCONDES (2009) Manufatura - CorteDocument6 paginiMARCONDES (2009) Manufatura - Cortesamuelsirtoli3356Încă nu există evaluări
- Capacidade elástica e operações de dobramento e repuxoDocument24 paginiCapacidade elástica e operações de dobramento e repuxoaguinaldo6690Încă nu există evaluări
- Projetando Um Shield Nodemcu Para Motor De Passo Usando O FritzingDe la EverandProjetando Um Shield Nodemcu Para Motor De Passo Usando O FritzingÎncă nu există evaluări
- Projetando Um Shield Nodemcu Para Conectar Uma Entrada Com Isolação Óptica Usando O FritzingDe la EverandProjetando Um Shield Nodemcu Para Conectar Uma Entrada Com Isolação Óptica Usando O FritzingÎncă nu există evaluări
- Projetando Um Shield Nodemcu Para Conectar Display De 7 Segmentos Usando O FritzingDe la EverandProjetando Um Shield Nodemcu Para Conectar Display De 7 Segmentos Usando O FritzingÎncă nu există evaluări
- Projetando Um Shield Nodemcu Para Conectar Um Shift Register Usando O FritzingDe la EverandProjetando Um Shield Nodemcu Para Conectar Um Shift Register Usando O FritzingÎncă nu există evaluări
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDe la EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoÎncă nu există evaluări
- IG - 10-15 Instrução Do ExercitoDocument16 paginiIG - 10-15 Instrução Do ExercitoDAVIDSONÎncă nu există evaluări
- Treinamentos de ferramentas e resolução de problemasDocument48 paginiTreinamentos de ferramentas e resolução de problemasHenrique Fonseca100% (1)
- Prova Completa 19112011Document28 paginiProva Completa 19112011Gustavo Melo AndradeÎncă nu există evaluări
- Texto - Continuação - Manual NR29Document5 paginiTexto - Continuação - Manual NR29Homero HDLÎncă nu există evaluări
- Book Epi Cedae - 2018 - Versão Final PDFDocument210 paginiBook Epi Cedae - 2018 - Versão Final PDFThaysa Souza Mello100% (2)
- Moagem de cana: história, processos e automaçãoDocument23 paginiMoagem de cana: história, processos e automaçãoVanderson RiÎncă nu există evaluări
- Manual do Proprietário Rossi Ideal Parque AltoDocument67 paginiManual do Proprietário Rossi Ideal Parque Altocavalleri89Încă nu există evaluări
- Aula 12 - Fotoss+¡ntese C3-C4 e CAMDocument32 paginiAula 12 - Fotoss+¡ntese C3-C4 e CAMCatherine MenezesÎncă nu există evaluări
- Vdocuments - MX - Fispq Solda Exotermica Unisolda PDFDocument5 paginiVdocuments - MX - Fispq Solda Exotermica Unisolda PDFtstcarlosÎncă nu există evaluări
- Aula 10 - Elastômeros AtualDocument104 paginiAula 10 - Elastômeros AtualBruno BudimÎncă nu există evaluări
- conforme solicitado e atende ao limite máximo deDocument15 paginiconforme solicitado e atende ao limite máximo deJsk CabralÎncă nu există evaluări
- AULA 04 Química ENEM SimuladoDocument6 paginiAULA 04 Química ENEM SimuladoLucasBruxelÎncă nu există evaluări
- Document55e7080f7b9a8 PDFDocument55 paginiDocument55e7080f7b9a8 PDFSuelen DanielÎncă nu există evaluări
- Coulometria RelatorioDocument7 paginiCoulometria RelatorioAna Paula TeixeiraÎncă nu există evaluări
- Exercícios de Revisão Termoquímica 2º ANODocument2 paginiExercícios de Revisão Termoquímica 2º ANOPaulo MancinoÎncă nu există evaluări
- Fenômenos de transporte exercícios parte 1Document3 paginiFenômenos de transporte exercícios parte 1Diego santiago de limaÎncă nu există evaluări
- Determinacao Do Indice de RefracaoDocument8 paginiDeterminacao Do Indice de RefracaoMatheus Augusto CandidoÎncă nu există evaluări
- Materiais Compósitos EN 2814Document34 paginiMateriais Compósitos EN 2814Edvan AlmeidaÎncă nu există evaluări
- CalorimetriaDocument26 paginiCalorimetriaThaisStoskiÎncă nu există evaluări
- Pomada Caseira de ErvasDocument3 paginiPomada Caseira de ErvasDiego NovačekÎncă nu există evaluări
- Relatório 2 Determinação de Ácido AcéticoDocument20 paginiRelatório 2 Determinação de Ácido AcéticoDâmarys FariasÎncă nu există evaluări
- Argamassa Armada: Definição, Histórico e AplicaçõesDocument4 paginiArgamassa Armada: Definição, Histórico e AplicaçõesEmílio QueirozÎncă nu există evaluări
- Sinapses: Funções, Partes e TiposDocument3 paginiSinapses: Funções, Partes e TiposJanaínaÎncă nu există evaluări
- FISPQ Sabonete Liquido - SoftDocument6 paginiFISPQ Sabonete Liquido - SoftAnderson FragosoÎncă nu există evaluări
- Bioquimica BucalDocument15 paginiBioquimica BucalWédila Andrade100% (1)
- Apostila de Pa Carregadeira v2 - 0Document58 paginiApostila de Pa Carregadeira v2 - 0Fabio Junior Terraplam100% (3)
- Ficha de Segurança Química Óleo LubrificanteDocument5 paginiFicha de Segurança Química Óleo LubrificantekamiloÎncă nu există evaluări
- Questionário de Mec Materiais PDFDocument7 paginiQuestionário de Mec Materiais PDFIgor MedeirosÎncă nu există evaluări
- Trefilação de aramesDocument17 paginiTrefilação de aramesIsadora CotaÎncă nu există evaluări
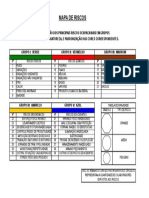
- Apêndice - Mapa de RiscosDocument1 paginăApêndice - Mapa de RiscosSuelly PinheiroÎncă nu există evaluări