S-ar putea să vă placă și
- Materiale Și Semifabricate Utilizate Pentru Roți DințateDocument4 paginiMateriale Și Semifabricate Utilizate Pentru Roți DințateIoan ButnariuÎncă nu există evaluări
- Cutite de StrungDocument11 paginiCutite de Strunglord_nikon_ctz100% (1)
- CAP 3.mecanizarea Si Automatizarea Proceselor Tehnologice Pentru Prelucrari MecaniceDocument35 paginiCAP 3.mecanizarea Si Automatizarea Proceselor Tehnologice Pentru Prelucrari MecaniceAly alyÎncă nu există evaluări
- Noțiuni Generale Despre Mașinile Cu Comandă NumericăDocument2 paginiNoțiuni Generale Despre Mașinile Cu Comandă Numericădragos100% (1)
- Sapt.11.Prelucrarea GaurilorDocument11 paginiSapt.11.Prelucrarea GaurilorDogaru RazvanÎncă nu există evaluări
- Arbore in TrepteDocument24 paginiArbore in TrepteSutru Marius100% (2)
- Proiectarea Unei Cuti de Viteze Cu 6 Trepte Pentru FrezaDocument23 paginiProiectarea Unei Cuti de Viteze Cu 6 Trepte Pentru FrezavasileÎncă nu există evaluări
- Proiect Lupu Alexandru Bogdan-ElectroeroziuneDocument38 paginiProiect Lupu Alexandru Bogdan-ElectroeroziuneNica Maria-ancutaÎncă nu există evaluări
- Dispozitive de Fixare A PieselorDocument4 paginiDispozitive de Fixare A PieselorSzaby KalmanÎncă nu există evaluări
- Procedeul Tehnologic de FrezareDocument30 paginiProcedeul Tehnologic de FrezaretazzzyÎncă nu există evaluări
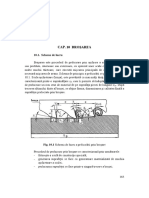
- Cap 10 - BROSAREA PDFDocument15 paginiCap 10 - BROSAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Regimuri de Aschiere2Document60 paginiRegimuri de Aschiere2Begu FlorianÎncă nu există evaluări
- Noțiuni Introductive Despre Mașini - UnelteDocument16 paginiNoțiuni Introductive Despre Mașini - UnelteIonutMuresan100% (2)
- Selectia Materialelor Proiect An IIIDocument7 paginiSelectia Materialelor Proiect An IIICalin NacevÎncă nu există evaluări
- Calculul Si Proiectarea Sculelor AschietoareDocument29 paginiCalculul Si Proiectarea Sculelor AschietoareAlina Laura100% (1)
- ATESTATDocument13 paginiATESTATGeorge MinjineanuÎncă nu există evaluări
- Matritare Cu Viteze MariDocument7 paginiMatritare Cu Viteze MariRareş SpiracheÎncă nu există evaluări
- Masini UnelteDocument57 paginiMasini UnelteRZW R100% (1)
- Sa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea PieseiDocument51 paginiSa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea Pieseialexandrina_buga100% (2)
- Schema Constructivă A Strungului NormalDocument45 paginiSchema Constructivă A Strungului NormalMihaela Lacramioara Stan75% (4)
- Tehno 3 MPTDocument10 paginiTehno 3 MPTDaniel Matei100% (1)
- TaiereaDocument5 paginiTaiereaBabadac TudorÎncă nu există evaluări
- ArboriDocument34 paginiArboriMario100% (1)
- Masini de FrezatDocument10 paginiMasini de FrezatIoan BilcuÎncă nu există evaluări
- Prelucrari Prin AschiereDocument8 paginiPrelucrari Prin Aschiereraresh18Încă nu există evaluări
- Filetarea Pe StrungDocument4 paginiFiletarea Pe StrungAlexandra Elena IlincaÎncă nu există evaluări
- Proiect Final PD DrianDocument95 paginiProiect Final PD DrianCostache AlexxÎncă nu există evaluări
- PROIECT Brosa +freza PT Alejaze, ArboriDocument44 paginiPROIECT Brosa +freza PT Alejaze, ArboriIulian Man100% (1)
- Proiect Dispozitive - MarinescuDocument30 paginiProiect Dispozitive - MarinescuEmilia MihăilescuÎncă nu există evaluări
- Deformari Plastice ProiectDocument29 paginiDeformari Plastice ProiectDan MurariuÎncă nu există evaluări
- Strungul NormalDocument17 paginiStrungul Normalmacovei adrian100% (1)
- Cutie StrungDocument17 paginiCutie StrungdanacatalinaÎncă nu există evaluări
- Plan Operatii Ex CompletatDocument4 paginiPlan Operatii Ex CompletatCristianÎncă nu există evaluări
- Prelucrarea Si Asamblarea FiletelorDocument23 paginiPrelucrarea Si Asamblarea FiletelorAnncaJurcovanÎncă nu există evaluări
- Operatii Tehnologice Simple Executate Pe Strungul NormalDocument13 paginiOperatii Tehnologice Simple Executate Pe Strungul NormalGelu Trenca100% (1)
- Masini-Unelte de RabotatDocument15 paginiMasini-Unelte de RabotatMonicaDanalache0% (1)
- Masini Unelte - Caracteristicile Masinii de Gaurit G25Document1 paginăMasini Unelte - Caracteristicile Masinii de Gaurit G25Ioana StefanescuÎncă nu există evaluări
- DanturareDocument16 paginiDanturarecameliaioana16100% (1)
- Proiect ZAMFIRDocument49 paginiProiect ZAMFIRCosminManea50% (2)
- Referat Matrite de InjectieDocument1 paginăReferat Matrite de Injectieinvisionize100% (1)
- Sapt.13.Prelucrarea FiletelorDocument11 paginiSapt.13.Prelucrarea FiletelorDogaru RazvanÎncă nu există evaluări
- Metode Si Procedee Tehnologice Laboratorul 3Document7 paginiMetode Si Procedee Tehnologice Laboratorul 3Mihai Emil-Andrei100% (1)
- Prelucrări NeconvenţionaleDocument24 paginiPrelucrări Neconvenţionaleamosklein100% (1)
- 11.toleranţe Şi Ajustaje Pentru Îmbinări Filetate PDFDocument24 pagini11.toleranţe Şi Ajustaje Pentru Îmbinări Filetate PDFCristin PasatÎncă nu există evaluări
- Asamblari FiletateDocument12 paginiAsamblari FiletateSergiu BosaÎncă nu există evaluări
- LaboratorDocument7 paginiLaboratorN. CeaușescuÎncă nu există evaluări
- Parametrii Constructuv-Functionali Specifici Ai Robotilor IndustrialiDocument12 paginiParametrii Constructuv-Functionali Specifici Ai Robotilor Industrialibboby14Încă nu există evaluări
- Maşina de Frezat VerticalăDocument4 paginiMaşina de Frezat VerticalăiliesclaudiuÎncă nu există evaluări
- Albu Proiect Asamblari FiletateDocument16 paginiAlbu Proiect Asamblari FiletateSienna LYÎncă nu există evaluări
- 9 Fortele de Aschiere PDFDocument21 pagini9 Fortele de Aschiere PDFPintescu AdrianÎncă nu există evaluări
- cap3-ASAMBLARI FILETATEDocument17 paginicap3-ASAMBLARI FILETATEGeorge CălinÎncă nu există evaluări
- Carte de Laboratoare Sculele AschietoareDocument75 paginiCarte de Laboratoare Sculele AschietoareIulianPetrineacÎncă nu există evaluări
- Elemente de Inginerie MecanicaDocument15 paginiElemente de Inginerie MecanicaAdrian TîrcăÎncă nu există evaluări
- Taierea Si Prelucrarea Cu Jet AbrazivDocument7 paginiTaierea Si Prelucrarea Cu Jet AbrazivFlorin Soare100% (1)
- Dispozitiv de Gaurire PlacaDocument27 paginiDispozitiv de Gaurire PlacaCornel-Mădălin ŞtirbanÎncă nu există evaluări
- Disp. PT Masini de FrezatDocument28 paginiDisp. PT Masini de FrezatTeodor PopescuÎncă nu există evaluări
- Tehnologia Prelucrării Filetelor Exterioare Prin StrunjireDocument10 paginiTehnologia Prelucrării Filetelor Exterioare Prin StrunjireCezarina Adina TofanÎncă nu există evaluări
- L3 TarodDocument5 paginiL3 TarodPaul MorarÎncă nu există evaluări
- Tehnologia Prelucrării Filetelor Interioare Cu TarodulDocument4 paginiTehnologia Prelucrării Filetelor Interioare Cu TarodulCezarina Adina TofanÎncă nu există evaluări
- Tehnologia Prelucrării Filetelor Exterioare Prin Deformare Plastică Volumică La Rece (Rulare)Document6 paginiTehnologia Prelucrării Filetelor Exterioare Prin Deformare Plastică Volumică La Rece (Rulare)Cezarina Adina Tofan100% (1)